
Fターム[4F206JN43]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 加熱、冷却 (518)
Fターム[4F206JN43]の下位に属するFターム
不均一加熱冷却、温度分布の形成 (53)
Fターム[4F206JN43]に分類される特許
81 - 100 / 465
合成樹脂中空体の製造方法
化粧料溶液、薬品および飲料などの流体物質を収容する合成樹脂中空体の製造方法において、オーバーモールド工程の間、中空成型体に冷却したガスまたは冷却した加圧ガスを充填する。 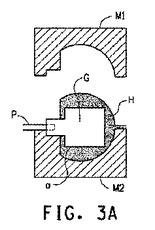 (もっと読む)
(もっと読む)
ポリ乳酸系成形体の製造方法
【課題】結晶化速度を向上させることにより、成形時間が短縮されたポリ乳酸系成形体の製造方法を提供すること。
【解決手段】ポリ−L−乳酸(PLLA)及びポリ−D−乳酸(PDLA)を含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その組成物の温度をその組成物中に含まれるSC材料成分の融点+5℃〜+15℃の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法
(もっと読む)
射出成形機の温度制御方法

【課題】 温度変動を来す特定の処理が行われた場合でも、アンダーシュート等の無用な温度変動を低減して温度制御に対する高い安定性及び精度を実現する。
【解決手段】 被加熱部位2a,2bをヒータ3a,3bにより加熱するとともに、被加熱部位2a…の温度を温度センサ4a…により検出し、検出温度(PVn)が予め設定した目標温度(SP)となるように、PID補償系Cfsを含むフィードバック制御系Cfにより温度制御を行うに際し、被加熱部位2a,2bに温度変動を来す特定の処理が行われたことを検出したなら、少なくとも、ヒータ3a,3bの通電率を所定の大きさにするためのPID補償系Cfsにおける積分項を演算処理により求め、求めた積分項を直ちにPID補償系Cfsにプリセットする。
(もっと読む)
熱制御金型、および、その製造方法

【課題】ひけのない熱制御層を形成し、所期の断熱効果と、金型として充分な精度を得ることができ、かつ、金型として熱履歴を受けても熱制御層にひけが生じる恐れがない熱制御金型を提供する。
【解決手段】金属で構成される金型内部に樹脂からなる熱制御層が形成されている熱制御金型であって、前記金型の熱制御層形成部内面に第1の微細な凹凸と、該第1の微細な凹凸にさらに微細な第2の凹凸と、が設けられ、かつ、前記熱制御層にこれら微細な凹凸に対応する凹凸が設けられている熱制御金型。
(もっと読む)
プラスチック成形品の製造装置及びその製造方法
【課題】プラスチック成形品の表面に低光沢性をもたせることができると共にウェルドラインやフローマークなどの外観不良を消すことができ、而も艶消し塗装の省略化が可能になる。
【解決手段】キャビティ21が形成された移動側金型22及び固定側金型23で構成されると共に、移動側金型22のキャビティ部位21aにはシボ面24が形成されたプレス成形用金型2で、射出成形により加工した第一次プラスチック成形品8Aをキャビティ21に挿入して型締めにより加圧している時に、超音波振動装置3でシボ面24が形成されたキャビティ部位21aを有する移動側金型22を超音波加振して、第一次プラスチック成形品8Aのシボ面24が転写される表面部分を再溶融化する。
(もっと読む)
不均一な厚さを有する部品の射出成形
不均一な厚さを有する部品の射出成形が提供される。射出成形装置の1つの開示された実施例は、1つ以上の側壁、側壁と交差し側壁に関して固定された第1の型面、並びに、測定された量の注入された融解された熱可塑性の材料を受け取るように構成されたキャビティを側壁及び第1の型面とともに規定するように側壁と交差する第2の型面を含む。成形プロセス中に、第2の型面の第1の端部が第1の型面に向かって第2の型面の第2の端部より大きな物理的な移動距離を移動するように、第2の型面は第1の型面に向かって移動可能である。  (もっと読む)
(もっと読む)
転写シート固定用クランパを接触冷却板で冷却する成形同時転写成形品の製造方法
【課題】クランパの加熱を阻止し、クランパの保持力を一定に保ち、キャビティ内の汚染を防止した成形同時転写成形品の製造方法を得る。
【解決手段】クランプ装置30を備え開閉される金型、転写シート送り装置40と型開き状態の射出成形金型の間に移動して成形品を取り出す取り出し装置50からなる射出成形装置1aを用いる。転写シート45を金型に配置し、クランプ装置のクランパ31で金型のパート面22に押し付けて固定し、型閉じして金型内に溶融樹脂を射出し成形と転写を行い冷却固化させた後、型開きし、取り出し装置を成形品に位置付けて成形品を取り出す成形同時転写成形品の製造方法にあって、取り出し装置50に接触冷却板61を取り付け、金型を型開きした状態で、クランパ31と接触冷却板61を接触させてクランパを冷却する。
