
Fターム[4F206JN41]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 離型、取り出し (388)
Fターム[4F206JN41]に分類される特許
41 - 60 / 388
電動押出装置
【課題】 ダイカストマシンや射出成形機の型締装置に装備されている電動式の押出装置について、構造を簡素化し、制御方法もシンプルにする。
【解決手段】 可動プラテンに右ねじボールねじ軸と左ねじボールねじ軸を回転自在に取付ける。各ボールねじ軸と螺合するボールねじナットを押出板と固定する。各ボールねじ軸を電気モータによって反対方向に同じトルクで回転させ、押出板の前後進動作を行なう。押出板に作用する回転トルクが相殺されるため、押出板を支持するガイドロッドを細く、あるいは無くすことが可能となる。また、2本のボールねじの同期制御が容易となる。
(もっと読む)
ポンプ付き容器とその一部を形成する金型およびその成形方法

【課題】ノズルヘッドカバー筒抜止め突部の突出量と形状の設計の自由度を増大させることが可能でノズルヘッドカバー筒の抜け防止が確実なポンプ容器とその一部を形成する金型およびその成形方法を提供する。
【解決手段】容器体の口頸部3外面へ嵌合させた嵌合筒31下端から外向きフランジ35を介して案内筒36を起立させ、該案内筒の上部内面にカバー筒抜止め突部37を設けると共に、該抜止め突部より下方の案内筒36部分から外向きフランジ35外周部へかけて型抜き孔38を形成し、ノズルヘッド40から垂下するカバー筒42を案内筒36内へ上下動自在に嵌合させるとともに、該カバー筒42の下端外面に係合突条43を設けて、ノズルヘッド40の上限時に係合突条43がカバー筒抜止め突部37下端へ係合可能に設けた。
(もっと読む)
往復動装置、およびそれを用いた成形機
【課題】入力された所定位置で往復動部材が正確に折り返され、かつ高速で往復動する往復動装置を提供すること。
【解決手段】往復動装置は、往復動部材を往復動自在に具えている。入力部に入力された速度情報から、駆動機構の作動切替え位置を算出し、その作動切替え位置での往復動部材の折返し位置を算出する。そして、入力された値との差から未到達量を算出する。未到達量を折返し位置に加算し、折返し目標位置を求める。折返し目標位置で往復動部材が折り返すように、駆動機構の作動切替え位置を算出する。
(もっと読む)
プラスチックレンズおよびその成形方法と成形用金型
【課題】レンズの長手方向の膨張を規制せず、レンズの側面方向の振れを抑止し、光学特性を損なわない成形が可能となるプラスチックレンズ等を提供する。
【解決手段】金型で成形されたプラスチックレンズは、光軸と直交する方向に形成された長い方形状の入出射面からなる光学面100と、前記光学面に隣接する長手方向の側面である長尺側面部と、前記長尺側面部に一つ以上形成され、前記プラスチックレンズを他の部材に対して位置決めする際の位置決め基準となる位置決め基準部102と、前記光学面に隣接する短手方向の側面である短尺側面部であって、樹脂の注入口が形成されたゲート側短尺側面部と、前記光学面に隣接する短手方向の側面である短尺側面部であって、前記ゲート側短尺側面部と反対側に位置する反ゲート側短尺側面部と、前記反ゲート側短尺側面部に形成された凸形状または凹形状の振られ抑制形状部104と、を有する。
(もっと読む)
多層成形品の成形方法及び成形システム
【課題】1次成形品及び2次成形品の成形サイクルタイムのいずれが長い場合であっても、2次成形品の生産サイクルタイムを長い方の成形サイクルタイムより短くすることができる多層成形品の成形方法及び成形システムを提供する。
