
Fターム[4F208LA02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | コールドパリソンブロー成形 (655)
Fターム[4F208LA02]に分類される特許
61 - 80 / 655
制御されたパラメータ選択で容器を取り扱うためのプラントを稼働する方法および装置
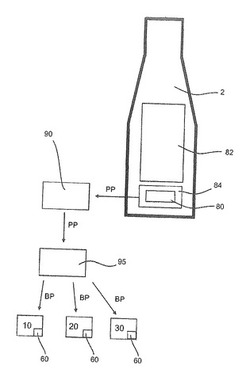
【課題】誤った設定や間違った製品を選択しないで、飲料容器の製造の間に型の変更を容易に行うことができるプラント稼働方法および装置を提供する。
【解決手段】容器2の取り扱いのためのプラントを稼働する方法であって、容器2は、プラントの第1取り扱いユニットによって、事前設定された取り扱いパラメータBPで取り扱われる。これらの取り扱いパラメータBPは、少なくとも一部を、取り扱われる容器2の製品パラメータPP(容器の特性)に少なくとも一部依存して、変更することができる。容器2の少なくとも1つの製品パラメータPPの特性が、その容器2に関連付けられた認識マーク80を検出することで決定されるともに、少なくとも1つの取り扱いパラメータBPが、この特徴的な製品パラメータPPに基づいて変更される。
(もっと読む)
反転装置およびプリフォーム取り扱い装置

【課題】簡単な構造で対象物を反転させることができる反転装置を提供する。
【解決手段】反転装置RMは、支持体78と、支持体に回転軸53回りで回転自在に支持されて、回転軸53の軸方向に第1端52aおよび反対側の第2端52bで仕切られる回転体52と、回転体52上に形成されて、第1端52aから第2端52bまで対象物Pを滑らせる滑り路84、88、89と、第1端52aで滑り路84、88、89の入口に向き合わせられ、滑り路84、88、89の入口に第1姿勢の対象物Pを案内する第1案内路51と、第2端52bで滑り路84、88、89の出口に向き合わせられ、回転体52の回転に応じて第1姿勢から反転した第2姿勢の対象物Pを滑り路84、88、89の出口から案内する第2案内路47とを備える。
(もっと読む)
バリアーコーティングを備えるプラスチック容器
【課題】本発明の課題は、基材のガス透過性を減少させ、基材に対する良好な付着を有し、かつ、機械的に柔軟であり、このためコーティングの欠陥を生じることなく基材の引き続く成形プロセスを可能にする、ポリマー基材のためのコーティングを提供することである。
【解決手段】本発明は、a)プラスチック材料の少なくとも一部分を前処理する工程、b)この前処理された表面上にポリビニルアルコールのコーティング層少なくとも1つを設ける工程、及びc)このポリビニルアルコール層上にポリビニルアセタールのトップコーティング層少なくとも1つを設ける工程を含む、プラスチック材料上にバリアーコーティングを設けることによりこのプラスチック材料のガス透過性を減少させる方法に関する。
(もっと読む)
芳香族ポリエステル樹脂成形体の製造方法
【課題】 耐熱収縮性に優れた芳香族ポリエステル樹脂成形体を、複雑な装置や煩雑な操作を必要とせず、簡易に且つ安価に製造できる方法を提供する。
【解決手段】 本発明の芳香族ポリエステル樹脂成形体の製造方法は、ポリエチレンテレフタレート樹脂等の芳香族ポリエステル樹脂からなるフィルム又はプリフォームに、トルエン等の炭化水素化合物を含浸させた後、(前記芳香族ポリエステル樹脂のガラス転移温度+15℃)以下の温度で延伸処理を施すことを特徴とする。
(もっと読む)
耐熱容器の加熱成形装置
【課題】既存の成形装置を利用してPET樹脂製の耐熱容器を比較的安価に製造することができる耐熱容器の加熱成形装置を提供する。
【解決手段】テーブル211を上昇させて一次ブロー成形品30のネック部開口に位置出しピンを嵌合させ、ネック部の外周部を把持手段で把持することで、直線移動可能に設けられた搬送手段250に一次ブロー成形品30を装着する装着部210と、一次ブロー成形品30を加熱処理成形して中間成形品を得る熱処理部220と、中間成形品を最終ブロー成形して所定形状の耐熱容器10を得る最終ブロー成形部230と、耐熱容器10を搬送手段250から取り外して回収する回収部240と、を備えるようにする。
(もっと読む)
プレフォームの熱処理のための炉及びこのような炉に設けられる空気冷却器の制御方法
【課題】容器の質を向上させるために冷却を最適化することによって、炉中でプレフォームを熱処理する方法を改良する。
