
Fターム[4F207KA01]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (6,098) | 主成形材料を溶融させて押出すもの (3,123)
Fターム[4F207KA01]に分類される特許
281 - 300 / 3,123
フィルムキャパシタ用フィルム及びその製造方法
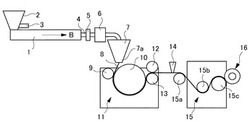
【課題】優れた耐電圧性、耐熱性、及び生産性を向上させる摺動性を有するフィルムキャパシタ用のシンジオタクチックポリスチレン系無延伸フィルム及びその製造方法を安価に提供する。
【解決手段】 シンジオタクチックポリスチレン系樹脂組成物からなる成形材料を、混練、調製して、押出機1からTダイス7でフィルムに溶融押し出しした後、圧着ロール9と、冷却ロール10との間に挟んで冷却して巻取管16で巻取ることにより、150℃において、最小値≧300V/μm、平均値≧380V/μm、標準偏差σ≦40の絶縁破壊電圧と、室温において≦0.50の動摩擦係数とを有するシンジオタクチックポリスチレン系無延伸フィルムからなる厚さ≦10μmのフィルムキャパシタ用フィルムを製造する。
(もっと読む)
植物系材料の成形体製造装置

【課題】製造時の荷重を抑制しながら、植物系材料を所望の形状に成形させることができる植物系材料の成形体製造装置を提供する。
【解決手段】植物系材料の成形体製造装置1は、繊維を有する板材2を原料として供給される金型10を設け、金型10による熱圧成形により板材に流動性を発現させ、成形体を製造する。植物系材料の成形体製造装置1は、供給された板材2に荷重をかけて押圧する押圧部19と、押圧部19の押圧方向P1に対して側方に延びる型成形空間12を有し、押圧部19によって押圧された板材2を、流入口17を通じて流動させながら型成形空間12に充填する側方押出成形によって、成形体を製造する金型10とを備える。
(もっと読む)
インフレーションフィルムの製造方法
【課題】インフレーションフィルムの巻取りロールにおける巻径のムラを低減する。
【解決手段】インフレーションフィルム2が環状ダイ1からピンチロール3に至る間においてインフレーションフィルムの厚みを計測し、この厚みデータに基づいてピンチロールを所定面内において一定速度で回転させながら、インフレーションフィルムを巻取りロールとして巻き取るインフレーションフィルム製造方法において、上記一定速度下における上記厚みデータを用いて巻取りロールの幅方向で巻径を計算し、次に上記一定速度を増速又は減速した変更速度下での上記厚みデータを用いた巻取りロールの幅方向での巻径の計算を行い、この幅方向での巻径のムラが上記一定速度下での幅方向の巻径のムラよりも低減していれば、上記一定速度を上記変更速度に変更する。
(もっと読む)
光学フィルムの製造方法及び光学フィルムの製造装置
【課題】外観欠点が少ない光学フィルムを得る光学フィルムの製造方法を提供する。
【解決手段】本発明に係る光学フィルムの製造方法は、第1の押出機2により溶融した樹脂組成物を押し出す第1の押出工程と、第1の押出機2により押し出された樹脂組成物を、濾過フィルタ装置3を通過させて、濾過する濾過工程と、濾過フィルタ装置3により濾過された樹脂組成物を、ベント部4aを有する第2の押出機4により押し出し、かつフィルム状に成膜する第2の押出工程と、フィルム状に成膜された樹脂組成物を、冷却することにより固化させて、光学フィルムを得る冷却工程とを備える。第1の押出機2による押し出し時の樹脂組成物の最高温度をT1(℃)とし、ベント部4aを有する第2の押出機4による押し出し時の樹脂組成物の最高温度をT2(℃)としたときに、T2を(T1−50)℃〜(T1−5)℃にする。
(もっと読む)