【解決手段】1次成形品表面の一部又は全面に溶融樹脂を積層させ2次成形品を成形する多層成形品の成形方法において、成形サイクルタイムの長い方の成形品を成形する複数の射出成形装置を備え、それぞれの成形サイクル開始時間又は成形サイクル完了時間を相違させ、2次成形品の生産サイクルタイムが最短、かつ毎サイクル同じになるように、成形サイクルタイムが短い方の成形品を成形する射出成形装置A及び複数の射出成形装置のそれぞれの成形サイクルタイムと、成形サイクル開始時間と、成形サイクル完了時間とが制御される。
(もっと読む)
射出成形機ならびにこのための液圧駆動ユニット
【課題】射出成形機のための液圧駆動ユニットを提供する。
【解決手段】可塑化スクリュと、射出ユニットの動きと可塑化スクリュの射出ストロークや再追加圧ストロークのための駆動ユニットを有する射出ユニット、射出の際の金型閉鎖力を発生するための駆動ユニットを有する形状拘束ユニット、及び工作物突出し装置用の駆動ユニットとを有する射出成形機であって、この駆動ユニットの少なくとも1つが、液圧ポンプと、液圧シリンダと、液圧シリンダを制御するための1つ以上の制御弁とを有する液圧駆動ユニットであり、液圧駆動ユニットの作動液が電気流動学的液体であり、液圧シリンダ用の少なくとも1つの制御弁がER弁であって、このER弁が、電気流動学的液体用の少なくとも1つの貫流間隙2と、この貫流間隙を介して電気制御フィールドに印加するための平面コンデンサ配列Kとを有する。
(もっと読む)
ポリ乳酸含有樹脂製耐熱性中空体の製造方法
【課題】無機充填剤をナノコンポジット化したポリ乳酸含有樹脂組成物の射出成形により中空体を得るときに、製造条件に関わらず金型を開く時期を決定できる耐熱性中空体の製造方法を提供する。
【解決手段】凹部を備える雌金型と、凸部を備える雄金型と、縁部形成部を備えるストリッパープレートとを備えた金型を用いた耐熱性中空体の製造方法。キャビティに臨む表面が射出されたポリ乳酸含有生分解性樹脂組成物の結晶化温度に対応する温度に金型を加熱する。生分解性樹脂組成物の温度T(℃)がT=(t+3.5)±1.5(t(℃)は金型の表面温度)となったことが赤外線温度センサにより検知されたときに、雄金型とストリッパープレートとを雌金型から離間させる。中空体の内面と雄金型の凸部との間に気体を導入し、ストリッパープレートを中空体方向に前進させて、中空体を金型から取り出す。
(もっと読む)
成形物品移送機構
使用時に射出成形用金型100、200に関連する成形物品移送機構150、250が本明細書において記載される。成形物品移送機構150、250は、移送構造部151、251であって、第1の成形物品102Aを前記射出成形用金型100の第1の金型スタック106A、206Aから受け入れるように構成されている第1の開口154Aを特に画定している、移送構造部151、251を含む。移送構造部151、251は、前記第1の成形物品102Aが通過可能な第1の分岐チャネル156A及び第1の主幹チャネル158Aも画定している。前記第1の分岐チャネル156Aは、使用時に前記第1の成形物品102Aを前記第1の主幹チャネル158Aに通すように、前記第1の開口154Aを前記第1の主幹チャネル158Aに接続し、その後、前記第1の成形物品102Aは、前記第1の主幹チャネル158Aをその出口164Aに向かって通過する。  (もっと読む)
(もっと読む)
樹脂成型品の製造方法および装置並びにターンテーブルの製造方法
【課題】樹脂成型品の製造方法においてゲート痕の突出による製品不良の防止。
【解決手段】ゲートを有する第1金型と、第2金型とを型締めしてキャビティを形成する工程と、前記ゲートから前記キャビティ内に樹脂を射出して、樹脂成型品を成型する工程と、前記第1金型と前記第2金型とを分離して、前記樹脂成型品のゲート痕635を露出させる工程と、前記第1金型と前記第2金型との間に保持具84を挿入する工程と、前記保持具を前記樹脂成型品の前記ゲート痕に当接させることにより、前記ゲート痕を押し潰す工程と、前記保持具にて前記樹脂成型品を保持する工程と、前記保持具と共に前記樹脂成型品を前記第1金型と前記第2金型との間から取り出す工程と、を備える。
