
Fターム[4F208MA05]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | マッチドモールド (238)
Fターム[4F208MA05]に分類される特許
221 - 238 / 238
ポリプロピレン系樹脂発泡シートまたはポリプロピレン系樹脂積層発泡シート及びその成形体
【課題】 成形時のドローダウンが少なく、かつ成形時の伸びが良好であり、仕切り型や深型の容器成形、容器ごとに周期的な模様の入った容器の成形が可能なポリプロピレン系樹脂発泡シートまたはポリプロピレン系樹脂積層発泡シート、および、これらを加熱成形して得られる成形体を提供する。
【解決手段】 190℃の雰囲気下に1分間放置した際のポリプロピレン系樹脂発泡シートの巻取り方向および幅方向での加熱収縮率を共に0〜5.0%とすることにより、上記特性を有するポリプロピレン系樹脂発泡シートを、さらには、ポリプロピレン系樹脂積層発泡シートを得ることができる。
(もっと読む)
シートプレス機

【課題】 シート成形品を効率よく形成することができるシートプレス機を提供する。
【解決手段】 第1の固定プレート20と可動中間プレート40との相対する面にそれぞれ装着されて対をなす両成形型22、28を有する第1の成形型装置21と、第2の固定プレート30と可動中間プレート40との相対する面にそれぞれ装着されて対をなす両成形型32、38を有する第2の成形型装置31と、を備える。可動中間プレート40が横方向に往復動作されることで、第1の成形型装置が型締め・型開き動作される一方、第2の成形型装置21、31が型開き・型締め動作される。そして、第1、第2の成形型装置21、31にシート材100が交互に供給されプレス加工されることで、所定形状のシート成形品105を形成する。
(もっと読む)
フランジ付容器のフランジ成形方法、フランジ付容器、及び易開封性容器

【課題】
フランジ付容器のフランジに突起部を形成するにあたり、形成される突起部の寸法管理を容易にし、フランジに蓋材をヒートシールする際に、突起部が溶融押圧されて形成される樹脂溜まり片を、形状再現性よく形成できるフランジ付容器、及びそのような樹脂溜まり片が形成された易開封性容器を提供する。
【解決手段】
一対の下金型12及び上金型13を備え、下金型12と上金型13は、熱可塑性樹脂シート16のフランジ4に対応する部分をフランジ把持面122,132にて把持し、協動してフランジ付の容器1のフランジ4を成形する成形型10において、上金型13のフランジ把持面132に溝部133を形成し、かつ、溝部133に連通するとともに型外に開口する通気孔134を上金型13に備える。
(もっと読む)
発泡ポリエチレンテレフタレートシートの成形方法
【課題】 発泡ポリエチレンテレフタレートシートを用いて製品を成形する際に、厳しい成形条件であっても、引き込みしわが表面に形成されないようにし、常に外観の綺麗な成形品を得ることのできるようにする。
【解決手段】 発泡ポリエチレンテレフタレートシート4を表層の結晶化が促進する温度で加熱ロール6aにより表面処理する。室温程度に高温した後、結晶化は促進しないがシートの成形は可能となる温度に加熱部2により加熱する。加熱された発泡ポリエチレンテレフタレートシート4を該加熱されたシートの温度より低い温度に維持された一対の成形型3a,3bで挟持して所定形状に成形する。
(もっと読む)
モールド成型/一体化タッチ・スイッチ/コントロールパネル・アセンブリおよびその製作方法
