
Fターム[4F207KB22]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (1,090) | 多種材料物品の成形 (595) | 多層化成形(←多層物品押出し) (554)
Fターム[4F207KB22]の下位に属するFターム
Fターム[4F207KB22]に分類される特許
41 - 60 / 322
結晶性ポリマー微孔性膜及びその製造方法、並びに濾過用フィルタ
【課題】微小な孔径を有し、数十nmサイズの微粒子を効率良く捕捉することができ、高流量である結晶性ポリマー微孔性膜及び結晶性ポリマー微孔性膜の製造方法、並びに、濾過用フィルタの提供。
【解決手段】第1の結晶性ポリマーを含む層と、第2の結晶性ポリマーを含む層とが積層され、厚み方向に貫通した複数の孔部が形成された5層以上からなる積層体を有する結晶性ポリマー微孔性膜であって、前記第1の結晶性ポリマーの融点が前記第2の結晶性ポリマーの融点よりも高く、前記積層体における少なくとも第2の結晶性ポリマーを含む層が、平均長軸長さが1μm以下のフィブリルを少なくとも含む微細構造を有し、前記積層体における少なくとも1層が、前記積層体の厚み方向における少なくとも一部において、平均孔径が変化なく一定である複数の孔部を有する結晶性ポリマー微孔性膜である。
(もっと読む)
タイヤ製造方法及び多層ゴム押出装置

【課題】カラーゴム材と、それを被覆する被覆ゴム材を多層ゴム押出装置から押出して、タイヤを構成する複合ゴム材を形成するときに、複合ゴム材の太さの変動を低減する。
【解決手段】多層ゴム押出装置1は、カラーゴム材を押出すカラーゴム材押出機2と、被覆ゴム材を押出す被覆ゴム材押出機3と、ギヤポンプ4と、クロスヘッド5とを有する。カラーゴム材押出機2から押出されたカラーゴム材をギヤポンプ4を通してクロスヘッド5に送り込み、被覆ゴム材押出機3から押出された被覆ゴム材をクロスヘッドに送り込む。クロスヘッド5は被覆ゴム材で被覆されたカラーゴム材からなる複合ゴム材6を押出す。ギヤポンプ4の有する定容性により、複合ゴム材6の太さの変動が小さくなる。
(もっと読む)
ポリエステルフィルムの製造方法
【課題】 重剥離力領域における剥離力のコントロールが容易で、平坦なフィルム表面においても良好な滑り性を有し、シリコーン離型層とポリエステルフィルムの界面での密着性不良の懸念がない、例えば、プリント配線基盤の絶縁層成型用、セラミック製品製造分野(セラミック積層コンデンサー等)、粘着剤層保護用として好適な離型フィルムを安価に提供する。
【解決手段】 フィルム表面のSi量が0.50g/m2以下である、シリコーン成分を含有するポリエステルからなるフィルムの製造方法であって、幅方向の両端部にシリコーンを含有しないポリエステルを用い、中央部にシリコーン含有ポリエステルを用いて共押出された未延伸シートを少なくとも一軸方向に延伸した後、両端部を除去することを特徴とするポリエステルフィルムの製造方法。
(もっと読む)
人工萱状物、及びその製造方法

【課題】 萱葺き屋根の維持コストを抑えることができ、また火事の危険も軽減できる萱の代替品として使用することができ、しかも、天然の萱に非常に近い外観で萱の雰囲気が損なわれない人工萱状物およびその効率的な製造方法を提供すること。
【解決手段】 熱可塑性樹脂から成る芯部1と;表面に不規則なシワ21が形成された熱可塑性樹脂から成る外層部2とから人工萱状物Rを構成し、またこの人工萱状物Rの製造において、押出成形機Mによって棒状の芯部1と筒状の外層部2を形成する第一のステップと;外部の開放空間において、外層部2をバルーン状に膨らませる第二のステップと;サイジング装置Sのダイス孔H3の入り口で膨張した外層部3を圧搾して表面に不規則なシワ21を形成する第三のステップと;サイジング装置Sで冷却賦形して芯部1と外層部2を一体化する第四のステップとを含む工程を採用した。
(もっと読む)
積層板の製造方法
【課題】押出流れ方向に沿って線状欠陥が発生するのを抑制することができ、優れた外観を有する積層板の製造方法を提供することである。
