
Fターム[4F208LA02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | コールドパリソンブロー成形 (655)
Fターム[4F208LA02]に分類される特許
81 - 100 / 655
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製で、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したボトルであって、把手部材が、中央部上方を垂直面とし、その下方を傾斜湾曲面とし、その他の表面をボトルの肩部とほぼ面一になるように形成された表壁面と、表壁面の中央上端から延びる水平部と表壁面の中央下端から立設された垂直部とを連設させてなる把手とからなり、表壁面裏面の上端、下端、および側面には、ボトル内方に突出する突部が配設されており、前記垂直面下端には、下方に突出する突条が形成されていることを特徴とする。
(もっと読む)
耐熱性ポリエステル延伸成形容器
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定工程を経ることなく提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂から成る層を有する延伸成形容器において、前記層が、エチレンテレフタレート系ポリエステル樹脂(A)と該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を有する鎖延長剤(B)の混合物から成り、該鎖延長剤(B)がPET樹脂(A)に対して10〜1000ppmの量で含有されていると共に、少なくとも容器胴部の動的粘弾性測定におけるtanδ極大値の値が0.3以下であることを特徴とする。
(もっと読む)
把手付耐熱容器の製造方法

【課題】ブロー成形性が良好であり、容器及び把手に種々の不具合を生ずることがなく、その上落下衝撃に対しても充分な強度を有する把手付耐熱容器の製造方法を提供する。
【解決手段】ポリエステル製のプリフォームをブロー成形して中空の容器にする際、別体のポリエステル製の把手を容器の胴部上部にインサート成形してなる把手付耐熱容器の製造方法において、前記胴部の上半部の凹部に設けた把手取付用凸部より下の胴部の中心軸が、前記把手取付用凸部側に1.0°±0.5°傾くようにブロー成形金型をセットしてブロー成形すると共に、前記凹部における前記把手取付用凸部回りの壁面をヒートセットする工程を含むことを特徴とする把手付耐熱容器の製造方法。
(もっと読む)
容器の製造方法および金型
【課題】陳列装置において標記を予め定められた特定の方向に向けることが可能な容器を簡易に製造可能とする。
【解決手段】容器本体は、筒状のプリフォームを形成後、このプリフォームをブロー成形金型にセットするとともに、高温高圧のブローエアーをプリフォームの内部に吹き込むことで形成することができる。ここでプリフォームは、射出成形金型600のキャビティー610に対し、ゲート620から溶融樹脂を充填することにより形成することができる。本射出成形金型600では、下方突出部637の側面と上方突出部638の側面との間に形成される間隙が、コア型635の周囲に複数設けられており、各々の間隙に溶融樹脂が充填される。これによりプリフォームに対し棒状の第1突起〜第5突起が形成される。
(もっと読む)
ブロー成形体及びブロー成形体の製造方法
【課題】水蒸気バリア性が高く、透明性に優れ、ポリエチレン樹脂を使用したブロー成形体を高い生産性で得るための技術を提供する。