車両用ウエストモールディングおよびその製造方法
【課題】 取付け時のばらつきや、取付け時の外力などによって、緩衝リップが捲くれたり、巻き込まれることがなく、緩衝および隙間の隠蔽などの緩衝リップの機能を十分発揮でき、優れた外観を有する車両用ウエストモールディングおよび製造方法を提供する。
【解決手段】 モールディング本体11の外壁部11cの下端部から、ドアパネル2に弾接するように突出する緩衝リップ16として、組付時にドアパネル2に弾接するように、外壁部の下端部から突出するシールリップ部16aの先端部から係止リップ部16bが伸び、その先端に形成された係止部16cが、外壁部11cの下端部に形成された折返し部11eに係止された状態で、折返し部11eとシールリップ部16aおよび係止リップ部16bとの間に中空部8が形成される車両用ウエストモールディング1。
(もっと読む)
樹脂成形品の成形方法、樹脂成形品及びダクト
【課題】カーテン現象の発生を抑制し、複雑な形状の中空樹脂成形品を成形する場合でも折れ肉が発生し難い樹脂成形品の成形方法を提供する。
【解決手段】 熱可塑性樹脂に無機フィラーを混合して溶融混練し、その溶融混練した熱可塑性樹脂をシート状に押し出し、溶融状態の熱可塑性樹脂シート(P)を分割金型(32)間に配置し、分割金型(32)を型締めし、熱可塑性樹脂シート(P)を金型形状に沿った形状に成形し、樹脂成形品を形成する成形方法において、以下の条件を満足する。W≧2M2−11M+18(但し、M:熱可塑性樹脂の230℃におけるメルトフローレート(g/10分)、W:熱可塑性樹脂に混合する無機フィラーの量(重量%))
(もっと読む)
ガスバリア性積層体からなる食品または医療用包装用容器
【課題】品質保存性に優れ透明で、高温高圧でも層間剥離の抑制されたガスバリア性積層体からなる食品または医療用包装用容器を提供する。
【解決手段】ガスバリア性積層体からなり、80〜135℃での加熱殺菌処理に用いる食品または医療用包装用容器であって、前記ガスバリア性積層体が、ガスバリア性フィルム10と接着性樹脂層20とヒートシール性フィルム30とからなり、前記ガスバリア性フィルム10は、水酸基を有し、前記接着性樹脂層20は、所定の変性方法による変性ポリプロピレン樹脂からなることを特徴とする。接着性樹脂層が有機溶媒を含まないため、加熱加圧条件での殺菌でも接着性樹脂層の成分が溶出せず品質保存性に優れ、かつガスバリア性フィルムの水酸基に接着性樹脂層と結合し、ラミネート強度が高い
(もっと読む)
二軸押出機、それを用いた熱可塑性樹脂フィルムの製造方法
【課題】炭化物の生成を効果的に抑制し、欠点個数の少ないフィルムを得るための、二軸押出機及び製造方法を提供する。
【解決手段】二軸押出機のスクリュー2の最外径6をDとした際に、第1ベント下のスクリューピース7の原料搬送方向の長さが、0.5D〜1.25Dであることを特徴とする二軸押出機である、さらに該二軸押出機を用いた工程を有する熱可塑性樹脂フィルムの製造方法である、さらに二軸押出機の原料投入部3から窒素ガスを導入する該フィルムの製造方法である。
(もっと読む)
押出発泡成形体の製造方法
【課題】 成形体を構成する各層間の剥離を抑制することができる、多層押出発泡成形体の製造方法を提供する。
【解決手段】 加熱可塑化した溶融樹脂を流れ方向に押出しながら金型で一定断面の形状に整えて連続的に成形する多層押出発泡成形体の製造方法において、高圧下で発泡剤を含有する少なくとも1つの溶融樹脂と、発泡剤を含有しない少なくとも1つの溶融樹脂からなる積層溶融樹脂を得る工程と、積層溶融樹脂を大気圧下に開放して発泡剤を気化させることにより高倍化させる工程との間に、積層溶融樹脂を高圧下で断面形状を保持した状態で下流側へ所定長さ移動させて積層溶融樹脂の構成層間の接着性を改善させる接着工程を設けた。