(もっと読む)
封止装置及び封止方法
【課題】封止品の品質を保ちつつ、封止用材料の硬化時間の短縮により、生産性を向上させる。
【解決手段】封止用材料(樹脂タブレット146)を溶融させ、金型104に設けられたカル部136を介してキャビティ118に注入して、キャビティ118に配置された基板102にある被封止品を封止する封止装置100において、カル部136に対峙してカル部136を形成する金型部分の上部の空隙124の底面126Aに配置された導電体130と、導電体130の外周に配置されるコイル131と、を備え、コイル131に交流電流が流されることにより導電体130が誘導加熱される。
(もっと読む)
樹脂成形体及びその製造方法
【課題】 十分な熱伝導性を有する樹脂成形体及びその製造方法を提供する。
【解決手段】 樹脂成形を行う際に、熱可塑性樹脂内に無機フィラーを混合しておく。無機フィラーは放熱性に優れているが、その硬度が熱可塑性樹脂よりも高いため、周辺部材を研磨してしまうという傾向がある。本願発明者らは、金型温度を高温にすると、繊維状の放熱材料からなる無機フィラーの配列方向がランダムになり、内部で無機フィラーが接触することで、冷却効率が高くなることを見出した。本方法では、樹脂内の放熱材料が、周辺部材を研磨してしまう程度の多量に含まれていない場合においても、十分な熱伝導性を有することが可能である。
(もっと読む)
射出成形又は射出圧縮成形を用いて低減されたひけを有する厚肉のプラスチック成形部品を製造するための装置及び方法
本発明は、射出成形又は射出圧縮成形を用いて厚肉のプラスチック成形部品を製造するための装置及び方法に関する。本発明に係る装置は、キャビティを備える射出成形又は射出圧縮成形のための工具を備え、工具が、キャビティに隣接する壁領域と、キャビティ近位の壁領域に隣接するキャビティ遠位のボディとを備え、工具のボディが、温度T1に温度調整可能に、壁領域が、温度T1とは異なる温度T2に温度調整可能に形成されていることを特徴とする。本発明に係る方法では、工具のキャビティ近位の壁領域の温度T2を射出プロセス前及び/又は中に、プラスチック成形材料のビカット温度TVより高い値にもたらして維持し、このとき、温度T2が工具のボディの温度T1を上回るようにし、キャビティ近位の壁領域の温度T2をプラスチック成形材料の硬化中かつ離型前にプラスチック成形材料のビカット温度TVを下回る温度にもたらす。結果として、軽減されたひけを有する、光学レンズ等の厚肉のプラスチック成形体が生じる。  (もっと読む)
(もっと読む)
加熱シリンダカバー
【課題】
強制通風冷却装置と、この冷却風を外部に逃がす連通部とを有する加熱シリンダカバーをもった可塑化装置において、樹脂替えに伴う加熱シリンダの降温必要時においては連通部や通気部から熱を外部に逃がし効果は著しいが、逆に昇温必要時においては熱が外部に逃げ熱効率が悪いという問題があった。
【解決手段】
加熱シリンダカバー内部と外部との連通部にスライド方式の遮断手段をもつものとするので、加熱シリンダの降温必要時には遮断手段を開として加熱シリンダの急激な降温を可能として成形準備時間を短縮すると同時に、昇温必要時には遮断手段を閉として外部への熱の逃げを防止し熱効率の向上を図ることができる。
(もっと読む)
射出成形機の操作方法および射出成形機
【課題】大量のエネルギを吸収して溶融状態になっている射出材料が固化するとき、大量に放出する熱を有効に使用できる射出成形機を提供する。
【解決手段】金型(15、16)と金型温調機(30)とが熱媒体供給管(15a、16a)と熱媒体戻り管(15b、16b)とで接続されている射出成形機において、前記熱媒体戻し管(15b、16b)に熱交換器(35)を介装する。この熱交換器により加熱された空気を熱風供給管(40)によりホッパ(3)に送り、ホッパ中の射出材料を予熱・乾燥する。
(もっと読む)
糸引き防止ホットスプルブッシュ及び射出成形金型
【課題】金型に特別な加工を要することなく、且つ、特別に厳密な成形条件を要することなく、糸引き或いはシルバストリーク等の成形品の不良要因となる現象を生じさせることのないホットスプルブッシュを提供することにある。
【解決手段】ホットスプルブッシュ10の一部にヒータ13を設け、一部にホットスプルブッシュ10を取り付ける、冷却水路6を設けた固定側型板2による冷却部17を設け、溶融樹脂の通路となるスプル穴12をその全長に亘って溶融樹脂の流動方向に垂直な断面の面積が溶融樹脂の流動方向に沿って同一に、及び、増大するように、及び、同一の部分と増大する部分の組み合わせ、のうちいずれかによって形成した。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 外観不良がないため表面美麗で、かつ、非発泡層が薄く、均一微細な発泡層を持ち、さらに高発泡倍率を有する射出発泡成形体の製造方法を提供すること