【解決手段】ポリカーボネート樹脂層の少なくとも片面にゴム状重合体を含有するメタクリル樹脂層が積層されてなる積層板の製造方法であって、ポリカーボネート樹脂を第1押出機2にて溶融混練し、フィードブロック10に供給する工程と、前記メタクリル樹脂を第2押出機5にて溶融混練し、ポリマーフィルター7を通過させてフィードブロック10に供給する工程と、前記ポリカーボネート樹脂およびメタクリル樹脂をフィードブロック10で積層一体化した後、ダイ15から板状に押出成形する工程と、を含み、フィードブロック10の樹脂吐出口幅をW1、ダイ15の樹脂吐出口幅をW2としたとき、W1およびW2が、W1:W2=1:7〜20の関係を有する。
(もっと読む)
気泡シート製造装置用のプラグ、及びその製造方法
【課題】気泡シートに良好な視認性を有する識別表示を押印する気泡シート製造装置用のプラグ、及びその製造方法を提供する。
【解決手段】周面に複数のキャビティが形成された成形ロールに供給され、キャビティにおいてキャビティ形状に対応する突起が真空成形されるキャップフィルムと、キャップフィルムに接合され、前記突起内の空気を封止するバックフィルムと、を備える気泡シートを製造する気泡シート製造装置において、キャビティの底面に連通するキャビティより小径の吸引孔を通気可能に塞ぐプラグ1Aであって、キャビティの底面となるプラグ上面に、真空成形時の吸引力によって所定の識別表示をキャップフィルムの突起頂面に凹設及び/又は凸設成形する印章部2を備え、印章部2は、所定の金属粉末をレーザ照射により焼結させた金属焼結層によって形成された構成としてある。
(もっと読む)
多積層シートの製造方法及びその製造装置
【課題】縦に配列した各層の垂直性を維持し、幅方向への拡大と配列流の薄膜化を可能にする縦積層の多積層シートの製造方法を提供する。
【解決手段】少なくとも2つの溶融樹脂を左右に隣接させて配列し積層流を導入する工程1と、積層流を流路入口から上下に2分割する工程2と、上記積層流を、分岐点から流動方向に中間点に向けて、互いに逆方向に導き、次いで、上記積層流を中間点から積層流が互いに左右に接するように合流点に導き、その後、上記積層流を左右に隣接して再配置し合流させ、流路出口に導く工程3と、積層流を押出して多積層シートを形成する工程4と、を備え、流路入口の積層流の幅W1、厚みH1とし、流路出口の積層流の幅W4、厚みH3とし、流路入口から流路出口に向かう進行方向における流路の全長をL0とし、分岐点から中間点までの進行方向における流路の長さL2としたとき、所定の関係式を有する。
(もっと読む)
熱可塑性樹脂の溶融押出成形方法
【課題】 Tダイの端側へ中央側とは異なる樹脂を供給できる押出成形用Tダイを用いて、熱可塑性樹脂を溶融押出成形する際に、ネックイン現象およびエッジビード現象を抑制し、製品となるフィルムの幅を拡大する。
【解決手段】 Tダイ10の中央側から押し出される一の熱可塑性樹脂13と、Tダイ10の両端側から押し出される他の熱可塑性樹脂14とが、次の条件式
η2≧−40η1+53
を満足することを特徴とし、
ここで、
η1=ηS,E/ηS,C
η2=ηU,E/ηS,E
であり、ηS,Cは一の熱可塑性樹脂のせん断粘度を、ηS,Eは他の熱可塑性樹脂のせん断粘度を、ηU,Eは他の熱可塑性樹脂の一軸伸長粘度を、それぞれ表わすものである、熱可塑性樹脂を溶融押出成形方法。
(もっと読む)
空気入りタイヤおよびその製造方法
【課題】ビードフィラーとカーカスとの接着性を確保して、ビード部の耐久性を向上させた空気入りタイヤおよびその製造方法を提供する。
【解決手段】ビードコアおよびビードフィラーを有する一対のビード部間でトロイダル状に跨るカーカスを骨格とした空気入りタイヤにおいて、前記ビードフィラーは、コアゴムと、少なくとも前記カーカスに接する部分に設けた被覆ゴム層と、からなり、前記コアゴムよりも軟質の前記被覆ゴム層は、その厚さが0.1mm〜0.7mmである。
(もっと読む)
押出ヘッド構造
【課題】高粘度の溶融材料を押し出す際に、その流動抵抗によって生じる応力を分散させることができる押出ヘッド構造を提供する。