本発明は、一体化タッチスイッチ/コントロールパネル・アセンブリを製作するために、一体化された熱成型可能な射出成型された基板を備えたタッチスイッチの一体化に関する。このアセンブリは尾根、窪み、アンカー、重なり部、リベット、ベゼルまたは他のハウジングを含む。それらは平坦面、湾曲面の任意の組み合わせを持つことができる。さらに、そのようなアセンブリを自動車など、他のアセンブリの部材に組み込むことができる。  (もっと読む)
(もっと読む)
キャリアテープの製造装置および製造方法
【課題】 製造装置全体をコンパクト化させて安価な設備とすることができ、調整等が不要で、熟練を要することなく、高精度にキャリアテープの製造ができる製造装置および製造方法を提供する。
【解決手段】 送り孔とポケット部を複数有するキャリアテープ2の製造装置であって、この製造装置は、予め送り孔が形成されているキャリアテープ2を巻き取り保持したテープ供給装置1と、このテープ供給装置1から供給されるテープ2を加熱するヒーター41a,42aと、テープ2にポケット部を形成する成形部41b,42bが一体化された成形装置4を主体として構成されている。
(もっと読む)
食品容器製造用シート、食品容器及びその製造方法
【課題】 レトルト容器として、充分なガスバリヤ性を備え、レトルト食品製造時の高温度長時間の加熱に耐え、二次成形によって容器を所望の形に成形できて、使用後の処分も容易であるような食品容器を提供しようとする。また、その食品容器を製造するためのシートと、そのシートを使用した食品容器の製造方法を提供しようとする。
【解決手段】 メタキシリレンジアミンとアジピン酸とを重縮合させて得られたポリアミド樹脂のフィルムの両側に、接着樹脂フィルムを介して、熱可塑性ポリエステル樹脂のフィルムを貼り合わせてなる積層シートにおいて、熱可塑性ポリエステル樹脂に結晶核剤を含ませて、しかもその結晶率を10%以下としたものをシートとする。このシートを成形したあとで、成形体を熱可塑性ポリエステル樹脂のガラス転移点以上に加熱して、結晶率を20%以上にして食品容器とする。
(もっと読む)
中空容器サンプル品の製造方法
【課題】液体等を実際に入れることができ、中空容器からの液体の実際の出方や空気の出入り等の機能面での確認、並びに量産前の中空容器の製造ラインにおける適性確認や調整等を行うことができ、強度面や質感においても実物と略同じものが得られ、更に、製造に要するコストや時間の削減をも図り得る中空容器サンプル品の製造方法を提供する。
【解決手段】半割部品2を熱可塑性樹脂2aの熱成形によって成形加工し、半割部品2の接合部端面を平滑仕上すると共に、その接合部端縁内面側に、半割部品2同士の接合時に相手方の半割部品2の接合部端縁内面側に係合するズレ止め用のパッチ3を貼り付け、パッチ3が相手方の半割部品2の接合部端縁内面側に係合するよう半割部品2同士を組み付けて接合し、その接合部表面を滑らかに仕上げ且つ接合部内面に樹脂コーティングを施すことにより、中空容器サンプル品1を製造する。
(もっと読む)
少なくとも一つの挿入体を有する中空体の製造方法及び装置
【課題】少なくとも一つの一体化された挿入体を有する中空体を速く、且つ極めて定性的な方法で製造し得るツインシート法による製造方法とその装置の提供。
【解決手段】熱可塑性未成形体11,12が単一の閉鎖可能な機械ハウジング22内に供給されて別個に、同時的に成形体12’に成形され、その後少なくとも一つの挿入体33が上記成形体内に挿入・固定され、成形体が押し付けられて接合され一体化される。この装置10は、二つの成形ステーション14及び15及びそれぞれ対応する成形手段31及び30と加熱手段25及び24を備え、挿入体を有する成形体12’は、他方の成形体11’に接触し且つ接合するために、対応する成形手段31の移動部32によって移動される。
(もっと読む)