【解決手段】 最終製品形状位置のキャビティクリアランスt2より小さいクリアランスt0に可動型を設定された金型クリアランス中に、熱可塑性樹脂と発泡剤を含んでなる溶融混合物を射出して、金型クリアランス中への前記溶融混合物が充填完了した直後に可動型を所定の速度でキャビティクリアランスt1まで移動させる第1型開工程、キャビティクリアランスt1からキャビティクリアランスt2まで可動型を移動させる第2型開工程を含んでなり、少なくとも溶融混合物の射出開始時点で金型表面温度を前記熱可塑性樹脂の荷重たわみ温度以上の温度とし、充填完了から第2型開工程完了時の何れかの時点で冷却を開始することを特徴とする射出発泡成形体の製造方法。
(もっと読む)
樹脂部品の成形方法及び成形金型
【課題】生産効率の高い、かつ省エネに優れた樹脂部品の成形方法を提供すること。
【解決手段】 樹脂11を溶融させ、キャビティ空間85で成形する樹脂部品の成形方法において、キャビティ空間85を備えるキャビティ金型セット8を昇温する昇温工程21と、溶融した樹脂11をキャビティ金型セット8に射出する成形工程22と、キャビティ金型セット8を冷却する冷却工程23と、キャビティ金型セット8から、冷却された樹脂部品を取出す部品取出し工程24を有し、キャビティ金型セット8は、一対の第1キャビティ金型8aと第2キャビティ金型8bを備え、キャビティ金型セット8が金型本体である固定型6及び可動型7から着脱自在である。
(もっと読む)
自動車用ステアリングホイール及びその製造方法
【課題】本発明は、自動車用ステアリングホイール及びその製造方法に関する。
【解決手段】本発明は、金属フレームを乾燥機で予熱して水分を除去した状態で、予熱された製品を1次から3次に渡って金型内で2〜3mmの厚さで何回多層の層構造に射出し、各工程の段階において製品が空気中に露出される場合には、射出(被覆)表面に水分が含まれている恐れがあり、後工程の加工時に接着力及び品質に異常を起こすので、工程の中間に乾燥保管を必須的に実施している。この時、射出された層と層との間には、パッドプリンティング方式を適用するか、又は真空蒸着とパッドプリンティングとを混合した方式を適用して、パターンや絵を挿入する。このように、本発明は、最上位の射出部を除外した内部の射出部に、色、パターン、及び紋を挿入することができ、2個以上の段を有し、最上位の射出部を除外した各射出部に一つ以上のパターンを挿入する方法を提供する。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
射出成形装置用IHユニット装置および射出成形装置
【課題】成形品のひび割れが生ずることがなく、且つ効率的な型加熱および型冷却を実現する射出成形装置用IHユニット装置および射出成形装置を提供する。
【解決手段】射出成形装置の上型あるいは下型の少なくとも一方に、温度制御可能なIH素子を配置し、高周波電源からの高周波電流を制御することでキャビティ内の溶融樹脂に局所的選択的な急速加熱・急速冷却を可能とした。これにより例えばプラスチック射出成形モールド金型、軽金属ダイキャスト金型あるいはガラスモールド成形金型において、選択した部位を局所的に平均型温度より急速加熱し、モールド型内のプラスチック・ゴム、軽金属、ガラスの流動性を局所的に制御することができる。
(もっと読む)
金型及びこの金型を備えた成形装置
【課題】単純で安価で、煩雑な制御条件の設定作業を行う必要のない金型及びこの金型を備えた成形装置を提供する。
【解決手段】加熱筒31に備えられるヒーター35はキャビティ23に射出される成形材料Pを射出成形に適切な状態に溶融できる出力となっているので、成形材料Pは貫通孔37内で射出成形に適した温度、粘度等を有する溶融状態とされる。この状態で図4に示すように押込シャフト73を下降させると、溶融した成形材料Pが押込シャフト73によって押し込まれてゲート21、キャビティ23に射出される。そしてゲート21、キャビティ23に射出された成形材料が固化して成形品S、ゲートGが形成される。
(もっと読む)
プレキュアトレッドの製造方法および装置並びにプレキュアトレッド
【課題】加硫時に未加硫トレッド13に付与されている圧力を容易かつ高精度で調節する。
【解決手段】未加硫トレッド13に付与されている圧力を該未加硫トレッド13に直接接触しながら検出する第1、第2検出センサ34、37を加硫金型22内に設け、前記第1、第2検出センサ34、37により検出された圧力に基づき型締め手段25の流体シリンダ40による型締め力を変化させるようにしたので、未加硫トレッド13に加硫金型22から付与されている圧力を容易かつ高精度で所定範囲内に収めることができる。
(もっと読む)
81 - 100 / 465
[ Back to top ]