
Fターム[4F208LA02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | コールドパリソンブロー成形 (655)
Fターム[4F208LA02]に分類される特許
121 - 140 / 655
容器を取得するために、プラスチック素材のパリソンにブローおよび延伸処理を行う装置

【課題】容器を成形するために、プラスチック素材のパリソンにブローおよび延伸処理をする装置を提供する。
【解決手段】容器を成形するために、プラスチック素材のパリソン(3)にブローおよび延伸処理をする装置(1)であって、
パリソン(3)の挿入口(3a)に適合する第一端部(4a)を有し、前記第一端部(4a)はパリソン(3)にブロー処置がなされるコンタミネーションが制御された環境空間(5)内に配置されている、ブローノズル(4)と、
延伸ロッド(2)と、
パリソン(3)内に中および高圧のエアーを注入する手段と、
ブローノズル(4)の第二端部(4b)に固定され、延伸ロッド(2)の少なくとも一部を収容するチャンバー(8)を規定する非磁性物質からなるチューブ状のケース(7)であって、前記チャンバー(8)は汚染領域(22)から密閉されているため延伸ロッド(2)全体が汚染領域(22)と接触しない、前記チューブ状のケース(7)と、
互いに結合している第一マグネット配列(9)および第二マグネット配列(10)であって、前記第一マグネット配列(9)はチャンバー(8)外に配置され、前記第二マグネット配列(10)は延伸ロッド(2)と一体化し、チャンバー(8)内に配置されている、前記第一マグネット配列(9)および前記第二マグネット配列(10)と、
を有する装置(1)を提供する。
(もっと読む)
合成樹脂製壜体及びその製造方法

【課題】 本発明の技術的な課題は、ポリエチレンテレフタレート樹脂系の2軸延伸ブロー成形による広口ボトルの耐熱性あるいは生産性を向上するための壜体構造あるいは製造方法を創出する点にある。
【解決手段】 PET系樹脂製の2軸延伸ブロー成形による合成樹脂製壜体において、口筒部は、胴部と同様に試験管状のプリフォームの径を2軸延伸ブロー成形の延伸工程により拡径して形成したもので、前記延伸と金型温度を前記PET系樹脂の熱結晶化温度領域の所定の温度に設定することにより、口筒部の密度を1.368g/cm3以上とする、あるいは口筒部の示差走査熱量測定(DSC)の定速昇温測定における結晶化に伴う発熱ピークから算出される結晶化エンタルピー△Hcの絶対値及び、融解に伴う吸熱ピークから算出される融解エンタルピー△Hmの比率(|△Hc|/△Hm)を0.1より小さくする、と云うものである。
(もっと読む)
キャリアの殺菌を含む容器の処理のための装置
【課題】プラスチック予備成形物を容器へと成形する装置を提供する。
【解決手段】所定の搬送経路Pに沿って容器10を搬送する搬送装置2を備えており、該搬送装置2が、容器10を保持するための複数の保持部材4を有しており、該保持部材4が前記所定の搬送経路Pに沿って搬送される。本発明によれば、前記装置が、前記保持部材4を少なくとも一部分において殺菌するための清掃装置8を備えている。
(もっと読む)
一体成形ハンドルを有する延伸吹込成形容器を作製するためのプロセス
本発明は、一体ハンドルを有する容器を作製するためのプロセスであって、
a)成形キャビティ(2)内に予備成形物(1)を提供する工程と、
b)予備成形物(1)を延伸吹込成形して、中間容器(3)を形成する工程と、
c)内向きに移動する1つ以上のプラグ(5)を適用して、1つ以上の凹状の把持領域を、中間容器(3)内の圧力を0.1MPa(1bar)超に維持している間に、且つ、中間容器の把持領域内の材料の温度がガラス転移温度Tg未満の温度である間に、形成する工程と、
d)好ましくはプラグ(5)を容器内から抜去する前に、容器内の過剰圧力を解放する工程と、
e)成形キャビティ(2、4)から完成容器(6)を取り出す工程と、を含む、プロセスに関する。 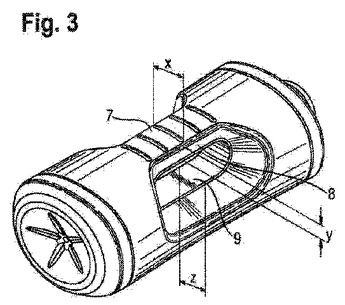 (もっと読む)
(もっと読む)
ポリエステル樹脂組成物及びその製造方法