積層シート、当該積層シートからなる容器、及び当該容器の製造方法
【課題】防湿性、保形性、剛性に優れ、製造時に熱板への付着や打ち抜き時の打ち抜き部における樹脂ヒゲの発生を防止して、安定した容器の製造を行うことができる積層シート、当該シートからなる容器、及び当該容器の製造方法を提供すること。
【解決手段】ポリスチレン系樹脂層2と、ホモポリプロピレン及び/またはブロックポリプロピレンからなるポリプロピレン樹脂層3を含み、ポリプロピレン樹脂層3のメルトフローレート(MFR)が12g/10分以下、厚みが15〜60μmであり、総厚みが800μm以下である積層シート1、この積層シートからなる容器10、及び、当該積層シート1の上下方面から熱板を面接触させて加熱する加熱工程と、加熱された積層シート1を熱成形して容器形状とする熱成形工程と、容器形状となった積層シート1から容器10を打ち抜く打ち抜き工程と、を含むことを特徴とする容器の製造方法。
(もっと読む)
高密度ポリエチレン樹脂製発泡シート、およびこのシート製容器の製造方法
【課題】 発泡シート製造時の押出し特性に優れ、剛性、弾性率、断熱性、耐寒性、緩衝性などに優れ、各種容器などに二次加工できる高密度ポリエチレン系樹脂製発泡シート、および耐熱性に優れた容器の製造方法を提供すること。
【解決手段】 第一発明は、密度が0.942〜0.968、MFRが0.1〜0.9g/10分、溶融張力が2〜15gの高密度ポリエチレン系樹脂(A)75〜93重量%と、MFRが1〜10g/10分、溶融張力が15〜25gのポリプロピレン系樹脂(B)25〜7重量%とを含む樹脂脂組成物よりなり、発泡倍率が1.1〜5.0倍、厚さが0.5〜3.0mmの高密度ポリエチレン系樹脂製発泡シートを要旨とし、第二発明は、特定の条件で製造する耐熱性に優れた容器の製造方法を要旨とする。
(もっと読む)
自己強化された熱可塑性プラスチック材料からプラスチック部品を製造する方法、装置、および、そのプラスチック部品
【課題】本発明は、自己強化された熱可塑性プラスチック材料をベースに、プラスチック部品、特に旅行かばんの外殻の新しい生産物および方法を提供する。本発明は、自己強化された熱可塑性プラスチック材料から、プラスチック部品1、特に旅行かばんの外殻を製造する方法、自己強化された材料で形成されるプラスチック部品1、およびそのプラスチック部品、特に旅行かばんの外殻7を製造する装置に関する。その方法は、その材料(薄板)に、全ての連続する部品の形作りおよび/または成形中に、少なくとも部分的に薄板を引っ張る工程から成り、部品の予備成形物を残部薄板から除去して部品を形成する。本発明は、自己強化された熱可塑性プラスチック材料の使用をベースにした超軽量の旅行かばんの外殻7の製造を可能にし、その製造は、生産物の最終仕上げまでの全ての製造工程中で、常にその材料を引っ張ることによりさらに強化される。 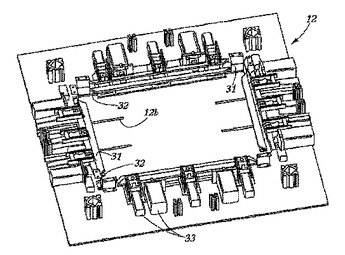 (もっと読む)
(もっと読む)
構造強化樹脂物品及びその製造方法
造形多層物品の形成方法は、強化樹脂基板を熱成形温度に加熱して加熱基板とし、加熱基板の表面を造形表面部品の表面と接触させ、このとき加熱基板はその表面に、加熱基板を造形表面部品に結合するのに十分な濃度の加熱樹脂を含有し、加熱基板を約500psi(3447kPa)以下の圧力で熱成形して熱成形基板の表面と造形表面部品の表面との界面に結合を形成する工程を含む。 (もっと読む)
容器成形法