【解決手段】直鎖状低密度ポリエチレン樹脂と、上記直鎖状低密度ポリエチレン樹脂の融点よりも低いガラス転移点を持つ環状オレフィン系樹脂とを主成分として含む樹脂組成物を用いて、環状オレフィン系樹脂のガラス転移点(Tg)以上直鎖状低密度ポリエチレン樹脂の融点(Tm)未満の状態で、プリフォームをブロー成形する。
(もっと読む)
光線を閉じ込めるロック室を装備した、中空体半製品の光線による処理ユニット
合成樹脂材料製中空体の半製品(2)の処理ユニット(1)であり、本処理ユニットは、中で半製品(2)が長手方向に走行する筐体(13)と、筐体(13)の少なくとも片側に配置される複数の電磁光線源(15)と、筐体(13)に隣接する少なくとも1つのロック室(16)とを備え、ロック室は、電磁光線を通さず、半製品(2)の行程と局地的に重なる軌道を回る可動式防護板を装備し、2枚の防護板(41)が、2枚ごとに、少なくとも1つの半製品(2)の受容領域(43)を規定する。 (もっと読む)
近赤外線ヒータとプリフォームの加熱方法
【課題】 本発明は、プリフォームに対する近赤外線ヒータ単体での加熱効率を高めることにより、少ない消費電力で効率よくプリフォームを所望する温度まで加熱できるようにすることを目的とする。
【解決手段】 被覆形成したホワイトコート8により開口部9を残存形成した近赤外線ヒータ1において、開口部9の開口角10を120°±10°に設定規制することにより、一定レベル以上の加熱効率のアップを得、これによりプリフォームPを壜体に2軸延伸成形ブロー成形する際の、大幅な消費電力の低減化を得る。
(もっと読む)
金属メッシュ強化された採光ドーム形状の成形体
金属メッシュ強化プラスチックから成る採光ドーム形状の成形体、並びに該成形体の製造法。 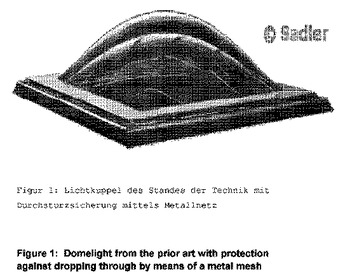 (もっと読む)
(もっと読む)
多層成形体およびそれからなる多層延伸成形体
【課題】 従来の技術が有する問題点を解決し、外層中あるいは内外層中の環状3量体含有量が低減されているために同一の加熱延伸金型を用いて多数のボトル成形を続ける長時間の連続運転でもボトルの透明性が維持され、また、フレーバー性も向上した多層延伸成形体を与える多層成形体およびそれからの多層延伸成形体ならびに多層成形体の製造方法を提供することを目的とする。
【解決手段】 少なくとも、溶融重縮合反応後の溶融物から得られる熱可塑性ポリエステル(A)層と、環状3量体含有量が8000ppm以下の熱可塑性ポリエステル(B)層とを含む多層構造であることを特徴とする多層成形体。
(もっと読む)
射出延伸吹き込み成形方法
本発明は、ポリエチレン材料から作製される固体プリフォームに関し、このプリフォームが、ネック領域、側壁、及びベース領域を含み、かつ内壁を有する内部と、外壁を有する外部とを有し、全ポリエチレン材料の少なくとも65重量%のポリエチレン材料は、300,000g/モル〜6,000,000g/モルのZ−平均分子量(Mz)、及び28を超えるMz/Mn値を有し、Mnが平均分子量であり、Mz/Mnが、Mz値をMn値で除したものである。 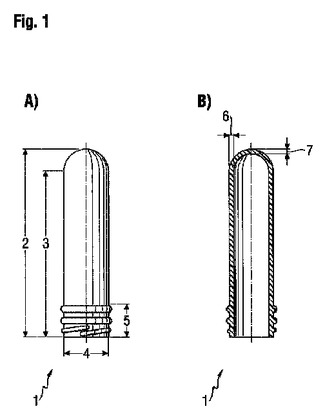 (もっと読む)
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】 耐熱収縮性にすぐれたポリエステル樹脂成形体等の熱可塑性樹脂成形体を、複雑な装置や煩雑な操作を必要とせず、簡易に且つ安価に製造できる方法を提供する。
【解決手段】 本発明の熱可塑性樹脂成形体の製造方法は、主鎖にカルボニル基を含む繰り返し単位を有する熱可塑性樹脂(例えば、ポリエステル樹脂)からなる被処理物にアルデヒド化合物を含浸させた後、延伸処理を施すことを特徴とする。アルデヒド化合物としては、アセトアルデヒド、プロピオンアルデヒド、ベンズアルデヒド等の炭素数1〜10のアルデヒド化合物が好ましい。
