
Fターム[4F206JN43]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 加熱、冷却 (518)
Fターム[4F206JN43]の下位に属するFターム
不均一加熱冷却、温度分布の形成 (53)
Fターム[4F206JN43]に分類される特許
141 - 160 / 465
成形機における金型からの排熱回収方法
【課題】 射出成形機やダイカストマシンにおいて、溶融状態の樹脂やアルミニウムを金型内に射出充填後冷却する際、金型を介して温調用の冷却媒体に排出される熱エネルギーを電気エネルギーに変換して回収し、再利用しようとする成形機の省エネ技術に関する。
【解決手段】 成形工程において、金型の温度を一定に保つため金型温調機を用いて冷却媒体を金型内に流通するとともに、金型への入り側の冷却媒体と金型からの出側の冷却媒体の温度差を利用し、熱電変換モジュールを用いて発電することにより電気エネルギーを得る金型からの排熱回収方法。
(もっと読む)
射出成形装置において使用される装置

【課題】 効率的に成形マニホルド及びホットランナーノズルの溶融チャネルを加熱する方法及び手段を提供する。
【解決手段】 多数のキャビテーションが発生する鋳型スプルーブッシュ62、マニホルド64、及びホットランナーノズル66は、それぞれ薄膜ヒータ63、65、及び67を使用して加熱される。各薄膜ヒータは、組み合わされた受動薄膜材料の間に挟まれた薄膜の導電性材料から成る能動膜を含んで構成される。この薄膜ヒータが直接溶融樹脂に接触するように内側に配置される場合、薄膜ヒータ63は、チャネルから順に耐摩耗膜72、電気絶縁膜74、電気抵抗ヒータ膜76、電気絶縁膜78、及び断熱膜79を含み得る。薄膜ヒータ65が外側に配置される場合には、耐摩耗膜は省略されてよい。
(もっと読む)
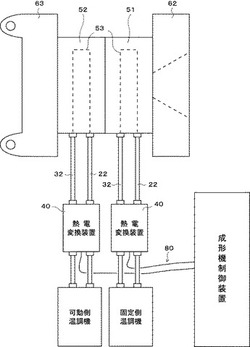
射出成形機の表示方法および射出成形機
【課題】 従来は異なる制御要素を備えた成形金型のそれぞれの制御要素を一箇所の表示画面に表示できず、作業者がそれぞれの制御要素の設定値或いは実測値を参照出来ないかまたは出来にくいという問題を解決した射出成形機の表示方法および射出成形機を提供する。
【解決手段】 成形金型23のキャビティ26に溶融材料を射出して成形品を成形する射出成形機11の表示方法において、異なる制御要素25,31を備えた成形金型23の設定値52,58または実測値53,59の少なくとも一方を、一箇所の表示画面51に表示可能とする。
(もっと読む)
金型のマルチ加熱冷却システム
【課題】複数の成型機の金型に対して一台の温度調節装置により蒸気、温水、冷却水等を切り替え供給して成型を行い、かつガス抜き装置も備えたマルチ加熱冷却システムを提供する。
【解決手段】金型のマルチ加熱冷却システムは、2台の成型機8a、8bの金型内温度センサTC1〜TC4を備える各金型1〜4に蒸気、温水、冷却水を送る蒸気加熱ユニット30、温水加熱ユニット35、冷却ユニット40と、2台の成型機の各金型との間に配管で接続した一台の温度調節装置10と、金型内の温度センサによる検出温度に基づき、予め格納した温度判定用プログラムに従い各金型の温度を判定して温度調節装置を制御し、2台の成型機の各金型への成型サイクルに応じた蒸気又は温水、冷却水の切り替え供給及び排出を実行させる制御手段50の制御の基に各金型内のガス、エアーの吸引・排出、各金型内のブローを行うモールドバック80と、を有する。
(もっと読む)
キャスティング装置