プラスチック物質の下型(51)の成型、および、容器(4)を得るための前記下型(51)の伸張が含まれる方法で、前記成型に前記伸張が行われる鋳型手段(2)における前記下型(51)の圧縮成型が含まれ、前記伸張の前に、前記下型(51)を得るための前記鋳型手段(2)において一定投与量のペースト状態プラスチック材料(55)の成型が行われる、容器(4)を得るための鋳型手段(2)における下型(51)の伸張が含まれる方法。装置には鋳型手段(2)の成型、前記鋳型手段(2)中での下型(51)の伸張用の押し抜き手段(40)、前記押し抜き手段(40)と協働する、せり上げ手段(30)が含まれ、前記押し抜き手段(40)と前記せり上げ手段(30)により、前記押し抜き手段(40)と前記せり上げ手段(30)が協働して前記下型(51)を得るためのプラスチック材料(50、53、55)の半完成品の圧縮成型用の成型ユニットが定められる構成、ならびに、前記押し抜き手段(40)と前記せり上げ手段(30)が協働して容器を得るための前記下型の伸張ユニットが定められる追加の構成が特定される。 (もっと読む)
複数片構成部品の製作法
複数の構成部品(1、10;32)からなるカプセル組立製品(21、41)向けの処理が公開される。各構成部品が少なくとも部分的なカプセル化によって順番に形成されることによって、接着、釘打ちの必要が避けられるかあるいはさもなければ構成部品の個々の要素(2〜4,11〜12,15;31)が所定位置に固定される。該構成部品は後続のカプセル化段階に先だって容易に貯蔵そして/または操作可能である。多数のワイヤリングハーネス(1,10)が含まれるケーブルトレイ(21)および多段パレット(41)の製作が具体的に公開される。
 (もっと読む)
(もっと読む)
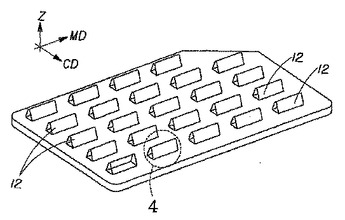
開口部を備えたフィルム
開口部を備えたフィルムウェブが開示される。ウェブは、第一の分子配向を有する複数の第一の領域と、第二の分子配向を有する複数の第二の領域とを含み、第一及び第二の領域は、第一の方向で交互にならびかつ隣接する概ね線状の関係にあり、第二の分子配向は、第一の方向に概ね直交しており、並びにここで第二の領域は、孔を有し、その中に開口部の輪郭を定めている。
 (もっと読む)
(もっと読む)
プラスチックエンボスキャリアテープ装置及び方法
エンボスキャリアテープ製造装置は、テープの形成、充填及び密封等の他の加工が一つの統合加工において連続的に実施されるように、他の加工装置と一体化するための特徴を含む。本装置はエンボスする前にテープを加熱する引き込み式接触局所ヒータを、加工が休止され得るようにヒータ及びテープ間に配置可能な独特の熱シールド装置と共に含む。また、他のキャリアテープ加工装置の入力速度に適応するために、キャリアテープエンボス加工が自動的に休止され得るように、同期装置は統合される。 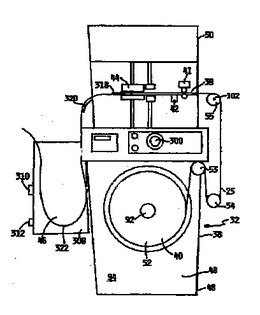 (もっと読む)
(もっと読む)
加飾用柄材及びそれを用いた加飾用モールディングコンパウンド並びにそれを用いた加飾成形品
【課題】 不飽和ポリエステル樹脂を用いた基材との接着性に優れ、しかも耐溶剤性に優れた飽和ポリエステル樹脂フィルム片からなる加飾用柄材及びそれを用いた加飾用モールディングコンパウンド並びにそれを用いた加飾成形品を得る。
【解決手段】 この加飾用柄材は、飽和ポリエステル樹脂フィルム片の全表面に、不飽和ポリエステル樹脂塗料又はポリウレタン塗料による着色硬化皮膜が形成されてなる。この加飾用柄材を用いて加飾用BMC又はSMCを得る。また、この加飾用BMC又はSMCからなる表面材と加飾用柄材を含有しない繊維補強熱硬化性樹脂成形材料(汎用のBMC又はSMC)からなる裏側材とを重ね、これを金型内で熱圧成形することにより加飾成形品を得る。
(もっと読む)
221 - 238 / 238
[ Back to top ]