【解決手段】軸部材20の軸本体部21には、保持部材30とスペーサ部材15とが嵌合される。軸部材20の一端には、ニップル40が取り付けられる。他端には、保持部材30の嵌合孔31の内径よりも外径が大きな段差部24が設けられる。保持部材30は、スペーサ部材15を介してニップル40と段差部24とに挟持される。
(もっと読む)
樹脂成形体
【課題】低伸縮性であり、基材の熱可塑性樹脂を高発泡化でき、軽量で釘打ちが容易な樹脂成形体の提供。
【解決手段】充填材を含む熱可塑性樹脂からなる芯材と、該芯材を囲んで設けられた発泡熱可塑性樹脂からなる基材とを有することを特徴とする樹脂成形体。
(もっと読む)
表皮付きパネルの成形方法、表皮付きパネル
【課題】薄肉の表皮材を安定的に成形することができるようにした表皮付きパネルの成形方法、表皮付きパネルを提供すること。
【解決手段】表皮付きパネルとしてのサンドイッチパネルの表皮材となる非発泡樹脂の外層と、発泡樹脂の内層とが積層した一対の多層の樹脂シートP、を押出装置52で押出す。互いに対向する一対の分割金型71A,71Bの間に樹脂シートPを供給した後、樹脂シートPを一対の分割金型71A,71Bの周囲に接触させて密閉空間を形成する。密閉空間を吸引することで、樹脂シートPを一対の分割金型のキャビティ72A,72Bに押圧させて、樹脂シートPをサンドイッチパネルの略外形に形成する。
(もっと読む)
ガラスランチャンネルとその組立体及び製造方法
【課題】軽量化を図りながら水分の吸収を抑制することができるガラスランチャンネルとその組立体及び製造方法を提供する。
【解決手段】ガラスランチャンネルの主体部をなすランチャンネル本体50は、基底部51と、車内側及び車外側の両側壁部52、53と、窓板20の両面に弾接可能な車内側及び車外側の両シールリップ62、65と、を備える。ランチャンネル本体50は、熱可塑性エラストマー材料と熱膨張性カプセルとを含む発泡性ポリマー材料より形成されると共に、発泡性ポリマー材料の発泡膨張によって形成された無数の発泡セルを有しており、ランチャンネル本体50は、吸水率が5%以下に設定されている。
(もっと読む)
積層フィルムおよびそれを用いた成型用シート
【課題】
本発明は、これらの問題を鑑み、離型性、成形性、印刷性に優れ、更には、コーティング、押出ラミネートなどの工程を含まずに製造可能な積層フィルムを提供しようとするものである。
【解決手段】
ポリエステル樹脂を主成分とする、結晶性パラメータΔTcgが35℃以下である層(A層)と、ポリエステル樹脂を主成分とする、結晶性パラメータΔTcgが35℃を超える層(B層)とを少なくとも有する積層フィルムであって、
該積層フィルムは、少なくとも一方の最表層にA層を有し、
該A層は、ポリオレフィン樹脂を含み、A層に含まれるポリエステル樹脂とポリオレフィン樹脂との質量比が、ポリエステル樹脂/ポリオレフィン樹脂=99.9/0.1〜50/50であって、
100℃で100%伸長時の応力が、0.5〜5MPaであることを特徴とする積層フィルム。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】不織布層と接着層との接着性能の低下抑制を図ることにより、外観品質の低下を抑制することのできるウエザストリップ及びその製造方法を提供する。
【解決手段】自動車用ドアのドア開口周縁にはウエザストリップが装着されている。ウエザストリップは、断面略U字形のトリム部及び中空状のシール部を備えるとともに、トリム部には意匠リップ18が延出形成されている。意匠リップ18の外表面など、ウエザストリップの意匠面には、樹脂接着層25を介在させ、不織布で構成される不織布層26が形成されている。不織布層26は、着色された加飾層26aと、樹脂接着層25に接着する無着色の被接着層26bとを有している。
(もっと読む)
積層フィルム、積層フィルムの製造方法、結露防止容器及び飲食物用容器
【課題】低温の内容物を収容した際にも結露を防止でき、容易に製造できる積層フィルムを目的とする。