(もっと読む)
EVA樹脂シートの成形方法
【課題】コンパクトな設備と簡単な制御により、加熱封止する際に収縮が小さく太陽電池封止用に適したEVA樹脂シートの製造方法を提供する。
【解決手段】溶融樹脂を溶融温度より5〜45℃高い吐出温度でTダイ13から吐出させてEVA樹脂シートSを成形し、エアギャップ14で加熱装置31により、EVA樹脂シートSを前記吐出温度より5〜75℃の範囲で加熱して、第1,第2ロール21,22のロール入口に導入する。
(もっと読む)
押出成形金型、押出成形装置、医療用チューブ、及び、医療用チューブの製造方法
【課題】軸断面における内層と外層の断面積比を連続的に変化する部分を含んだチューブを製造する際に用いられ、その断面積比を短期間で切り替えることができる押出成形金型を提供する。
【解決手段】押出成形金型50は、第2内層マンドレル54を内層形成樹脂の供給量の変化に応じて軸方向に移動させ、内層樹脂流路62aの流路体積を変化させるものである。
(もっと読む)
樹脂シートの製造方法、及び形状ロール
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程S1と、形状ロールを用いて転写型を転写する転写工程S2と、を備えた樹脂シート製造方法とする。転写工程S2では、形状ロールの周方向に連続する凹部を形状ロールの長手方向に複数並設し、長手方向において隣り合う凹部間に、幅6μm以上15μm以下の隙間部が形成された転写型を用いて、転写工程を実行する。
(もっと読む)
積層フィルム
【課題】従来の接合方法では、ラミネート等の加工工程が煩雑であり、生産性が低く、高分子圧電膜の分極方向を同一にすることが困難であり、電圧を印加したときの変位量が不十分であるため、ラミネート工程等の煩雑な工程を必要とせずに、電圧印加時に十分な大きさの変位を生じる積層フィルムを提供する。
【解決手段】導電性を有する層Bの両面に、ポリ乳酸を主たる成分とする層Aを有し、各々の層Aを構成するポリ乳酸がいずれもL体であるか、またはいずれもD体である積層フィルムを、共押出法により得る。
(もっと読む)
ゴム押出機
【課題】ゴム押出機におけるストレーナーの着脱を容易にする。
【解決手段】ゴム押出機はゴム材料を投入する投入部と、投入部に投入されたゴム材料を混練しつつヘッドに移送するスクリューと、スクリューを収容するシリンダと、シリンダのスクリュー端に装着されたヘッドと、前記ヘッドに着脱自在に取り付けられるダイホルダ20とから成る。前記ダイホルダ20は、ヘッドから給送されるゴム材料を成型する口金22と、前記口金22を保持する口金保持部26と、ヘッドから給送されるゴム材料を前記口金22に導くインサート24を備え、前記インサート24はヘッドから給送されるゴム材料の通路24bの回りにストレーナー30を着脱自在に保持するための凹部24aを備えている。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】形状ロールから剥離された連続樹脂シートの、形状が転写された側のシート表面を冷却する冷却工程を備え、シート表面の表面温度が、樹脂のガラス転移温度Tgに対して、(Tg+5)℃〜(Tg+50)℃の範囲であるときに、シート表面を冷却する。これにより、転写型から剥離された後の連続樹脂シートの表面形状を硬化させ、転写された表面形状を好適に維持する。
(もっと読む)
被覆線の製造装置
【課題】架橋筒で蒸気架橋されている被覆線の外径を、架橋筒内で容易に測定することが可能な被覆線の製造装置を提供する。
