
Fターム[4F208LA02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | コールドパリソンブロー成形 (655)
Fターム[4F208LA02]に分類される特許
101 - 120 / 655
合成樹脂製容器の製造方法、並びにプリフォーム、インサート部材及び合成樹脂製容器
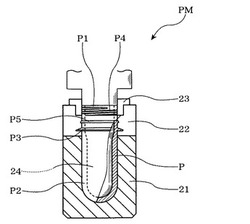
【課題】成形型の一部をなす型部材でプリフォームの口部が保護された状態のまま、当該プリフォームを延伸ブロー成形するにあたり、当該型部材を割型とせずに、簡易な構造の型部材によってプリフォームの口部を保護しつつ、その後の工程に移送することができるようにする。
【解決手段】プリフォームPの口部P1に形成されるネジ山P4の延在方向に沿ってアンダーカットとなる部分が形成されないように、ネジ山P4の下方端部側がプリフォームPの軸方向に直交する水平面と平行な端面で途切れた形状とし、このネジ山P4が形成された口部P1から螺脱できるようにしたインサート部材23を有するプリフォーム成形型PMによりプリフォームPを成形し、成形されたプリフォームPからインサート部材23を取り外すことなく、当該プリフォームを移送してブロー成形に処することで所定の容器形状に成形した後に、インサート部材23を螺脱する。
(もっと読む)
容器、及び容器の製造方法
【課題】強度、遮光性、及び保温性に優れると共に、容易に圧縮廃棄でき、リサイクル性に優れる容器、及び該容器の製造方法の提供。
【解決手段】結晶性を有するポリマーからなり、長尺状の空洞をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルムを容器に巻回してなる容器であって、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面までの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、下記式(1)の関係を満たす容器である。
h(avg)>T/100 ・・・(1)
(もっと読む)
成形型の交換を効果的にするよう成形ユニットの装置を制御する為のモジュールを備えている、容器の製造の為の機械

【課題】吹き込み成形型の交換に必要としている時間を減少させ、同時に、人間工学的観点から安全性の高い機械を提供する。
【解決手段】熱可塑性プラスチックで形成された容器の製造の為の機械において、その使用状態が、固定装置を制御する為に第1の作動装置76を使用することと、それによって成形型ユニットが装備される開/閉装置を制御する為に第2の作動装置78を使用すること、を選択できる制御モジュール70と、選択的に対応される少なくとも1つの成形型ユニットを備えている。
(もっと読む)
樹脂成形部品及びその成形方法並びに車両用インストルメントパネル
【課題】インストルメントパネルの軽量化及び低コスト化を図る。
【解決手段】本発明の樹脂成形部品の成形方法は、それぞれ熱可塑性を有する樹脂製とされた第一シート材62及び第二シート材64を個別に加熱して軟化させる加熱工程と、第一シート材62及び第二シート材64を軟化させた状態で、第一シート材62のうちの一部に第二シート材64を重ね合わせて重ね合わせシート76を形成すると共に、真空成形用の成形機70に重ね合わせシート76をセットするシート材セット工程と、成形機70によって重ね合わせシート76を真空成形することにより、第一シート材62における第二シート材64と重ね合わされた部分以外の部分に一般ダクト部56(浅絞り部)を形成し、第一シート材62における第二シート材64と重ね合わされた部分にデフロスタノズル38の前側壁部48(深絞り部)を形成して、下側パネル26を得る成形工程と、を備えている。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