【解決手段】プレフォーム12を熱処理するための炉10と、プレフォーム12の本体18及び底部20に対する冷却用空気の流量を、加熱路に沿って変更するように、このような炉10に設けられており、冷却用空気の流量制御手段58から成る空気冷却装置42を操作するための方法とに、関わる。
(もっと読む)
ポリ乳酸組成物及びポリ乳酸系成形体の製造方法
【課題】生分解性があり、かつ透明性に優れ、成形効率よく成形体を製造することのできるポリ乳酸組成物を提供する。当該ポリ乳酸組成物から透明性、耐熱性に優れた成形体を効率よく製造することができるポリ乳酸系成形体の製造方法を提供する。また、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体を提供する。
【解決手段】DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D−乳酸を含み、かつステレオコンプレックス晶とは異なる結晶核剤を含むことを特徴とするポリ乳酸組成物。このポリ乳酸組成物を、当該ポリ乳酸組成物の融点より20℃高い温度以下の温度に維持してインジェクション成形することを特徴とするポリ乳酸系成形体の製造方法。
(もっと読む)
把手付き合成樹脂製壜体
【課題】 本発明は、インサート材である把手の、2軸延伸ブロー成形中の壜本体に対する軸方向の接触抵抗をできる限り発生させないことにより、引っ掻き状の傷のない、PET製2軸延伸ブロー成形壜体を提供することを目的とする。
【解決手段】 把手8をインサート材とした把手付き合成樹脂製2軸延伸ブロー成形壜体において、壜本体1に2軸延伸ブロー成形されるプリフォームPの延伸軸心に対し、把手8のインサート部の上方領域よりも下方領域を離して位置させることにより、軸方向への延伸成形途中でのプリフォームPと把手8のインサート部との不要な接触の発生を無くし、もって製品である把手付き合成樹脂製壜体の表面に、引っ掻き状の傷の発生を無くす。
(もっと読む)
プラスチックボトルの製造方法
【課題】生産サイクルの改善を可能にし、更に、製造されるプラスチックボトルの外観も透明で良好なプラスチックボトルの製造方法を提供する。
【解決手段】
スルホンアミド化合物金属塩又はスルホンイミド化合物金属塩からなるポリエステル樹脂用結晶核剤を含むポリエステル樹脂組成物を成形してなるプラスチックボトルの製造方法であって、固有粘度0.5−1.1dL/gのポリエステル樹脂100質量部に対し、前記ポリエステル樹脂用結晶核剤0.1〜90質量部を含むマスターバッチを作製し、次いで、該マスターバッチをポリエステル樹脂に混合して、固有粘度0.5−1.1dL/gのポリエステル樹脂100質量部に対し、前記ポリエステル樹脂用結晶核剤が0.005〜0.025質量部含まれる樹脂組成物を作製し、該樹脂組成物を85〜160℃の金型温度でボトル形状に延伸ブロー成形することを特徴とするプラスチックボトルの製造方法である。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する射出成型方法
【課題】成形可能な材料を有する単層物及び多層物ならびにそれらの物を製造する方法を提供する。
【解決手段】好ましい実施形態において、プリフォーム30の少なくとも一部は、熱バリアまたは所望の完成品(finish)を形成するために拡張することができるエキスパンダブル(拡張可能または膨張可能)な材料を具備する。プリフォーム30はブロー成型に適した温度まで加熱され、エキスパンダブルな材料の少なくとも一部は膨張する。プリフォームは容器37中にブロー成型される。一つの構成(arrangment)として、プリフォームは単層プリフォームである、他の構成として、プリフォームは、多層プリフォームである。
(もっと読む)
偏芯ボトルの製造方法
【課題】 成形ロスが無く、耐衝撃強度にも優れ、均一肉厚とすることでバリア性にも優れた偏芯ボトルの新規な製造方法を提供する。
【解決手段】 コアピン5と雌型6からなる射出成形金型3において周方向一側のみを厚肉とした有底筒状の偏肉プリフォーム2をコアピン5外周に射出成形し、その直後に軟化状態のプリフォーム2をコアピン5で保持したままブロー成形型4の偏芯キャビティ内へ移送して、該プリフォーム2をブローすることにより周方向一側が径方向外方へ比較的大きく膨らんだ偏芯ボトルをブロー成形する。
(もっと読む)
模様付ブロー成形品の製法およびそれによって得られる模様付ブロー成形品
