
Fターム[4F207AR07]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 位置(←角度、開度) (220)
Fターム[4F207AR07]に分類される特許
21 - 40 / 220
ゴム部材の冷却装置
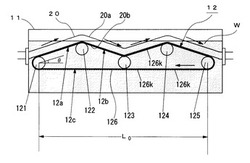
【課題】水槽の長さを長くすることなく、押出機から押し出されたゴム部材を効率よく冷却することのできるゴム部材の冷却装置を提供する。
【解決手段】ゴム部材20を冷却する水槽11中に設けられてゴム部材20を搬送する水槽内コンベヤ12を、上昇部12aと下降部12bとが交互に配置されて上下方向に蛇行する搬送路を有するベルトコンベヤとするとともに、搬送路の凸部であるプーリー122,124近傍ではゴム部材20の上面20aが水面上にありかつ下面20bが水面下にあり、凹部であるプーリー123近傍ではゴム部材20の上面20aが水面下にあるように、プーリー121〜125を配置して、水槽内コンベヤ12の搬送路を長くした。
(もっと読む)
導電性弾性ローラの製造方法

【課題】クロスヘッド押出成形における切断工程で生じる弾性層端部の電気抵抗値の周方向のむらの発生を抑制することのできる導電性弾性ローラの製造方法を提供する。
【解決手段】軸芯体202と該軸芯体の周面を被覆している導電性弾性層とを有する電子写真用の導電性弾性ローラを製造する方法であり、クロスヘッドにて直列に連なった複数本の軸芯体の周面を押出機から排出された導電性粒子を含む未加硫ゴム混合物の連続層311で被覆し、該連続層の、直列に連なった2本の軸芯体の継ぎ目部分の外周の1ヶ所から、張力を印加した1本の切断ワイヤ601を該連続層に進入させつつ該連続層の周囲に巻き回して、該切断ワイヤを該連続層の外周面から該軸芯体方向に移動させて該連続層を切断する。
(もっと読む)
EVA樹脂シートの成形方法
【課題】コンパクトな設備と簡単な制御により、加熱封止する際に収縮が小さく太陽電池封止用に適したEVA樹脂シートの製造方法を提供する。
【解決手段】溶融樹脂を溶融温度より5〜45℃高い吐出温度でTダイ13から吐出させてEVA樹脂シートSを成形し、エアギャップ14で加熱装置31により、EVA樹脂シートSを前記吐出温度より5〜75℃の範囲で加熱して、第1,第2ロール21,22のロール入口に導入する。
(もっと読む)
光ケーブル用スペーサの製造方法
【課題】ドラムへの捲回により残留する鋼線歪みを矯正して、スペーサ本体の螺旋溝のピッチ、反転角度の変動を抑制できる光ケーブル用スペーサの製造方法を提供する。
【解決手段】光ケーブル用スペーサの製造方法であって、鋼線の回転歪みの除去と伸直のための鋼線矯正工程を含み、かつ、前記鋼線矯正工程が次の工程のいずれかを含む。(1)鋼線21を矯正器6aに挿通して曲げ処理した後、表面温度400〜600℃に加熱処理し、しかる後表面温度を60〜100℃に冷却する。(2)鋼線21を表面温度400〜600℃に加熱処理した後、表面温度を60〜100℃に冷却して、矯正角度2〜10°の矯正器6bに挿通して曲げ処理する。(3)鋼線21を第1の矯正器6aに挿通して曲げ処理した後、表面温度400〜600℃に加熱処理し、しかる後表面温度を60〜100℃に冷却して、矯正角度2〜10°の第2の矯正器6bに挿通して曲げ処理する。
(もっと読む)
押出樹脂板の製造方法
【課題】外観に優れ、かつ高温環境下での使用に対しても反り変形が抑制される押出樹脂板の製造方法を提供。
【解決手段】熱可塑性樹脂を押出機1、2で溶融混練して、ダイ3から押出成形し、少なくとも3本の冷却ロールで冷却して押出樹脂板6を得る押出樹脂板の製造方法であって、第3冷却ロールの回転軸53Aと第2冷却ロールの回転軸52Aとを結ぶ直線L1が、第2冷却ロールの回転軸52Aと第1冷却ロールの回転軸51Aとを結ぶ直線L2に対して、溶融樹脂4が第3冷却ロールに巻きかかる側と反対側の方向に3〜25度の傾きを有し、前記溶融樹脂4を、第3冷却ロールと第2冷却ロールとの間に挟み込み、冷却ロール52、53間で圧着して成形することを特徴とする押出樹脂板の製造方法。