成形歪が抑制されたポリエステル樹脂製容器及びその製造方法
【課題】延伸倍率が高い場合にも賦形性に優れ、過剰延伸による白化が起きることなく、優れた耐熱性を有するポリエステル樹脂製容器を提供することである。
【解決手段】少なくとも、口部、胴部及び底部を有するポリエステル樹脂製容器であって、前記胴部の最大幅を有する位置において、結晶化度が28乃至42%の範囲にあり且つTMA測定による熱収縮が50μm未満であることを特徴とする。
(もっと読む)
真空に関連した力に反応する容器の底部構造
【課題】ホットパック充填によって発生する真空圧を調節することができ、かつ実質的な構造を持たない側壁を備えたガラス容器の外観を模倣して、滑らかなガラス様の外観を可能にする改良版のプラスチック容器を得る。
【解決手段】真空圧力吸収に適応した底部40を備えたプラスチック容器10である。底部40は、その表面で容器を支える接触リング34と、起立壁と、中心部とを備えている。起立壁は、接触リング34と隣り合い、接触リング34をほぼ取り囲んでいる。中心部は、中心上げ底部40と、中心上げ底部40をほぼ取り囲む反転リング42とによって少なくとも部分的に形成されている。中心上げ底部40および反転リング42は、容器内に発生した真空力を調節するために可動である。
(もっと読む)
補強要素を備えるプリフォーム及び容器
本発明は、少なくとも一つの細長い補強要素210を備え、射出成形により得られる容器300の為のプラスチック製プリフォーム200に関する。本発明は、そのようなプリフォーム200から吹き出し成形され、少なくとも一つの補強要素320を備え、連続したスムーズな外部表面310bを有する容器300に更に関する。 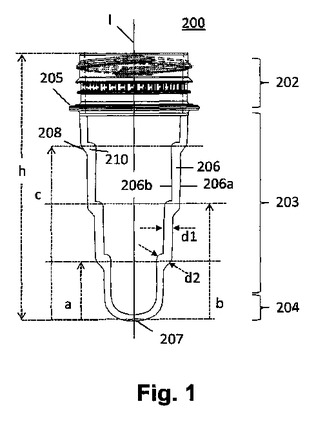 (もっと読む)
(もっと読む)
偏平容器のブロー成形方法
【課題】一般的な形状のプリフォームを用いて吊具が一体成形された均一な肉厚の偏平容器を製造可能な吊具付きの偏平容器のブロー成形方法を提案すること。
【解決手段】試験管状の一般的なプリフォーム11を型開き状態にある左右のブロー成形用割型31、32にセットして型締めを行う前に、吊具成形用割型33、34を降下させてプリフォーム11の底部14を両側から挟持して引き上げて、プリフォーム11を延伸させる。延伸後にブロー成形用割型31、32の型締め動作を行いながら、プリフォーム11に低圧ブローエアーを導入してフリーブローを行う。フリーブローされたプリフォーム11をブロー成形用割型31、32で偏平形状となるように押圧し、型締後に高圧ブローエアーを導入して偏平容器に成形すると同時に吊具成形用割型33、34を最終型締して吊具4を偏平容器の底部にプレス成形する。
(もっと読む)
ブロー成形用バルブブロックのブロー成形用バルブ
本発明では、ブロー成形用バルブ(400)が提供される。ブロー成形用バルブ(400)は、制御圧力チャンバ(408)と、プロセスガスチャンバ(450)と、ピストン穴(413)とを備えるブロー成形用バルブブロック(401)の内部に配置されるように構成されている。ブロー成形用バルブ(400)は、制御圧力チャンバ(408)及びピストン穴(413)の一部分において可動である制御ピストン(402)を備え、制御ピストン(402)が、制御圧力の供給に流体連通している。ダイアフラム(405)が設けられ、プロセスガスチャンバ(450)と制御ピストン(402)との間に流体を漏らさない障壁をもたらすように、プロセスガスチャンバ(450)と制御ピストン(402)との間に配置される。  (もっと読む)
(もっと読む)
アクリル樹脂成型品の製造方法
【課題】多様な筒形状のアクリル樹脂成型品を製造できる方法を提供する。
【解決手段】アクリル樹脂成型品の製造方法は、円筒状のアクリル樹脂パイプ10を加熱炉に入れて加熱する加熱ステップと、加熱ステップで加熱したアクリル樹脂パイプ10を、所定形状のキャビティ45を有する成形型40に、両端部12が保持された状態にセットする型セットステップと、型セットステップで成形型40にセットしたアクリル樹脂パイプ10にガスを注入して、成形型40のキャビティ45の形状に沿うように膨張させるガス注入ステップと、を備える。