(もっと読む)
電子部品の製造装置及び電子部品の製造方法
【課題】本発明は、多孔性部材に吸着固定される電子部品をモールド射出成形する電子部品の製造装置及び電子部品の製造方法に関する。
【解決手段】本発明の一実施例による電子部品の製造装置は、電子部品が装着される多孔性部材であって少なくとも1つからなり、上記電子部品が収容される内部空間が形成される上部及び下部金型と、上記上部及び下部金型の内部空間に離型フィルムを提供する離型フィルム提供部と、上記電子部品がモールド射出成形されるように上記内部空間にモールディング樹脂を提供するモールディング樹脂提供部と、を含むことができる。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
成形同時転写用金型及び成形同時転写品の製造方法
【課題】成形同時転写品の成形品質が低下し難くする。
【解決手段】型締めにより転写シート1との間で樹脂充填用のキャビティを形成する第1金型A1と、転写シートが当接する凹状のキャビティ面C2、型締時に第1金型との間で転写シートを挟持する把持部8を備えた第2金型A2と、型締時及び樹脂注入時に、転写シートをキャビティ面の側に吸引する吸引機構10とを備え、型締時の吸引に際し、転写シートのうち、キャビティ面に対向する対向領域1aと把持部8により挟持される把持領域1bとの境界部分1cが、凹状のキャビティ面の縁部で過度に曲がるのを防止するよう、把持領域を縁部に対して第1金型の側に位置させる曲げ緩和部11を第2金型の把持部に設けてある。
(もっと読む)
光学素子の成形方法および光学素子
【課題】 小型あるいは薄型で高精度な光学素子を低コストで成形できる光学素子の成形方法および光学素子を提供すること。
【解決手段】 樹脂の冷却方向を支配することにより複屈折が光線に影響しないように樹脂を配向させる。具体的には成形中において光学素子の非光学面に対応する側面駒の温度がTgとなったときに光学素子の光学面に対応する機能駒の温度が(Tg−30)℃以上(Tg−5)℃以下となるように金型温度を制御することにより光軸方向に樹脂を配向させる。
(もっと読む)
射出成形方法及び射出成形装置
【課題】合成樹脂材料の歩留まりを向上でき、さらに成形型の構造が簡単になるとともに、生産性を向上できるようにした射出成形方法及び射出成形装置を提供する。
【解決手段】円筒状の鉄心14の軸線方向に沿って形成された収容孔内に磁石を挿入するとともに、その磁石の外周面と収容孔の内周面との間に合成樹脂Rよりなる封止材を射出する。射出初期の合成樹脂のスラグを、ランナー21から分岐したスラグ溜部22に貯留させる。型開きに際してランナー21及びスラグ溜部22内に形成された合成樹脂部Raを、保持部材25により鉄心14の端面に保持させる。
(もっと読む)
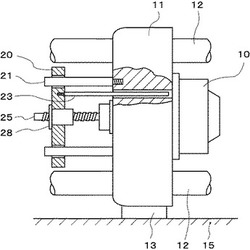
連結装置
【課題】各種部材間や離型機構の押出プレートと押出板とをワンタッチで連結することができる連結装置を目的とする。
【解決手段】
中心軸に向かって付勢されロック機構4によりロックと開放を可能にした複数のチャック爪3を設けたチャック1と、該チャック1中心に嵌挿されて各チャック爪3によりチャッキングされる連結杆10とからなり、前記ロック機構によりロックと開放を行なうチャック爪3の内周面に圧着用凹凸部30を形成し、該圧着用凹凸部30と嵌合する環状凹凸部11を連結杆10の挿込部に形成するとともに、前記圧着用凹凸部30の凹溝幅を前記環状凹凸部11の先端に形成された挿込凸部11a幅より短くし、且つ後部に形成された挿込凸部幅と基準寸法を等しくした連結装置である。