【解決手段】連通気泡が形成されたポリオレフィン系樹脂の発泡層2と、前記発泡層2の一方の面に設けられ熱可塑性樹脂を含むソリッド層3とを有し、前記発泡層2が露出面21とされ、露出した気泡の平均口径が200〜500μmであり、気泡の開口面積率が30〜80%である。前記発泡層2は、空隙率が30〜70体積%であることが好ましく、前記発泡層2は、嵩密度が0.20〜0.60g/cm3であることが好ましく、前記ポリオレフィン系樹脂は、ポリプロピレンを含むことが好ましい。
(もっと読む)
印画用シートの製造方法
【課題】 量産性に優れ、高品質の印画用シートを得ることができる印画用シートの製造方法を提供する。
【解決手段】
連続走行する透明基材7の一方面に、透明熱可塑性樹脂9を供給し、ニップローラ3と鏡面ローラ2により透明基材7と透明熱可塑性樹脂9を挟圧し、鏡面ローラ2で透明熱可塑性樹脂9を冷却固化し、コーター10により分散液を塗布し、乾燥ゾーン11を通過させて樹脂層上に受容層を形成し、透明基材7の多方面に透明熱可塑性樹脂18を供給し、ニップローラ14とエンボスローラ13により挟圧して、透明熱可塑性樹脂18に型を転写し、エンボスローラ13により透明熱可塑性樹脂18を冷却固化し、フィルムロール8に巻き取る。
(もっと読む)
共押出し成形ダイ及びシステム、共押出し成形された物品を作製する方法、並びにそれによって作製される共押出し成形された物品
第1の溶融高分子材料及び第2の溶融高分子材料を共押出し成形するための押出し成形ダイ(20)及び方法。本ダイは、第1のダイ部分(20)と、第2のダイ部分と、第1のダイ部分及び第2のダイ部分を分離するシムとを含む。シムは、第1の側と、第2の側とを有し、シムの第1の側は、第1のダイ部分の境界を形成し、かつ第1のダイ空洞(38)を画定し、シムの第2の側は、第2のダイ部分の境界を形成し、かつ第2のダイ空洞(40)を画定する。複数個の第1及び第2の押出し開口部を有する分注縁部(36)が提供され、複数個の第1の供給チャネルが、第1のダイ空洞を分注縁部に沿った第1の押出し開口部に接続し、複数個の第2の供給チャネルが、第2のダイ空洞を分注縁部に沿った第2の押出し開口部に接続する。第1及び第2の押出し開口部は、第2の押出し開口部の部分間に配置される第1の押出し開口部の部分を有する界面域を提供するように、分注縁部に沿って配設される。本ダイは、多層物品を作製するための押出し成形システム及び方法において使用される。 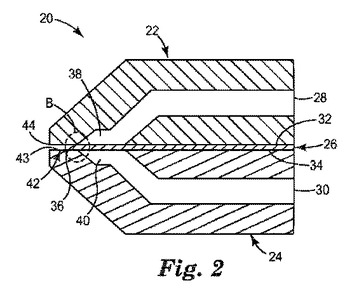 (もっと読む)
(もっと読む)
アクリル系樹脂フィルム
【課題】アクリル系樹脂フィルムの特徴を損なわず、耐折曲白化性に優れ、フィッシュアイ等のフィルムの表面の凸部を減少させて表面性を改良し、印刷抜けを起こさず、かつフィルムの膜厚精度を向上させ、着色剤配合時の色ムラを改善する。
【解決手段】ゴム弾性体層を含む多層構造アクリル系樹脂を溶融押出法により成形したアクリル系樹脂フィルムであって、フィルム厚みが30〜300μmであり、フィルムを3cmの幅で区分した時に隣り合う区分の膜厚差が平均膜厚の1%以下かつ1m2中の膜厚精度が3%以下であるアクリル系樹脂フィルム。
(もっと読む)
太陽電池封止シートの製造方法
【課題】生産性に優れるだけでなく、シートへのエンボス形状の転写性に優れた、太陽電池封止シートの製造方法を提供すること。
【解決手段】表面の少なくとも一部にエンボス加工が施された太陽電池封止シートの製造方法であって、樹脂又は樹脂組成物をTダイ(104)で溶融押出して溶融シートとし、前記溶融シートを、表面が平滑であるキャスティングロール(106)を用いて冷却することで、15m/分以上の製膜速度で平滑シートを得る製膜工程と、前記平滑シートを加熱することで軟質化させ、前記軟質化された平滑シートをエンボスロール(116)に接触させることよって、前記平滑シートの表面の少なくとも一部にエンボス加工を施すエンボス工程と、前記エンボス加工が施された平滑シートを冷却する冷却工程と、を含む太陽電池封止シートの製造方法。
(もっと読む)
41 - 60 / 322
[ Back to top ]