(もっと読む)
ブロー成形システムのバルブ・ブロック・アセンブリ
本発明によって、ブロー成形システム用のバルブ・ブロック・アセンブリ(300)が提供される。バルブ・ブロック・アセンブリ(300)が、バルブ・ブロック・ハウジング(301)と、該バルブ・ブロック・ハウジング(301)に形成された引き伸ばし棒穴(304)において長手軸(324)に沿って可動である引き伸ばし棒(303)とを備えている。さらにバルブ・ブロック・アセンブリ(300)は、前記バルブ・ブロック・ハウジング(301)に組み合わせられ、前記引き伸ばし棒(303)から離れて位置している1つ以上のバルブ(302a)を備える。前記1つ以上のバルブ(302a)の各々が、前記引き伸ばし棒(303)の長手軸(324)に略平行な長手軸(325)を有するバルブピストン(323)を備える。  (もっと読む)
(もっと読む)
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式で容器を成形することができることに加えて、必要に応じてプリフォーム成形手段のみを作動せしめてプリフォームを成形し、かかるプリフォームを適宜に排出して、上記2ステージ様式で容器を成形するためのプリフォームとして保管することができる成形装置を提供する。
【解決手段】合成樹脂製プリフォームを成形するためのプリフォーム成形手段、プリフォームを排出するためのプリフォーム排出手段、プリフォーム貯留手段、プリフォームの口頸部を加熱して結晶化するための結晶化手段及びプリフォームをブロー成形して容器せしめるブロー成形手段を具備する成形装置。かかる成形装置は、更に、プリフォーム成形手段によって成形されたプリフォームを、選択的に、プリフォーム貯留手段に移送し或いはプリフォーム排出手段に移送するための第一のプリフォーム移送手段、プリフォーム貯留手段に貯留されているプリフォームを該ブロー成形手段に移送するための第二のプリフォーム移送手段を具備する。
(もっと読む)
プリフォームの排出装置
【課題】プリフォームを搬送系路から排出する際にプリフォームに下向きの外力を加えて迅速に排出することができるとともに、外力を受けて落下したプリフォームが排出用シュートから飛び出すことなくスムーズに滑落させることができるプリフォームの排出装置を提供する。
【解決手段】搬送装置からプリフォーム1を排出するための排出位置に設置され、プリフォームに下向きの外力を加えてプリフォーム1を強制的に落下させる外力付与手段25と、排出位置に設置され、落下するプリフォーム1を受けて排出する排出用シュート30とを備え、排出用シュート30は、水平面に対して所定の角度だけ傾斜して配置された案内板31と、案内板31の上面に多数の樹脂製線材33を重ね合わせて敷き詰めるとともにこれら樹脂製線材33の上端部を束ねた樹脂製線材束からなる衝撃吸収部材34とからなる。
(もっと読む)
延伸ブロー成形された容器および方法
容器を作るための方法が開示されている。1つの実施例において、この方法は、プリフォームを用意(提供)するステップ、プリフォームの少なくとも一部に熱あるいはエネルギーを加えないし供給してこの部分の温度を上昇させてプリフォームの内面を加熱するステップ、およびプリフォームにエアフローを供給するステップを含んでいる。1つの実施例において、加熱されたプリフォームの一部における内面と外面との間の温度差を約20°F以内に維持するためのエアフローは少なくとも約2,200フィート/分である。プリフォームは次いでブロー成形され容器が形成される。本願発明の実施例では、ポリプロピレン製容器の高速製造のために、ポリプロピレン製のプリフォームが射出遠心ブロー成形(ISBM)技術と関連付けて使用される。  (もっと読む)