本発明は、中空のキャスティング物品を製造するキャスティング装置(10)であって、キャビティ(14)と、該キャビティ(14)内に流動性のキャスティング材料(18)を充填する充填装置(16)と、押し退け装置(32)とが設けられていて、該押し退け装置(32)は、プロジェクティル(34)を運動方向(B)において運動させて、キャビティ(14)内に充填されたキャスティング材料(18)内に押し入れるために、構成されており、キャビティ(14)が物品区分(20)とプロジェクティル区分(22)とを有していて、物品区分(20)が、生ぜしめられるキャスティング物品(66)に配属されていて、物品区分(20)内にキャスティング物品(66)が形成されるようになっており、プロジェクティル区分(22)がプロジェクティル(34)に配属されていて、プロジェクティル区分(22)内においてプロジェクティル(34)が形成されるようになっている形式のものに関する。このような形式のキャスティング装置において、本発明の構成では、物品区分(20)が運動方向(B)においてプロジェクティル区分(22)に続いている。  (もっと読む)
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】可塑剤を用いなくても、優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、カルボヒドラジド類、メラミン化合物、ウラシル類及びN−置換尿素類からなる群から選ばれる少なくとも1種の有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、(a)C=Oと、NH及びOから選ばれる官能基とを分子内に有する環状化合物、(b)C=Oを分子内に有する環状化合物と、NH、S及びOから選ばれる官能基を分子内に有する環状化合物との混合物、(c)置換されていてもよく、金属を含んでいてもよいフタロシアニン化合物、及び(d)置換されていてもよいポルフィリン化合物からなる群から選ばれる少なくとも1種の有機顔料を含む有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
射出成形機におけるノズルの温度制御方法
【課題】射出成形機において、シリンダ全体を必要以上に加熱することなく、型締めによって生じるノズル先端部の熱逃げを抑制して、より安定した成形動作を行えるようにする。
【解決手段】一対の金型の型締めを行う型締め機構部におけるノズルの周囲の位置に配置された、ノズルを加熱する加熱部を有する加熱部材を備える射出成形機におけるノズルの温度制御方法であって、型締め機構部による一対の金型の型締め動作中に、ノズルが一定の温度よりも高い温度となるようにノズルを予備加熱する予備加熱工程を備える。
(もっと読む)
射出成形方法及びその装置
【課題】成形サイクルタイムを短縮し、構造の簡素な射出成形方法及び装置を提供する。
【解決手段】相互に連結された第1キャビティブロック1a,1bと第2キャビティブロック2a,2bとを備え、キャビティブロックを型閉めした状態で加熱する予熱ステージ20と、キャビティブロックを型閉めした状態で冷却しつつキャビティに樹脂を射出する流路13とを有する射出・冷却ステージ10とを備える。一方のキャビティブロックを予熱ステージで加熱している間、他方のキャビティブロックを射出・冷却ステージで冷却しつつ樹脂を射出し、一方のキャビティブロックを予熱ステージで型開きすると同時に、他方のキャビティブロックを射出・冷却ステージで型開きしてキャビティから成形品を取り出し、両キャビティブロックを型開きした状態で予熱ステージと射出・冷却ステージとの間で交互に移動させる。
(もっと読む)
射出発泡成形方法
【課題】スワールマークと呼ばれるガス状痕が生じることもなく、表面性状が高品質である発泡成形品を安定して製造することができる発泡成形品の射出発泡成形方法を提供することを目的としている。