(もっと読む)
押出成形装置及び成形品の製造方法
【課題】チューブ状の成形品に生じる偏肉を簡易に調整して、偏肉の調整時間を短縮する。
【解決手段】押出成形装置は、内型と外型の間から成形材料を押し出してチューブ状の成形品Pを成形する。押出成形装置は、内型の周りで外型を変位させる変位手段と、成形品Pの偏肉を検出する偏肉検出装置30と、偏肉調整手段とを備えている。偏肉検出装置30は、成形品Pの端部の外周面を保持する保持部材32と、成形品Pの端部内に配置される探触子33と、探触子33により成形品Pの内周面の位置を検出する内周面検出手段40とを有する。偏肉検出装置30は、成形品Pの内周面の検出位置に基づいて成形品Pの厚さを算出し、算出厚さに基づいて成形品Pの偏肉を判断する。偏肉調整手段は、偏肉検出装置30の検出結果に基づいて、変位手段により外型を変位させて成形品Pの偏肉を調整する。
(もっと読む)
フィルムキャパシタ用フィルムの製造方法
【課題】優れた耐熱性、生産性を向上させる摺動性、及び耐電圧性を有するフィルムキャパシタ用フィルムの製造方法を提供する。
【解決手段】 熱可塑性樹脂組成物からなる成形材料を、混練、調製して、押出機1からTダイス7でフィルムに溶融押し出しした後、圧着ロール9と、算術平均粗さRaの標準偏差σのRaに対する比σ/Ra≦0.2であるような粗表面を有する冷却ロール8との間に挟んで冷却して巻取管16で巻取ることにより、算術平均粗さRaの標準偏差σのRaに対する比σ/Ra≦0.2の表面性状を有する、厚さ≦10μmのフィルムキャパシタ用フィルムを製造する。
(もっと読む)
粉体原料供給装置及び熱可塑性樹脂組成物の製造方法
【課題】粉体原料がホッパ内部で舞上りにくくし、原料の同伴エアと共に排気口から粉体原料が飛散することを抑制する。
【解決手段】粉体原料を溶融混練装置に供給する装置であって混錬する粉体原料を溶融混練装置の原料供給口に誘導するための傾斜を有するホッパ1と原料供給機から投入される原料をホッパに誘導するシュータ2と原料と共に流入したエアを系外に排出する排気口3を具備し、かつ、シュータ2の先端とホッパ1の壁面までの垂直距離が0〜150mmであることを特徴とする粉体原料供給装置。
(もっと読む)
フィルム製造装置および製造方法
【課題】ネックイン抑制効果と膜揺れ抑制効果に優れ、さらに、ネックインの抑制とトレードオフの関係にあるメヤニの抑制効果にも優れたフィルム製造装置および製造方法を提供する。
【解決手段】ダイ1の下端面1bに開設された出口1aから下方に押出された溶融樹脂flを該出口1aの下方に位置して回転する冷却ロール3で引取り、冷却ロール3で溶融樹脂flを冷却および固化してフィルムFLを製造するフィルム製造装置10であり、出口1aと冷却ロール3の間の空間Kに流体fdを提供する流体チャンバー5をさらに備え、流体チャンバー5は空間Kおよび冷却ロール3に対向する対向面を有しており、流体チャンバー5から提供された流体fdは、対向面に沿う流体流路をダイ1側に流れながら、空間K内に存在する溶融樹脂flが冷却ロール3の回転方向に変位して引取られようとするのを押し戻す方向に流体圧pを付与させるようになっている。
(もっと読む)
弾性ローラの製造方法
【課題】芯金の下端面の加工の状態によらず、芯金の下端面をより確実に支持することにより、高精度な弾性ローラを低コストで得る方法を提供すること。
【解決手段】押出機に連結されたクロスヘッドに連続的に複数の芯金を供給し、各芯金を鉛直下方に搬送しつつ、各芯金の周囲を原料ゴム組成物で被覆する工程を有する弾性ローラの製造方法であって、該工程は該クロスヘッドから押出されてきた芯金の下端面を芯金支持部材の支持面にて支持しつつ、その芯金を鉛直下方に搬送する工程を含み、
該芯金支持部材の支持面は、該芯金の搬送方向に対して傾斜自在に構成され、該芯金支持部材は、該クロスヘッドから押出されてきた芯金下端面が該芯金支持部材の支持面に対して傾斜しているときに該芯金下端面と該芯金支持部材の支持面とが面で接触した状態にてその芯金を支持可能であることを特徴とする弾性ローラの製造方法。