(もっと読む)
滅菌容器を延伸ブロー成形またはブロー成形して充填するための方法および装置
【課題】ブローモジュールを含む容器処理装置内で予備成形体の滅菌容器をブロー成形して充填するための新規な方法を提供すること。
【解決手段】本発明によれば、予備成形体(P)が加熱装置(H)から輸送装置(3)を介してブロー金型へ移送され、容器(T)が充填機へ輸送されて充填され、予備成形体(P)および容器(T)にそれぞれ滅菌処理が行なわれ、加熱装置(H)とブローモジュール(B)との間で予備成形体(P)に主滅菌処理が行なわれ、充填機(F)へ向かう輸送経路で容器(T)に後段滅菌処理のみが行なわれる。この方法を行なうのに適した装置は、加熱装置(H)とブローモジュール(B)との間に主滅菌モジュール(HS)を備えるとともに、ブローモジュール(B)と充填機(F)との間に後段滅菌モジュール(NS)を備える。
(もっと読む)
2パーツ型注出口付き延伸ブロー成形容器
【課題】プリフォームを延伸ブロー成形した容器の注出口に該当する部位に、別途に射出成形した注出口部を融着して得られる2パーツ方式の注出口付き延伸ブロー成形容器であって、容器の膜厚制御や容器の底隅部の形状制御が容易に成形できる延伸ブロー成形容器を提供することにある。
【解決手段】
プラスチック樹脂にて射出成形された筒状の注出口部Bと、該プラスチック樹脂と同種の樹脂にて射出成形された有底プリフォームAを用いて延伸ブロー成形された有底筒状の胴体部Dとから構成され、前記注出口部Bの開口下端部と胴体部Dの開口上端部とが各々接合部にて溶融接着している。
(もっと読む)
プレフォームを加熱する方法
本発明は、半径R、材料厚t及び材料吸収スペクトルにより特徴づけられるプレフォーム1を加熱する方法を説明する。当該方法は、所望の温度プロフィールTdに依存して、プレフォームの半径R及び材料厚tに基づいてプレフォーム1に対する所望の実効吸収係数αeffを選択するステップと、実効吸収係数αeffを満たすための吸収スペクトルの吸収係数に基づいて編集される波長スペクトルを持つ放射線を有するレーザ放射ビームLを生成するステップと、プレフォーム1を加熱するためにレーザ放射ビームLをプレフォーム1に向けるステップとを有する。本発明は、更にプレフォーム加熱システム10のレーザ放射生成ユニット9を制御するための駆動装置7及びプレフォーム加熱システム10を説明する。 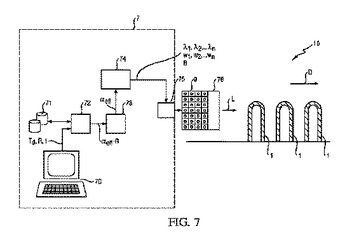 (もっと読む)
(もっと読む)
プラスチック予備成形品を容器に変形させる装置およびその方法
【課題】ブロー成形機の洗浄を単純化し、自動化されたブロー金型の洗浄方法を提供する。
【解決手段】内部でプラスチック予備成形品を容器に変形させることが可能であるキャビティを形成する少なくとも1つのブロー金型2と、前記プラスチック予備成形品に媒体を加えて、前記キャビティを区切る前記ブロー金型2の内壁8に対して前記プラスチック予備成形品を伸張させる加圧デバイス(ブローノズル)と、前記プラスチック予備成形品をその長手方向に延伸させる延伸ロッド12と、前記ブロー金型2の領域を洗浄する洗浄デバイスとを備え、該洗浄デバイスは前記ブロー金型2を洗浄する洗浄媒体の吐出口14を少なくとも1つ備え、該吐出口14は少なくとも一時的にブロー金型中に配置されて、金型を洗浄する。
(もっと読む)
合成樹脂製カップ状容器
【課題】 本発明は、目的に応じてフランジの所定部分を熱結晶化領域として必要な耐熱性、蓋材のシール性、外観性等を有したカップ状容器を提供することを課題とするものである。
【解決手段】 合成樹脂製カップ状容器において、フランジの、全厚さに亘る範囲や、上面側部分や、下面側部分や、中間部分を除いた上面側部分と下面側部分等の所定部分を熱板での予熱とその後のレーザー光照射による熱結晶化領域とする。
(もっと読む)
101 - 120 / 655
[ Back to top ]