(もっと読む)
インモールドラベル及びインモールドラベル付き合成樹脂成形品
【課題】 本発明は、被貼着体である合成樹脂成形品の機能性に係る要請や、ラベルによる表示性あるいは加飾性に係る要請に応じて、生産性を損なうことなく、また相互のラベル間の貼着位置のズレがないように、合成樹脂成形品の相互に分離した領域にそれぞれラベルを貼付することを技術的課題とするものである。
【解決手段】 インモールド成形により合成樹脂成形品の成形と同時に成形品の表面に貼付されるインモールドラベルおいて、1枚のフィルム片の裏面側の相互に分離した領域に複数のラベル片を積層した構成とし、フィルム片はインモールド成形後にラベル片及び合成樹脂成形品の表面から剥離可能な構成とし、複数のラベル片はインモールド成形後にそれぞれ合成樹脂成形品の表面の相互に分離した領域に貼着される構成とする。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】別個の駆動装置に対してそれぞれ着脱可能な一対のキャビティ型と上げ底型とを一体化したブロー型ユニット及びそれを用いたブロー成形機を提供する。
【解決手段】ブロー成形機10の基盤72に取り付けられるブロー型ユニット300は、パーティング面同士を当接させる第1,第2のブローキャビティ割型62A,62Bと上げ底型63とを含むブロー型60を複数の有し、さらに、第1、第2のブローキャビティ割型をそれぞれ固定する第1の固定板310と、第2の固定板312と、固定板にそれぞれ固定する複数の第1の圧受板320と、固定板の間に配置されて、複数の上げ底型を第1面330Aに固定する第3の固定板330と、第3の固定板の第2面330Bより垂下された自由端部342B,344Bとする複数の軸部340(342,344)と、第3の固定板の下方にて、第1,第2の固定板にそれぞれ固定される複数の第2の圧受板330とを有する。
(もっと読む)
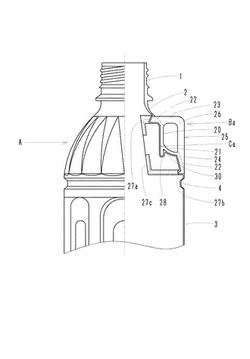
耐熱容器及び耐熱容器の製造方法並びに最終ブロー型
【課題】容器の把持性を向上させた、耐熱容器、内容物入りの耐熱容器及び耐熱容器の製造方法を提供する。
【解決手段】本発明にかかる耐熱容器10は、合成樹脂製の容器の胴部18に、第1の凹部28a及び第2の凹部28bと、把持部26と、を有する。第1の凹部の底部280aは、第2の凹部の底部280bと対向して形成されている。耐熱容器10に充填された高温内容物が冷却されて容器内部が減圧された際に、第1の凹部の底部280aの容器内側面284aは、第2の凹部の底部280bの容器内側面284bに接触する。
(もっと読む)
容器のブロー成形方法およびブロー成形装置
本方法および装置は、容器のブロー成形加工に用いられるものである。そこではブロー成形金型に挟まれた、熱処理によるコンディショニング工程を施した後のパリソンが、ブローガの賦形圧力の作用により、容器の形状に成形加工される。それに必要なブローガスは、接続要素に通してパリソンの内部空間に導入される。ブロー成形工程の終了後には、掃気用ガスが、容器の内部空間に通して導かれる。複数のブロー成形ステーションが使用され、前記各ブロー成形ステーションの内の少なくとも一つを対象として、掃気用ガスの必要量の少なくとも一部が、このブロー成形ステーションだけに対して割り当てられているリザーバ容積の内部に貯蔵される。 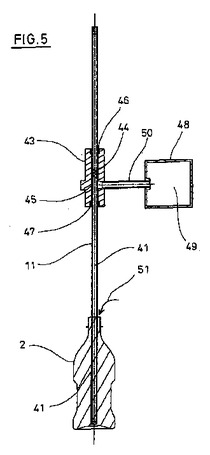 (もっと読む)
(もっと読む)
樹脂製容器、及び樹脂製容器の成形方法