【課題】色調や熱安定性に優れ、成形品の透明性に優れ、異物が少なく熱酸化安定性に優れ、重合時の発泡が少なく、Ge触媒を使用した時と同等のTccを有し、固相重合活性に優れるポリエステル樹脂組成物並びにポリエステル樹脂組成物の製造方法を提供すること。
【解決手段】アルミニウム化合物およびリン化合物を含むポリエステル樹脂組成物であって、該ポリエステル樹脂組成物のP−NMRにおけるケミカルシフトが特定の条件を満足することを特徴とするポリエステル樹脂組成物。
(もっと読む)
容器をブロー成形するための方法および装置
【課題】容器のブロー成形方法を、わずかな機械的構成コストで且つ高いスループットで高品質の容器成形が可能であるように改善する。
【解決手段】制御装置(51)により、シミュレーションモデル(48)を使用のもとに、ブロー成形工程を特徴づける測定したパラメータをベースにして、ブロー成形を終了した容器(2)の少なくとも1つの特性を算出して目標値と比較する。前記目標値と測定値との間にずれがあった場合には、ブロー成形工程を制御する前記パラメータを、ずれが最小になるように変化させる。
(もっと読む)
ブロー成形金型の洗浄器を備えるブロー成形機
【課題】ブロー成形機の洗浄を簡素化する。
【解決手段】空洞4を形成する少なくとも1つのブロー成形金型2であって、この空洞の中でプラスチックプリフォームを容器に変形することができるブロー成形金型2を備え、また、プラスチックプリフォームに媒質を加えて、ブロー成形金型の、空洞4の境界を定める内壁8に押し付けるようにプラスチックプリフォームを膨張させる加圧器14を備え、また、プラスチックプリフォームをその縦方向Lに延伸する延伸ロッド12を備え、また、ブロー成形金型2を開閉する開閉機構を備えるようなプラスチックプリフォームを容器に変形させる装置1において、ブロー成形金型2の複数の領域を洗浄する洗浄器10を備える。本発明によれば、洗浄器10は、ブロー成形金型の内壁8を洗浄する少なくとも第一の洗浄要素16,18を備え、この洗浄要素16,18は、少なくとも時々、ブロー成形金型2の外側に配置される。
(もっと読む)
大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーン分割されたブロー型
【課題】厚肉となる部分の欠点を解消して、耐熱性と透明性とのバランスが取れた大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーンが分割されたブロー型を提供する。
【解決手段】大型リターナブル容器の成形方法は、厚肉のポリエステル樹脂製プリフォーム、またはプリフォームからブロー成形された一次ブロー成形品を、加熱下でブロー成形して、ブロー成形時の歪を除去した中間成形品を得る熱処理工程と、収縮された中間成形品を加熱下でブロー成形して、大型リターナブル容器を得る最終ブロー成形工程と、を有する。熱処理工程は、プリフォームまたは一次ブロー成形品を熱処理型204内に配置し、プリフォームまたは一次ブロー成形品内に高圧エアーを導入して加圧して、ブロー成形された肩部22及び胴部24を熱処理型のキャビティ面204Aに密着させて熱処理し、かつ、ブロー成形された肩部22を胴部24よりも低い温度で加熱する。
(もっと読む)
ガスバリア熱可塑性ポリエステル系樹脂積層体、及びこの積層体からなる延伸ブロー成形用プリフォーム、並びにこのプリフォームを成形してなる包装用容器
【課題】層間剥離の防止と不透明化の抑制を可能としたガスバリア熱可塑性ポリエステル系樹脂積層体、加えてこのポリエステル系樹脂積層体を有する延伸ブロー成形用プリフォーム、さらには延伸ブロー成形用プリフォームを成形してなる包装用容器を提供する。
【解決手段】直鎖状炭化水素を有するジオール成分とジカルボン酸とを含んでなる第1熱可塑性ポリエステル樹脂(A)を10〜90重量部、脂環式炭化水素を有するジオール成分とジカルボン酸とを含んでなる第2熱可塑性ポリエステル樹脂(B)を8〜85重量部、芳香族ポリアミド樹脂(C)を0.1〜43重量部とを含有するガスバリア熱可塑性ポリエステル系樹脂組成物(P)と、当該樹脂組成物(P)の少なくとも一面側に熱可塑性ポリエステル系樹脂(Q)を積層した部位を有して延伸ブロー成形用プリフォームを成形し、さらに当該プリフォームを延伸ブロー成形して包装用容器とする。