【解決手段】導体22上に樹脂を押出被覆して、導体22の外周に押出被覆層を被覆した押出被覆線24を形成する押出機2と、押出被覆線24が挿通され、蒸気により押出被覆層24を架橋して被覆線21を形成する架橋筒3と、架橋筒3の側面に設けられ内部が架橋筒3と連通する空洞となっている蒸気供給部13と蒸気供給部13の架橋筒3と反対側に設けられた検査窓5と検査窓5を介して架橋筒3内を挿通する押出被覆線24の外径を測定する測定器6とを有する外径測定手段4と、蒸気供給部13内を架橋筒3内の圧力よりも高い圧力の蒸気で連続的にパージする蒸気供給装置7と、を備えたものである。
(もっと読む)
押出成形装置及び押出成形方法
【課題】導電性ゴムローラのクロスヘッドダイを用いた製造装置において、ウエルドラインに起因する電気抵抗値のむらを解消するための製造装置および製造方法を提供する。
【解決手段】導電性ゴム組成物を押出すための押出機と、クロスヘッドダイ310とを有し、該クロスヘッドダイ310は、電気的に互いに絶縁された内側ダイ312および外側ダイ315を有しており、該内側ダイの外周面401と該外側ダイの内周面402とで構成されている、該押出機から押し出される該導電性ゴム組成物を円筒状に形成する環状流路317を有しており、該内側ダイ312は、該環状流路317の中心軸と同じ向きに該導電性基体が装着される貫通孔314を有しており、該環状流路317は、その出口が該貫通孔314に面しており、さらに該内側ダイの外周面401および該外側ダイの内周面402の間に導電性ゴム組成物を介して電圧を印加するための手段を有している。
(もっと読む)
合成樹脂製円筒膜の切断方法および装置
【課題】連続的もしくは間欠的に送給される連続円筒膜の内周側に支持体を挿入配置できない場合であっても、その連続円筒膜の、切断刃による切断時の変形、変位等を十分に拘束することで、円筒膜の切断面を、常に平滑かつ平坦なものとして、OA機器の定着ベルト、転写ベルト、中間転写ベルト等としての適用を十分可能とする合成樹脂製円筒膜の切断方法を提供する。
【解決手段】連続的もしくは間欠的に送給される合成樹脂製の連続円筒膜Wを所定の長さに切断するに当り、連続円筒膜Wの外周面を、周方向の複数個所で負圧吸着しつつ、吸着個所の、円筒膜送給方向の前方側もしくは後方側への近接域で、連続円筒膜Wを、連続円筒膜Wの外側に配設した一枚以上の切断刃により、全周にわたって円弧状に切断する。
(もっと読む)
タイヤ成形装置及びタイヤ成形方法
【課題】ストリップビルド工法でタイヤ形状を成形する場合に、ストリップゴムに対して無理な力を作用させることを抑制し、品質の良いタイヤ成形を可能にする。
【解決手段】成型用口金2aからストリップゴムを押し出す押出機2と、押し出されたストリップゴムSが巻き付けられる成形ドラム1と、を備え、押出機2の成型用口金2aを成形ドラム1に対して離間/接近させるための押出機駆動部10と、成型用口金2aに対する成形ドラム1の相対的高さ位置を変更させるための傾斜機構と、押出機駆動部10と傾斜機構を制御する相対位置関係制御部20bと、を備え、ストリップゴムSの巻き付け開始時は、成型用口金2aの高さが成形ドラム1の回転中心と同じ高さになるようにし、巻き付け開始後は、成型用口金2aの高さが成形ドラム1の巻き取り頂部と同じ高さになるように、巻き付け終了時は、再び、巻き付け開始時と同じ位置関係になるように制御する。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程と、形状ロールを用いて転写型を転写する転写工程と、を備えた樹脂シート製造方法とし、シート製造工程では、シート表面を構成する形状転写層(A)と形状転写層(A)の内側に隣接する主層(B)とを備えた多層構造の樹脂シートを製造する。主層(B)のMFR(JISK7210に準拠し温度200℃、荷重49Nで測定された測定値)に対する形状転写層(A)のMFRの比率は、1.5以上とする。
(もっと読む)
281 - 300 / 3,123
[ Back to top ]