【課題】底部のクレーズの発生が抑えられ、商品価値を維持することができる樹脂製容器、及び樹脂製容器の成形方法を提供する。
【解決手段】容器軸方向上端に位置する口部2と、この口部2から拡径された筒状の胴部4と、この胴部4の容器軸方向下端を閉塞する底部5とを備え、底部5に容器内方へ隆起する隆起部7が形成され、この隆起部7の外周側に起立状態で載置面Gに接触する環状の接地部8が形成された樹脂製容器1であり、この樹脂製容器1を構成するPETの固有粘度(IV)値を0.82(dl/g)以上とした。
(もっと読む)
ブロー成形用金型
【課題】ブロー成形用金型について、(i)金型の構造を簡素化し(設計期間・作製期間の短縮)、(ii)メンテナンス性を向上し(特に冷却水路の詰まりに対する作業の軽減)、(iii)従来のものからの軽量化を実現し、(iv)成形品の品質を維持して、しかもできるだけ割り線を転写させない金型を提供する。
【手段】複数の金型部材1を組み合わせることで内部にできる空洞の形状に沿った成形体を得るブロー成形用金型10であって、前記金型部材1の外面は、凸形状の隆起部14と、該隆起部の最も高さのある部分もしくはその近傍に設けられた仕切り壁16と、前記隆起部を包囲するよう該金型部材外面の周縁に設けられた包囲壁17とを有し、前記包囲壁17の所定の面部分には該包囲壁を貫通する媒体流入口11と媒体流出口12とが前記仕切り壁16を隔てて左右両側に設けられているブロー成形用金型。
(もっと読む)
二軸延伸中空容器
【課題】ガスバリア性に優れ、かつ透明性を改善したポリエステル系樹脂組成物からなる二軸延伸中空容器を提供する。
【解決手段】スルホン酸金属塩基を有し、主として芳香族ジカルボン酸単位と脂肪族ジオール単位からなる共重合ポリエステル樹脂(A)と、メタキシリレンジアミン単位を70モル%以上含むジアミン単位と、炭素数4〜20のα,ω−直鎖脂肪族ジカルボン酸単位を70モル%以上含むジカルボン酸単位からなるポリアミド樹脂(B)からなるポリエステル樹脂組成物(C)を成形した二軸延伸中空容器。
(もっと読む)
チタン含有PETコポリエステル及びそれからなる肉厚のプリフォーム及び再充填可能な大容量容器
【課題】チタン含有PETコポリエステルを提供する。
【解決手段】本チタン含有PETコポリエステルは0.72〜0.90dl/gの固有粘度を有し、DSC分析により、20℃/分の所定加熱率での結晶化転移時の放出熱の最大量は10ジュール/グラム未満である。本チタン含有PETコポリエステルはポリエチレンテレフタレートを主成分として含み、全コポリエステル重量に対して2〜25ppmの濃度のチタン成分と、該コポリエステルに対してXモル%のイソフタル酸と、該コポリエステルに対してYモル%のジエチレングリコールと、該コポリエステルに対してZモル%の2,6‐ナフタレンジカルボン酸と
を含み、ここでX、Y、Zは
0≦X≦2.5;
1.0≦Y≦2.5;
0≦Z≦2.5;
2.5≦X+Y+Z≦7.5
を満たし、該PETコポリエステルは、10リットルを超える内部容量を有し20回まで返却され再充填が可能な射出延伸ブロー成形された再充填可能容器を製造するのに適している。
(もっと読む)
中空容器
【課題】成形性に優れ、剛性および落下強度に優れる中空容器を提供する。
【解決手段】曲げ剛性率が235〜400(MPa)であり、引張衝撃強度が750〜1500(kJ/m2)であり、以下の方法で求められるEP指数が0.1〜1であるエチレン−α−オレフィン共重合体からなる中空容器。
EP指数=(MT190)/(Bトルク)
MT190(単位:cN):190℃における溶融張力
Bトルク(単位:Nm):160℃における混練トルク
(もっと読む)
81 - 100 / 655
[ Back to top ]