(もっと読む)
樹脂成形品の成形方法
【課題】成形過程で生じた不要物を容易に除去することが可能な樹脂成形品の成形方法を提供することである。
【解決手段】樹脂を成形型に導入して成形物を成形する樹脂成形品10の成形方法において、一部に切削刃部4を有した置き子1を成形型の中に設置し、その状態で成形型に樹脂を導入し、成形物を成形した後に脱型し、置き子1を回転させることにより、樹脂成形品10の一部である薄バリ部35を切削し、成形過程で生じた不要物である薄バリ部35を除去する。
(もっと読む)
管継手及びその製造方法、並びに射出成形用金型
【課題】内側コーナー部が円弧状曲面の樹脂製管継手を、溶接・切削等の追加工を必要とせず、射出成形法により簡便に製作する技術を提供することを目的とする。
【解決手段】本発明の射出成形における金型、内筒体及び外包体(最終製品である継手に相当)の配置図に示されるように、まず、継手の内側コーナー部16に接する面が円弧状である内筒体11を金型にインサートする。内筒体11は外包体12との剥離性が良いシリコンが望ましい。また、内筒体の潰れ防止のためにコアピン19が挿入されている。内筒体11の回りに、例えばフッ素樹脂が充填され、管継手が成形される。成形品を金型から取り出し、コアピン19を除去、その後、内筒体11を引き抜いて取り除き、内側コーナー部16が円弧状曲面の外包体(管継手)が得られる。
(もっと読む)
車両用ランプ
【課題】簡単な構成で、かつ、容易な形成作業により、ランプの見栄えを向上させるようにする。
【解決手段】車両用ランプは、正面視で円形状をなし、椀形状で樹脂製のリフレクタ8を備える。リフレクタ8の射出成形時におけるゲート内固化部16がリフレクタ8の径方向外方域からリフレクタ8の外周部17にまで延出して一体的に結合される。正面視で、リフレクタ8の外周端縁とゲート内固化部16の幅方向での各外側端縁とのそれぞれの交点20,21を直線的に結ぶ線22に沿うようゲート内固化部16が切断されて、ゲート内固化部16の樹脂上流側部24が除去される。ゲート内固化部16の延出部18の一部18bをリフレクタ8の外周部17における照射方向A側の外面17bに一体的に結合させる。リフレクタ8の径方向に向かう視線で見て、ゲート内固化部16の延出部18の一部18bの外面が照射方向Aに向かって凸の円弧形状となるようにする。
(もっと読む)
回路基板がインサートされた成形品の製造方法
【課題】線幅の狭い回路がインサートされた成型品を高い生産効率で生産する。
【解決手段】ロール版に導電性ペーストを塗布して印刷用パターンを形成し、ロール版に形成された印刷用パターンをフィルム3に転写して回路パターン4を形成する第1工程と、相対的に接近離間する一対の成形型14a,14bの内部に、回路パターン4が可動型14bの成形面に対面するように、回路パターン4が形成されたフィルム3をセットする第2工程と、成形型14a,14bによって形成されるキャビティC内部に溶融樹脂を射出する第3工程と、を有する製造方法。
(もっと読む)
半導体装置の製造方法
【課題】モールド金型のキャビティ内で硬化した樹脂封止体を破損させることなく、キャビティから取り出すことのできる技術を提供する。
【解決手段】モールド金型のキャビティ内にある樹脂封止体12cを下金型3から離型するときに、まず、下型エジェクタピン5aにより樹脂封止体12cを、その厚さの、例えば1〜2割程度押し上げた後、プランジャ14を上昇させる。次に、プランジャ14によりカル内の樹脂封止体12cを押し上げることにより樹脂封止体12cの全体を斜めに押し上げて、下型エジェクタピン5aの先端部から剥離する。
(もっと読む)
41 - 60 / 388
[ Back to top ]