(もっと読む)
ブロー成形機切換え方法、及びブロー成形機
【課題】ヒートセット作業温度まで加熱される、複数の回転式に可動な金型を備えるブロー成形機を、金型の交換のために切り換える方法を提供すること。
【解決手段】本発明による方法では、金型が空のままのブロー成形機で、少なくとも1回の模擬作業サイクルを実施し、次いで、金型をヒートセット温度に比べて冷却するように、冷却媒体を金型キャビティ全てに同時に外部から供給する。機械制御部では、このブロー成形機は、空の金型を用いた少なくとも1回の模擬作業サイクルを、冷却媒体を外部から金型中に供給しながら、低減した回転速度で実施するプログラムルーチンを備える。
(もっと読む)
ブロー成形方法
【課題】既存設備の若干の手直しにより、ブロー成形品の軽量化を図っても、必要箇所に充分な肉厚を確保してその強度を確保出来るブロー成形方法を提供する。
【解決手段】ブロー成形温度に加熱したプリフォームをブロー成形金型内に組み込んだ後、金型を閉じ、この金型に設けた吹出孔からブロー成形温度になっているプリフォームの特定部位に冷却媒体を吹き付けて、この特定部位を他の部位よりも冷却して所定の温度差ΔTをつけ、その後プリフォームをブロー成形して成形品である樹脂製把手付容器にする。冷却媒体の吹き付け位置は、成形された樹脂製把手付容器における特定部位を予め設定した位置になるようにし、且つその肉厚も予め設定した厚みになるようにしたことで、既存設備の若干の手直しで、ブロー成形品の軽量化を図っても、必要箇所を充分な肉厚にしてその強度を確保することが出来る。
(もっと読む)
プリフォーム、容器および容器成形方法
容器(23)をブロー成形するためのプリフォーム(1)またはプリフォーム・アセンブリであって、プリフォームまたはプリフォーム・アセンブリは首部分(4)と、首部分に設けられた蓋要素(16)と、首部分内に延在し、プリフォームまたはプリフォーム・アセンブリの内部空間にアクセスを提供する開口部と、を有する。 (もっと読む)
容器、プリフォーム・アセンブリ並びに容器成形方法および装置
容器をブロー成形するためのプリフォーム・アセンブリ(1)であって、少なくとも第1のプリフォーム(2)と第2のプリフォーム(3)とを備え、これらのプリフォームを容器にブロー成形する前に、第1のプリフォーム(2)は第2のプリフォーム(3)の内部に位置し、各プリフォームは肉厚が約8mm、好ましくは約6mmよりも小さい、本体形成部分を有する。プリフォーム・アセンブリからブロー成形された容器、およびプリフォーム・アセンブリを形成する方法および装置も開示されている。 (もっと読む)
延伸ブローボトルのプリフォーム
【課題】プリフォームの底部にすり鉢状の底部を採用して、プリフォーム底部を厚肉化にした場合のアンダーカットの課題を解決し、それによりボトル底面の薄肉形成を可能として延伸ブローボトルの軽量化を図る。
【解決手段】プリフォームの胴部に連なる底部をすり鉢状に形成する。底部は胴部よりも肉厚が薄肉で平坦な底面中央部と、ボトル底縁となる部分の高さ位置から胴下部を底面中央部の周囲まで屈曲して傾斜形成したボトル底面形成部と、そのボトル底面形成部の胴部と接する上部のボトル底縁形成部位と、ボトル底面形成部の下部と底面中央部との境の弯曲部とからなる。ボトル底面形成部の肉厚を、ボトル底縁形成部位を除く弯曲部までの内面の肉盛により、胴部の肉厚よりも厚肉に形成する。ボトル底縁形成部位の肉厚をボトル底面形成部の肉厚よりも薄肉に形成する。
(もっと読む)
移送装置
パリソン3およびボトル2等の物体を移送する装置は、所定の軸Xを中心に回転する回転台10と、物体2,3用のピックアップエレメント14と、回転台10に接続されたピックアップエレメント14用のサポートアーム16と、サポートアーム16およびピックアップエレメント14を案内するカム12と、を備え、ピックアップエレメント14は、回転台10に対する少なくとも3つの自由度を有し、カム12は、所定の経路に沿ってピックアップエレメント14を移動させるように、所定の数のトラック22,23,24を有し、カム12は、固定部分25と、該固定部分に接続される少なくとも1つの取り外し可能部分26と、を有し、取り外し可能部分26は、所定の形状を有し、当該取り外し可能部分26の形状と異なる形状を有する他の取り外し可能部分と交換可能である。  (もっと読む)