【解決手段】金型内に熱可塑性樹脂と化学発泡剤とを含む発泡性樹脂組成物を射出して、内部に発泡構造を有しかつ表面が非発泡な樹脂成形品を得る射出成形方法において、前記発泡性樹脂組成物の射出開始までに金型型面の温度を前記熱可塑性樹脂の荷重たわみ温度より65℃以上高温に昇温し、この温度を保持した状態で射出を開始するとともに、射出開始後に、射出完了時の金型型面の温度が前記熱可塑性樹脂の荷重たわみ温度より40℃以上低温となるように金型を冷却することを特徴としている。
(もっと読む)
射出成型装置及び射出成型品の製造方法
【課題】本発明の目的は、コールドランナーの面積を均一かつ最小とし、各キャビティへの樹脂充填バランス及び保持圧力バランスを制御して良好な歩留りを実現することが可能な射出成型装置及び射出成型品の製造方法を提供することにある。
【解決手段】射出成型を行うための射出成型装置Sに関する。
射出成型用の型に形成され、溶融樹脂の通路となるランナー12a,13a乃至13eと、このランナー12a,13a乃至13eの内部に収容された振動子34と、を備え、この振動子34は、ランナー12a,13a乃至13e内部で振動することにより、溶融樹脂の溶解状態を維持する。
(もっと読む)
断熱材
【課題】複数枚の断熱材の設置作業を容易にする。
【解決手段】断熱材は、長手方向の一方端に設けられたオス又はメスの面ファスナーを有する接合シート用を他方端に設けられたメス又はオスの面ファスナーに貼り合わせることにより発熱体1の外周部に巻き付けられる内周側断熱部材4aと、長手方向端部表面に設けられたオス又はメスの面ファスナーを内周側断熱部材4a又は内周側の外周側断熱部材の外表面に設けられたメス又はオスの面ファスナーに貼り合わせることにより内周側断熱部材4a又は内周側の外周側断熱部材の外表面に巻き付けられる外周側断熱部材4b〜4eとを備える。
(もっと読む)
射出圧縮成形金型、射出圧縮成形金型の調整方法、および射出圧縮成形システム
【課題】 固定金型と可動金型の間に形成されるキャビティ内に射出された成形材料の圧縮を行う射出圧縮成形金型において、相対的に位置が変更されるブロック間の間隙部に形成されるバリの高さを低くすることを課題とした射出圧縮成形金型、射出圧縮成形金型の調整方法、および射出圧縮成形システムを提供する。
【解決手段】 固定金型13と可動金型12の間に形成されるキャビティ14内に射出された成形材料の圧縮を行う射出圧縮成形金型11のおいて、コアブロック16に対して相対的な位置が変更可能な側面形成ブロック19が、少なくともキャビティ14側において間隙部34を介して設けられ、前記コアブロック16の中央部22aに対して、前記間隙部34の開口部29,30が低温になるように調整する。
(もっと読む)
車両用灯具反射鏡の成型方法及び当該成型方法で成型された車両用灯具反射鏡
【課題】従来の樹脂で形成する車両用灯具用反射鏡においては、耐熱性とネジレ強度の面からガラスファイバーなど比較的に多量の充填材が用いられ、それにより配光特性が乱れるものとなりアンダーコートなどによる補正に手間が係る問題点を生じていた。
【解決手段】本発明により、耐熱性を強化するため充填剤が添加された樹脂を金型で車両用灯具反射鏡の形状に成形する際に、予めに金型を樹脂のガラス転移温度近傍まで加熱し、その状態で射出を行うと、溶融により流れが良くなった樹脂が金型内を先行し、製品表面に充填剤を含まないスキン層を形成する。従って、樹脂のみで形成された平坦な表面が得られ、鏡面の形成時には充填物による表面荒れを補修するためのアンダーコート工程が省け、生産性と品質とが共に向上する。
(もっと読む)
熱硬化性樹脂組成物、光半導体素子及びその製造方法、並びに光半導体装置
【課題】成形の工程の簡略化を可能にする熱硬化性樹脂組成物を提供すること。
【解決手段】エポキシ樹脂、硬化剤及び硬化触媒を含有する熱硬化性樹脂組成物において、当該熱硬化性樹脂組成物を金型温度180℃、硬化時間90秒の条件でトランスファー成形して得られる硬化物の硬化度が、150℃、3時間の加熱によって更にアフターキュアされた後の当該硬化物と実質的に同等である、熱硬化性樹脂組成物。