【課題】容易に剥げることのない鮮明な色模様を、簡単かつ経済的に付与することのできる模様付ブロー成形品の製法と、それによって得られる模様付ブロー成形品を提供する。
【課題手段】内側に着色樹脂層1が形成されその外側に透明樹脂層2が形成された多層ブロー成形品を準備し、その外側からレーザ光を照射し、上記透明樹脂層2を通過させて着色樹脂層表面1に到達させ、その照射位置を、上記着色樹脂層1表面に沿って順次移動させることにより、上記着色樹脂層1表面に、レーザ光の照射軌跡からなる色模様(文字3、説明書き4)を現出させるようにした。
(もっと読む)
ジョイントブーツの製造方法
【課題】パリソンの加熱工程における温度ムラを低減して、蛇腹部の肉厚制御を容易にする。
【解決手段】大径側取付部3に対応する第1パリソン部分61と、小径側取付部4に対応する第2パリソン部分62と、両者を連結する非蛇腹状をなす第3パリソン部分63とを備えるパリソン6を射出成形した後、第3パリソン部分のみを径方向外方側からヒータ87で加熱し、その後、ブロー工程において蛇腹部5を成形するジョイントブーツの製造方法において、加熱工程で用いるヒータ87は、複数の発熱体89をパリソンの軸方向Xに並べて設けたものであって、ヒータ87と第3パリソン部分63との間の空間を軸方向Xで複数に区画する遮蔽板90を設ける。
(もっと読む)
射出成形装置及び多層プリフォームの製造方法
【課題】減圧可能な貯留部を介して樹脂を射出する射出機構と、そのような貯留部を備えていない射出機構とを併用して、それぞれの射出機構から溶融樹脂を射出する射出成形装置にあっても、射出時のエアの巻き込みをより確実に抑止することができる射出成形装置及びそのような射出成形装置を用いた多層プリフォームの製造方法を提供する。
【解決手段】
減圧可能な貯留部を介して溶融樹脂を射出する第一の射出機構と、そのような貯留部を備えていない第三の射出機構とを有し、バルブゲート80によって開閉されるゲート部45内に、第一の射出機構のホットランナー14と、第三の射出機構のホットランナー34のそれぞれの流出口が開口するとともに、当該流出口のそれぞれに跨る連通溝85を形成することによって、ゲート部45が閉じられていても、各射出機構のホットランナー14,34が互いに連通した状態となるようにする。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製で、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したボトルであって、把手部材が、表壁面と、表壁面の表側上部に連設される上壁と、上壁の外側縁下面からヒンジを介して連設され、中央に把手孔が穿設されている把手壁と、表壁面の裏側に連設された係合部とからなり、係合部は、表壁面の裏面に連設される基部と、基部から上下および両側面に突出するように配設された突部とを具えていることを特徴とする。
(もっと読む)
容器
【課題】インジェクション成形を含む成形手段により形成することができる軽量な容器を提供することにある。
【解決手段】本発明の容器1では、底部2と、該底部に続く側壁部3と、該側壁部に続く開口部4とを有し、少なくともインジェクション成形を含む成形手段により形成された容器であって、側壁部は、肉厚が0.05mm〜0.4mmとなるように形成されている。このような構成によれば、側壁部を従来の0.5mm〜0.9mmから大幅に薄肉化することができるので、容器の大幅な軽量化を図ることができる。さらに、側壁部を延伸ブロー成形により2次元に広げているので、側壁部の強度を向上させることができる。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
ポリエステルポリマー組成物の製法
【課題】摩擦係数及び透明度の改善されたポリエステル容器の提供。
【解決手段】約20〜約300 ppmの水を有する粘着防止剤を用いて低減された摩擦係数及び改善された透明度を有するポリエステル容器を製造する。これらの粘着防止剤の使用は、約1.0より小さい摩擦係数及び約4%より小さいヘイズ値の透明度を有するポリエステル容器を生ずる。
(もっと読む)
合成樹脂製ボトルのブロー成形方法
【課題】合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供する。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
(もっと読む)
61 - 80 / 655
[ Back to top ]