(もっと読む)
合成樹脂製二軸延伸ブロー成形ボトルの把手及び、それを備える合成樹脂製二軸延伸ブロー成形ボトル
【課題】ボトルからの脱落を確実に防止できる、耐久性に優れた把手及び、それを備える合成樹脂製二軸延伸ブロー成形ボトルを提供することができる。
【解決手段】本発明は、幅広の合せ面2f1を有しその先端に設けた突起2p1によってPETボトル1の側壁に抜け止め保持される合成樹脂製二軸延伸ブロー成形ボトルの把手2であって、合せ面2f1を、その幅寸法が突起2p1に向かう従って先細りする形状にしたことを特徴とする
(もっと読む)
自立性容器とその製造方法
【課題】胴部の内径よりも狭い口部が一体に形成された、水平面上に自立できる容器であり、液体収容物のほぼ全量を容易に取り出すことができ、安価に実施できるようにする。
【解決手段】有底筒状の胴部(2)の上端に、胴部(2)の内径よりも狭い口部(3)が一体に形成してある。胴部(2)下端の底部(6)の下面に水平面上へ安定的に載置できる水平接地部(7)が形成してある。底部(6)の内面は、中央部に周縁部よりも深い凹部(8)が形成してあり、この中央部に向かって徐々に深くなるとともに、その中央部と周縁部との間が胴部(2)内に向かって突出する湾曲面に形成してある。底部(6)には、周縁部に沿って、中央部よりも肉厚の厚い厚肉部(9)が形成してある。この厚肉部(9)の外周面に、環状の溝部(10)が形成してある。
(もっと読む)
プラスチックボトルの製造方法、ボトル製品の製造方法、およびプラスチックボトルの製造装置
【課題】プリフォームの温度を部分的に低下させることにより、プラスチックボトルの肉厚をコントロールすることが可能なプラスチックボトルの製造方法、ボトル製品の製造方法、およびプラスチックボトルの製造装置を提供する。
【解決手段】まずプリフォーム10を準備し、このプリフォーム10を加熱する。次に加熱されたプリフォーム10をブロー成形金型76aを用いてブロー成形し、プラスチックボトル20を作製する。加熱工程の間または加熱工程の後であって、ブロー成形工程の前に、プリフォーム10の所望部分に円周方向に沿って冷却用流体Cを吹き付け、プリフォーム10の前記所望部分の温度を低下させるので、プラスチックボトル20の肉厚を部分的に厚くすることができる。
(もっと読む)
容器の製造方法、ブロー成形用金型及びブロー成形容器
【課題】ブロー成形後の容器の金型からの離型性を良好とすることができ、同時に成形後の容器に高い付加価値を持たせることが可能な容器の製造方法及びブロー成形用金型と、その高い付加価値を有するブロー成形容器を提供すること。
【解決手段】減圧吸収パネル6を備え、該減圧吸収パネル6に突起7が設けられた容器1をブロー成形により製造する容器の製造方法であって、金型に前記突起7を形成するためのエア穴14を設け、該エア穴14を前記金型の外部に連通させ、ブロー工程後の金型離型時に、前記エア穴14から前記金型内にエアを供給する。
(もっと読む)
オーバーストロークベースのための型支持部
いわゆる「箱状頂部」処理によって熱可塑性ボトルの底部を形作るための型頂部支持部(3)は、上記型頂部(3)との間に介在するベース(10)と、型担持ユニットのフレーム(6)上に案内されるスライドボルスタ(11)と、を備え、このベース(10)は、二重動作シリンダアクチュエータの形態で形成され、そのロッド(14)は、上記型頂部(3)を支持する。アクチュエータのシリンダを閉じるベースプレート(17)には、ボルスタ(11)に迅速に組み立てる指部(18)が設けられている。このベースプレート(17)は、指部(18)の周囲で、一方では熱移送流体及び離型空気を型頂部(3)内に送達するノズルの気密な通過を可能とするように構成された穴部と、他方ではシリンダアクチュエータのチャンバ(21及び22)の供給ノズルを取り付けるための領域と、を有し、このノズルは、全て上記型頂部(3)の変位軸x−x’と平行に配置されている。  (もっと読む)
(もっと読む)
121 - 140 / 655
[ Back to top ]