(もっと読む)
成形機
【課題】構成を複雑化することなく、高品質の成形品を高能率に成形可能な成形機を提供する。
【解決手段】金型1を開閉する金型開閉装置2と、型閉された金型1内に成形材料を射出する射出装置3と、金型1に加熱媒体を供給する加熱媒体供給装置6と、金型に冷却媒体を供給する冷却媒体供給装置7と、これらの各装置の起動及び停止を制御し、金型1の型閉、金型の加熱、成形材料の射出及び保圧、金型の冷却、金型の型開及び成形品の取り出しからなる成形サイクルを実行する制御装置8とから成形機を構成する。制御手段9は、金型開閉装置2に型開指令信号s5を出力した後、金型開閉手段2に型閉指令信号s6を出力する前に、加熱媒体供給装置6に加熱開始指令信号s8を出力して、金型1の加熱を開始する。
(もっと読む)
樹脂成形装置
【課題】樹脂成形装置の小型化ならびに低コスト化を実現することで、完成製品の製造ライン内に樹脂成形装置を組み込むことを可能とし、半製品の中間在庫を不要にする。
【解決手段】密閉された内部に溶融樹脂材Mを溜めることが可能で、かつ、該内部に圧縮空気を供給することが可能なタンク10と、このタンクに対し、その内部と連通させた状態で一体的に結合された射出ノズル40とを備えている。タンク10の内部に供給される圧縮空気の圧力によって溶融樹脂材Mを射出ノズルから所定の金型内に充填する。
(もっと読む)
コントローラの冷却方法
【課題】 簡単な方法によって、耳障りな音が発生することなく、しかも、電子素子を効率よく冷却することで、電子素子に熱的な悪影響がおよぶのを抑制することができるコントローラの冷却方法を提供する。
【解決手段】 成形機Sと、この成形機Sに付設される成形品取出機1に制御信号を出力して、その運転を制御するコントローラCの冷却を実行する方法であって、コントローラCを常態温度がコントローラCよりも低温である成形機SのベッドBの立面b1に取付けて冷却する。
(もっと読む)
自動車用内装部品の製造方法並びに積層構造体の成形金型
【課題】発泡樹脂基材と、その裏面側に一体化される樹脂リブとを備えた積層構造体を全体、あるいは一部に採用した自動車用内装部品の製造方法において、製品周縁の反り変形、波打ち変形等の成形不良を解消して、外観意匠性を高める。
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その裏面に一体化される所定パターン形状の樹脂リブ22との積層構造体から構成され、成形上下型41,42の型締めにより、発泡樹脂基材21をキャビティ形状に沿って成形する際、キャビティ外周スペース427に冷却用エアを吹き付けるエアホース44、あるいは冷却用ブロック45を配設しておき、キャビティ内外において発泡樹脂シートSに温度差が生じるのを回避する。
(もっと読む)
ガス加圧射出成形法及びその方法で成形された射出成形体
【課題】意匠面のひけがなく、表面平滑で、かつ、高品質の外観を有する射出成形体を得るためのガス加圧射出成形法及びその方法により成形された射出成形体を提供すること。
【解決手段】熱可塑性樹脂を溶融樹脂として金型キャビティ内に射出した後、射出成形体の裏面(非意匠面)とそれに対応する金型キャビティ面(非意匠側型面)間に加圧ガスを圧入して射出成形体の表面(意匠面)をそれに対応する金型キャビティ面(意匠側型面)に押し付ける工程を含むガス加圧射出成形法であって、
(a)溶融樹脂を金型キャビティ内に射出する前に、前記金型キャビティ面の温度を前記熱可塑性樹脂のガラス転移温度よりも0〜30℃高い温度に昇温する工程と、
(b)溶融樹脂の射出終了後、前記金型キャビティ面の温度を前記熱可塑性樹脂のガラス転移温度よりも20℃以上低い温度に降温して射出成形体を冷却する工程と、
を含む、射出成形法。
(もっと読む)
141 - 160 / 465
[ Back to top ]