
Fターム[4F207AG01]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 板状体(←シート、フィルム) (1,455)
Fターム[4F207AG01]の下位に属するFターム
厚板 (25)
Fターム[4F207AG01]に分類される特許
1,401 - 1,420 / 1,430
配向フィルムからなる交差積層材、それの製造方法及びこの方法に適した共押出ダイ
複数のフィルムから新規の交差積層材が形成され、この際、これらのフィルムのうちの少なくとも二つは単軸配向もしくはアンバランスド二軸配向されており、ここで、これらのフィルムのうちの一つにおける主配向方向は、他のフィルムにおける主配向方向と交差しているものであり、但し、積層材の内部にありかつ互いに接合されている表面上でのこれらの二つのフィルムの表面特性が適当なパターンで改良されている。これらのフィルムの内部に配置されたフィルム表面層は、共押出しされた材料からなるストランド(101、102)の配列を含み、そしてこれらのフィルムは、それらの二つのフィルムのストランド配列が互いに交差するように配置される。上記ストランドは、各フィルム間の接着を制御するためと、繰り返し折り曲げされた際の剥離傾向を低減させるために使用することができ、これによって防水シートとして使用するのに好適な積層材が製造される。またその代わりに、これらのフィルムのうち主層が透明な少なくとも一つのものに浮出し加工を施して筋(103)を形成することと組み合わせた場合には特に、着色されたストランドは、上記フィルムの側から見た場合に、積層材が実際よりも厚く見え得る興味深い視覚効果を積層材に与える。 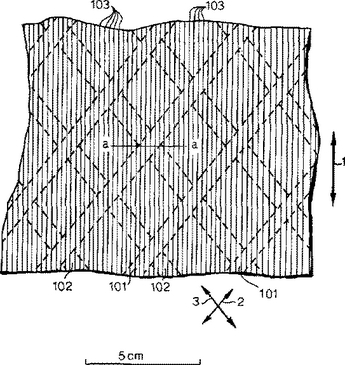 (もっと読む)
(もっと読む)
木粉混合プラスチックボ−ドの製造方法

【課題】木粉を混合させたプラスチックボ−ドを製造するに際して、木粉がダイに詰まったり、木粉に起因する疵が発生しないようにする。
【解決手段】次の(1)〜(6)の工程に従って製造することを特徴とする木材混合プラスチックボ−ドの製造方法。
(1)粒状プラスチックを押出し機により溶融する工程。
(2)溶融されたプラスチックと木材粉を第二押出し機に装入し、混練する工程。
(3)木材粉混合プラスチックを、プラスチックボ−ド成形用ダイに配置したギアポンプにより前記成形用ダイに引き込み中間の木材混合プラスチックボ−ドに成形する工程。
(4)当該ボ−ドを冷却する工程。
(5)冷却後の中間の木材混合プラスチックボ−ドの上下のスキン層に溶融プラスチックを塗布し、所定の板厚の木材混合プラスチックボ−ドとする工程。
(6)所定の板厚の木材混合プラスチックボ−ドを冷却する工程。
(もっと読む)
プロピレン系樹脂製発泡シートの製造方法

【課題】
表面が平滑なプロピレン系樹脂製発泡シートの製造方法を提供する。
【解決手段】
プロピレン系樹脂および発泡剤を押出機にて溶融混練した後サーキュラーダイから大気圧中に押出して得られる溶融状プロピレン系樹脂製発泡シートを、円筒状の内筒部と外筒部の間を通して内筒部の外壁面および外筒部の内壁面と接触させてプロピレン系樹脂製発泡シートを製造する方法であって、外筒部内壁面には複数の孔が設けられており、該孔を通じて溶融状プロピレン系樹脂製発泡シートと外筒部との間を減圧することにより溶融状プロピレン系樹脂製発泡シートを外筒部内壁面に接触させるプロピレン系樹脂製発泡シートの製造方法を提供する。
(もっと読む)
エラストマーと不織ウェブとの間の結合が改善された、不織布−エラストマー積層体
1つの実施形態において、本発明は、押出し結合した積層体(202)、および押出し結合された積層体(202)を製造するためのプロセスに関する。この積層体は、積層体(202)の少なくとも大部分にわたって実質的に連続的な少なくとも1つの不織ウェブ層(214、218)に直接結合した、エラストマーフィルム(206)を備える。積層体(202)は、少なくとも一方向に延伸可能であり、そしてエラストマーフィルム(206)は、ビニルアレーン含有ブロックコポリマーを含有し、そしてエラストマーフィルム(206)は、実質的に、粘着量の粘着剤を含まない。1つの実施形態において、エラストマーフィルムの全ビニルアレーン含有量は、約30%以下である。押出し結合された積層体(202)は、例えば、おむつタブにおいて有用である。  (もっと読む)
(もっと読む)
光学フィルムの製造方法
【課題】熱可塑性飽和ノルボルネン系樹脂を予備乾燥することなしに、ミクロクラックの発生を防止し、しかもヘイズ値が小さく光学的に均質で透明性に優れた光学フィルムを得る。