(もっと読む)
混練押出機での粘度調整方法、および、混練押出機
【課題】混練押出機をコンパクトに構成する。また、200℃における半減期が10秒以上の過酸化物の残留量を抑制し、いろいろなメルトフローレートのポリプロピレンの処理に対応させる。
【解決手段】最上流側の混練翼部21で混練されるポリプロピレンの充満率を変更可能に設けられたゲート装置31(第1の流路絞り機構)と、ゲート装置31の下流側の混練翼部22で混練されるポリプロピレンの充満率を変更可能に設けられたバタフライ弁36(第2の流路絞り機構)と、を備えた混練押出機1を用いる。ポリプロピレンと過酸化物とを混練するに際して、ゲート装置31によってポリプロピレンの充満率を高めるとともに、最下流側の混練翼部22で混練されたポリプロピレンが所定温度未満の場合は、バタフライ弁36によってポリプロピレンの充満率を高めることにより、最下流側の混練翼部22で混練されたポリプロピレンを当該所定温度以上とする。
(もっと読む)
混練押出装置
【課題】複数種類の材料を混練する混練押出装置において、混練材料の定量押出および混練性の安定化を両立する。
【解決手段】混練押出装置が、第1原料と液状の第2原料との混練材料がその内部より押し出される押出口とを有するバレルと、バレル内部に配置され、第1原料と第2原料とを混練して溶融状態の混練材料を形成するスクリューシャフトと、スクリューシャフトを一定の速度にて連続的に回転駆動させるスクリュー駆動装置と、バレルの押出口と連通され、バレルの押出口より押し出された加圧状態の混練材料が装置外部へ押し出される押出口を有するダイ部と、バレルの押出口とダイ部の押出口との間において、バレルの押出口より押し出される混練材料の一部を排出する排出装置とを備え、排出装置は、バレルの押出口における混練材料の圧力を一定に保つように、混練材料の排出量を調整する排出量調整手段を備える。
(もっと読む)
押出機の口金
【課題】成型巻芯の表面に貼着させた未加硫ゴムの巻き始端およびその近傍が膨張しても、その膨張部分が、口金に接触することに起因する、成型巻芯上の未加硫ゴムの表面形状不良の発生を防止して、製品タイヤの品質を向上することができる口金を提供する。
【解決手段】押出機10の先端に取付けられて、生タイヤの成型巻芯50上に巻き取られる未加硫ゴム40を所定の横断面形状に成形する口金30であって、回転駆動される前記成型巻芯50の周面に近接させて対向配置される前記口金30の、成型巻芯50の回転方向後方側に位置するリップ部分32の成型巻芯50への対向面33を、回転方向後方側に向けて成型巻芯50から次方に離隔する傾斜面もしくは湾曲面としてなる。
(もっと読む)
高せん断装置および高せん断方法
【課題】高せん断時に急速な温度変化に迅速に応答して高分子材料を冷却させ、効率よくナノレベルに分散及び混合する。
【解決手段】高せん断装置は、加熱筒21内に設けた内部帰還型スクリュー23を高速回転させることで高分子材料を高せん断する。加熱筒21内の高分子材料の温度を低下させる冷却流路35A、35Bの管路に冷却バルブを設け、内部帰還型スクリューを駆動する駆動モータ24のトルクをトルクセンサー44で検出する。トルクに応じて冷却温度設定手段45で冷却バルブの開度を調整して冷却媒体の流量を制御する。遅延タイマーによって最大トルクに対応する冷却バルブの最大開度を遅延時間の間、保持することで、冷却媒体の流量を最大にして高分子材料の温度の冷却能力を高くして高分子材料の温度を急速に低下させる。
(もっと読む)
ベント孔状態検出装置及び押出機
【課題】ベントアップを早期かつ正確に検出することを可能とするベント孔状態検出装置及び押出機を提供。
【解決手段】押出機1に用いられ、シリンダー2の途中に設けられたベント孔5から混練中に発生する副生成物をシリンダー2の外部に排出するときのベント孔5内の副生成物の状態を検出するベント孔状態検出装置10であって、ベント孔5の排出口5b内に向けて赤外線を出射してベント孔5の内部又はスクリュー3までの距離を測定する第1赤外線センサ12と、ベント孔5の排出口5bに沿って赤外線を出射して排出口5bを覆う位置までの距離を測定する第2赤外線センサ13と、第1赤外線センサ12及び第2赤外線センサ13が測定した測定結果に基づいて、ベント孔5の排出口5bにおける副生成物の盛り上がり状態及びベント孔の閉塞状態を検出する状態検出手段14と、検出したベント孔5の状態を出力する状態出力手段15と、を有することを特徴とする。
(もっと読む)
熱可塑性フィルムの製造方法
【課題】ダイから吐出されて溶融樹脂を冷却固化する際に溶融樹脂が収縮を起こしにくく、フィルムの横方向に段差ムラが発生してしまうのを防ぐことができるので、高品質が要求される光学用途に適合する良好なフィルムの製造方法を提供することを目的とする。
【解決手段】熱可塑性の樹脂を溶融してダイ24からシート状に吐出し、吐出した溶融樹脂12を冷却固化して製膜する製膜工程を有する熱可塑性フィルムの製造方法において、製膜工程は、ダイ24から吐出した溶融樹脂を、複数の冷却ドラム26、28、30に順に接触させて冷却するとともに、複数の冷却ドラム26、28、30は、熱可塑性フィルム12の移動方向の下流側の冷却ドラムの表面温度が上流側の冷却ドラムの表面温度以下であるようにして熱可塑性フィルム12を製造する。
(もっと読む)
網状パイプ材の製造装置および製造方法
【課題】 押出成形機による単位時間当たりのダイからの押出吐出量が一定であっても、パイプ材の胴部に均一な網状部分を高精度に成形することができ、かつ、一つのパイプ材に異なる形状および間隔の矩形開口部を有する複雑なものも簡単に成形することができる網状パイプ材の製造装置および製造方法を提供すること。
【解決手段】 押出成形機1と;金型移動機構2と;引取機構3と;制御コンピュータ4とを具備して構成し、この制御コンピュータ4にはメニュー手段41を備えており、パイプ材の網状部分における矩形開口部Aの形状および間隔についての、異なるパターンに対応する各成形条件を定義した成形条件情報(M1・M2…)からなる成形条件データベースMを記憶して、この成形条件データベースMの中から異なる成形条件を複数組み合わせることによって、異なる矩形開口部Aの形状および間隔を有する網状パイプを成形可能にする。
(もっと読む)
サイジング装置
【課題】サイジングダイ、水槽を短時間に交替できるサイジング装置とする。
【解決手段】装置本体3にテーブルを第1の位置と第2の位置とに押出ラインaと直交した横方向に移動自在に取り付け、このテーブルに2つのサイジングユニット6,6を前記横方向に隣り合って着脱自在に取り付け、前記テーブルが第1の位置のときには一方のサイジングユニット6が押出ラインaと合致し、かつ他方のサイジングユニット6が押出ラインaと外れ、前記テーブルが第2の位置のときには他方のサイジングユニット6が押出ラインaと合致し、かつ一方のサイジングユニット6が押出ラインaと外れるように構成したサイジング装置で、前記テーブルが第1の位置で押出作業しているときに他方のサイジングユニット6を交替用サイジングユニットとし、押出作業終了して休止しているときにテーブルを第2の位置に移動することでサイジングユニット6を交替でき、サイジングダイ6b、水槽6cを短時間に交替できる。
(もっと読む)
押出機
突起タイプの押出機スクリュ
【課題】押出機を通る高い流速の高粘性の材料の加工において、混合と均質化が得られる突起タイプの押出機スクリュを提供する。
【解決手段】スクリュは、シール端部からノーズコーン26端部に延びるコアを備えている。少なくとも一つのフライト34が、前記コアから半径方向にらせん状パターンで延び、互いに隣接するフライト34がそれらの間に通路を形成している。複数の細長突起50が、前記コアから半径方向に延び、前記通路内に配設されている。材料流れの大きく乱れた偏りおよび混合のための要求を確実にするために、突起50の形状および個数は変えることができる。
(もっと読む)
21 - 40 / 220
[ Back to top ]