【解決手段】熱可塑性飽和ノルボルネン系樹脂を、ベント孔付き押出機を用いてベント孔よりガス抜きを行いながらフィルム状に溶融押出成形することにより、目的の光学フィルムを得る。特に、ベント孔からのガス抜きが3.47×104 Pa以下の減圧下で行われるのが好ましい。
(もっと読む)
ゴムシート形成装置
【課題】 一定幅のゴムシートを安定して連続供給する。
【解決手段】 ゴムを押し出すゴム押出機と、前記ゴム押出機から押し出されたゴムを圧延する上下一対の圧延ロールを含むカレンダーロール機と、前記圧延ロールにより圧延されたゴムシートを引き取りかつ下流側へと送る引取装置とを含むゴムシート形成装置であって、前記カレンダーロール機と前記引取装置との間のゴムシートの幅を測定する幅測定装置と、前記幅測定装置により測定されたゴムシートの測定幅と予め設定されたゴムシートの目標幅との偏差に基づいて、前記ゴム押出機の運転速度及び圧延ロールの回転速度をPI又はPID制御するとともに、前記引取装置のゴムシート引取速度を、前記圧延ロールから送り出されるゴムシート送り出し速度に制御するコントローラとが設けられたことを特徴とするゴムシート形成装置。
(もっと読む)
ダイスおよびフィルムの製造方法
【課題】 フィルムの幅方向における厚さのバラツキを低減できるダイスおよびフィルムの製造方法を提供する。
【解決手段】 溶融樹脂を押出成膜するダイス1において、ダイス1の内面のうち少なくともランド部5は、表面粗度として、最大高さRyが、1<Ry≦10の範囲内であるダイスを用いてフィルムを製造する。
(もっと読む)
光学フィルムおよび製造方法
画像形成デバイスの素子を形成する方法は、第1層および第2層を提供することを含む。本方法は、また、第1層を第2層と一緒に押出成形することを含み、第1層の押出点での溶融粘度は第2層のその押出点での溶融粘度よりも大きい。さらに、本方法は、第2層の表面上に複数の光学素子を形成することを含む。  (もっと読む)
(もっと読む)
同時押出型出しフィルム、およびそのフィルムの製造方法
2つ(112、113)以上のポリマー層を含む熱可塑性ポリマーフィルム(110)であって、揺動する一連の山および谷を含み、これらの山および谷は、第1の方向に延在して連続する稜線部を形成し、少なくとも1つのポリマー層が山にて少なくとも第2のポリマー層に不均一に分配され、それによって2つ以上のポリマー層は、前記フィルムの幅にわたって厚さが変動するフィルム、ならびにそのフィルムの製造方法。  (もっと読む)
(もっと読む)
ジベンゾジアゾシンポリマー
ジベンゾジアゾシンポリマー、ジベンゾジアゾシンポリマーの製法、ジベンゾジアゾシンポリマーから形成される生成物、及びかかるジベンゾジアゾシンポリマーの使用が提供される。 (もっと読む)
エチレンコポリマーを含む組成物
熱可塑性組成物(例えば、ポリエステルまたはポリエチレンおよびポリプロピレンなどのポリオレフィン)へのフォイルの改善された接着性を提供するためにエチレンコポリマーを用いる積層方法が開示されている。繋ぎ層としてエチレンコポリマー組成物を用いる、熱可塑性組成物に積層されたフォイルを含む多層構造も開示されている。これらの多層構造は包装フィルムおよび工業フィルムとして有用である。これらの多層構造を含む包装も開示されている。 (もっと読む)
可塑性特性及び弾性特性の両方を有するウェブ材料
押出成形ウェブが開示される。押出成形ウェブは不織布材料又はフィルムのいずれかであることができる。ウェブは塑弾性材料を含み、その場合塑弾性材料は、第1ポリオレフィンと第2ポリオレフィンとの組み合わせ(ポリマーブレンド又はポリマー混合物のいずれか)である。ポリオレフィンの請求された組み合わせは、前記ウェブから採取された試料が初期ひずみ周期を受ける時(ウェブが少なくとも30%の固定を初期ひずみ周期により与えられるように)実質的に可塑性の特性を有し、ウェブから採取された試料が、少なくとも第2のひずみ周期を受ける時、実質的に弾性の特性を有する材料を結果としてもたらす。  (もっと読む)
(もっと読む)
伸長された機械的締結ウェブラミネートの製造方法
本発明は、2つの主面を有し、一方の主面が対応する雌型締結材との係合のために適切な複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)と、他方の主面上の繊維状ウェブ層(11)とを含む伸長された機械的締結ウェブラミネート(1)の製造方法であって、(i)初期基本重量を有する繊維状ウェブ層(11)を提供する工程と、(ii)ロールの一方が複数の雄型締結要素(14)のネガ型であるキャビティ(120)を有する2つのロール(101)、(103)によって形成されるニップに繊維状ウェブ層(11)を通し、キャビティ(120)を充填する過剰量の溶融熱可塑性樹脂をキャビティ(120)中に導入し、そして樹脂の過剰量が熱可塑性ウェブ層(13)を形成し、樹脂を少なくとも部分的に凝固させ、そしてそのようにして形成された繊維状ウェブ層(11)と複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)とを含むウェブラミネート前駆体(10)をキャビティ(120)を有する円柱状ロール(103)から剥離し、それによって熱可塑性ウェブ層(13)が初期厚さおよび初期フック密度を有する工程と、(iii)ウェブラミネート前駆体(10)を一軸または二軸伸長して、それによって繊維状ウェブ層(11)の基本重量および熱可塑性ウェブ層(13)の厚さをそれぞれの初期値から低下させ、100g・m-2未満の基本重量を有する伸長された機械的締結ラミネート(1)を提供する工程とを含む方法に関する。 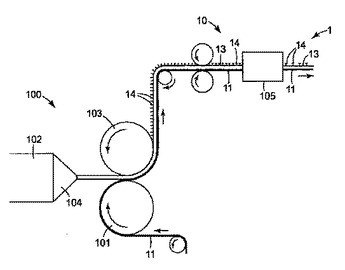 (もっと読む)
(もっと読む)
充填材含有発泡シートの製造方法
ポリスルホン、ポリエーテルイミド、ポリエーテルケトン、及びスチレンポリマーから選ばれるポリマー及び発泡剤を含む溶融物の押出を行い、次に前記溶融物を発泡させることによって、前記ポリマーに基く発泡ウェブ又は発泡シートを製造する方法であって、
前記溶融物が、ポリマーに対して1〜50質量%の、
A)繊維状充填材A、
B)グラファイト非含有の粒子状の充填材B、
及びこれらの混合物、
から選ばれる充填材も含むようにすることを特徴とする発泡ウェブ又は発泡シートを製造する方法。
(もっと読む)
パターン化されたウェブ及び外部ランド押出し型を製造するための装置及び方法
装置はパターン化された材料を製造し、装置は材料を押し出すための外部ランド押出し型(120)を含む。パターン化されたローラ(140)が、外部ランド型に近接近していいる。材料を押し出すための外部ランド型、及び、パターン化されたウェブを製造するための方法も開示されている。
 (もっと読む)
(もっと読む)
ロールの内側よりも厚い縁端部を有するポリビニルブチラールロール、およびその製造方法
本発明は、内側領域よりも厚い縁端部を有するポリビニルブチラールの押出シートに関し、それによって、エージング中にロール縁端部の円周が減少することによりロールが円筒形状になるように、そのシートをロール上に巻き取り、エージングすることができる。 (もっと読む)
水平真空室密閉制御装置
発泡押出物の押出および内部膨張が、部分的に真空の室内で行われる、連続発泡押出製品を製造するための装置および対応する方法を開示する。発泡押出物(110)は、次いで、液体バッフル(108a,108b)の中に沈められたオリフィス(106)を通って、室(102)から取り出される。発泡押出物の寸法は、押出物がオリフィスに近づくにつれて監視され、必要であれば、開口を発泡押出物に合わせ、オリフィスを介した室内への液体の流れを妨げるために、オリフィスの有効寸法決めが、オリフィスの外部に配置された一組のサイドゲート(124)と一つの垂直ゲート(132)の動きを介して調整される。  (もっと読む)
(もっと読む)
ハフノセン触媒ポリエチレンからの高引裂強度フィルム
改善された物性及び機械的性質を有するポリエチレンフィルム及びその製造方法を提供する。一態様では、当該フィルムは、25000psi以上の1%割線モジュラス、500g/ミル以上の落槍衝撃抵抗性及び500g/ミル以上のMD引裂強度を備える。一態様では、当該方法は、ハフニウムをベースとするメタロセンの存在下でエチレン誘導単位と共単量体とを70℃〜90℃の温度、120psia〜260psiaのエチレン分圧及び0.01〜0.02の共単量体対エチレン比で反応させてエチレン系重合体を製造することを含む。当該方法は、エチレン系重合体を、25000psi以上の割線モジュラス、500g/ミル以上の落槍衝撃抵抗性及び500g/ミル以上のMD引裂強度を備えるポリエチレンフィルムを製造するのに十分な条件で押し出すことをさらに含む。 (もっと読む)
三次元フィルムおよびその製造法
連続的に押出された不織フィラメントの少なくとも一つの層を三次元画像転写装置の孔が開けられた表面上に直接沈積させる、三次元の表面の上に重合体の熔融物(15)を直接押出すことにより三次元的な画像がつけられたフィルムを製造する方法。  (もっと読む)
(もっと読む)
サーモクロミックポリマー層およびその製造方法
本発明は、サーモクロミックポリマー層およびさらにその製造方法に関する。当該方法は、押出工程の開始時でのサーモクロミック着色剤および所望によりさらなる添加剤の添加および次なる押出に基づいて、サーモクロミックポリマー層を形成する。さらに、本発明は少なくとも1つのサーモクロミックポリマー層およびさらに少なくとも1つの更なる層を含む多層コンポジットシステムに関する。 (もっと読む)
1,401 - 1,420 / 1,430
[ Back to top ]