
Fターム[4F208MA05]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | マッチドモールド (238)
Fターム[4F208MA05]に分類される特許
121 - 140 / 238
熱成形された物品を製造する方法及びその製造のための器具

本発明は、相並んで隣接する機能的領域の間に、機械的に弱い部分を有する、食品包装体又はその一部等の熱成形された物品を製造する方法であって、上記物品は、利用者側の使用の範囲で、機械的に弱い部分で、少なくとも部分的に分離され、その製造は、上側器具と下側器具を有する熱成形器具内で行われ、機械的に弱い部分は、成形される材料が熱成形器具内に存在する期間において、三次元的な広がり(延長)で与えられる方法に関し、及び上記方法を行うための器具に関する。 (もっと読む)
深絞り容器成形方法
本開示は、少なくとも一つの成形凹み(例えば、ブリスター)を持つ、単位容量包装物(特に、薬剤投与剤形の単位用量包装物)用の成形物品を製造する工程を示す。特定の実施形態において、この工程の第一のステップは、第一プランジャーを該押し抜き機開口部に打ち込んで該フィルムに一次外形を形成する(該外形は成形凹みの少なくとも100%そして最大150%の深さを有する)工程に関する。第二の段階は、第二プランジャーを該一次外形に、該一外形の深さよりも浅い深さに打ち込んで、該第二プランジャーは、該一次外形と実質的に同一の面積比を有する成形凹みに異なる幾何学的形状を形成する工程に関する。 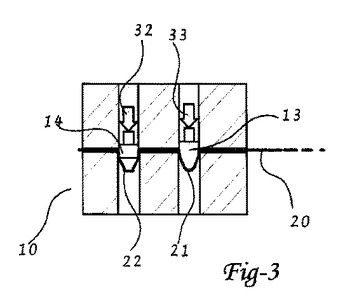 (もっと読む)
(もっと読む)
熱可塑性樹脂の成型装置

【課題】 非加熱状態の金型を用いて、スタンピング方式での樹脂成型を可能にし、作業性を改善する。スタンピング方式を改良することで、複雑な立体形状の樹脂成型を可能にする。
【解決手段】立体成型品12の外殻部14を展開した形状の熱可塑性樹脂シート16を、軟化温度以上であって、溶融流動開始温度未満の温度に予備加熱し、非加熱状態の2以上の金型20で樹脂シート16全面を包囲して、展開した形状の樹脂シート16を折り曲げながら加圧成型して、立体成型品12を得る。常温の加熱しない金型を使用するので、プレス装置の加熱冷却制御が不要であり、成型後短時間で製品を取り出すことができる。従って、加熱プレス装置を使用する場合に比較して生産速度を十分に引き上げることができる。
(もっと読む)
熱成形体の製造方法
【課題】耐衝撃性及び耐熱性を保持すると共に、熱成形時の成形加工性が良好な熱成形用ポリ乳酸系重合体組成物、及び熱成形用ポリ乳酸系重合体シート、並びにこの熱成形用ポリ乳酸系重合体シートを用いた熱成形体を提供することを目的とする。
【解決手段】所定の実質的に非晶性のポリ乳酸系重合体と、所定の結晶性のポリ乳酸系重合体とを所定割合で混合した熱成形用ポリ乳酸系重合体組成物を用いて熱成形用ポリ乳酸系重合体シートを得、得られた熱成形用ポリ乳酸系重合体シートを用いて、所定の条件を満たす成形温度で熱成形する。
(もっと読む)
包装容器とその製造方法
【課題】簡単な方法により短時間で凹凸が形成された合成樹脂製の容器を形成可能な包装容器とその製造方法を提供する。
【解決手段】熱可塑性樹脂製の一枚のブランクシート16から一体的に打ち抜かれた箱体形成片から成り、箱体形成片には加熱したスタンプ版18を押圧して形成された凸部14を備える。スタンプ版18は、縦横に対称な複数の線状の形状であり、凸部14は、スタンプ版18に接触した部分の外側がブランクシート16に対して一定深さにくぼんだ側周面14aと、側周面14aの先端に連続し押圧面に対して略平行な端面14bから成る。
(もっと読む)
内装品の真空成形機
【課題】表皮材の熱溶融性接着剤が塗布された発泡層を基材に接着させる際に、接着させたくない基材領域或は発泡層が直接セットされる型面領域に対する非着用の前処理を不要にし得る内装品の真空成形機を提供する。
【解決手段】吸気路付きの基材がセットされる基材用凸状真空吸引型18と、表皮全域の表面形状に対応する型面7bを有する表皮材用凹状真空吸引型7とを備え、表皮11が接合され、熱溶融性の接着剤13が塗布された熱可塑性の発泡層12付きの扁平状表皮材10が、基材に加温処理されてセットされた状態で型締めして双方の金型から真空吸引して、発泡層12を基材に接着して表皮材10を賦形するようになった内装品の真空成形機において、発泡層12を接着させたくない非着基材・型面領域を占める基材用凸状真空吸引型18の部分に、発泡層12を接着させない程度に非着基材・型面領域を冷却する冷却機構20が組込まれる。
(もっと読む)
トリミング装置及びその制御方法
【課題】成形用シートの歩留まりを向上させ、成形品のコストを低減させることを課題とする。
【解決手段】成形用シートS1に形成された成形品P1を一度に複数個トリミングし、複数の前記成形品P1で囲まれた部分の前記成形用シートS1をスクラップS3としてトリミング時に分離するトリミング機構20と、分離後のスクラップS3を回収する分離スクラップ回収機構50とを設ける。分離スクラップ回収機構50は、分離後のスクラップS3を保持可能な分離スクラップ保持機構60と、上側切断部22と下側切断部26とが離反したときに上側切断部22と下側切断部26との間に進入して分離スクラップ保持機構60により保持されたスクラップS3を吸引して回収する吸引回収機構70とを有してもよい。
(もっと読む)
チューブ容器の加飾方法及びチューブ容器
【課題】模様の自由度を高く保ちつつ、手間をかけずに、チューブ容器に加飾を施すこと。
【解決手段】チューブ容器1の加飾部2に対して加飾を施すチューブ容器の加飾方法であって、加飾部2の内部に凹凸模様11を有する金型10を配設し、加飾部2の外部の金型10と対向する箇所に弾性部材20を配設し、弾性部材20に当接して弾性部材20を加熱する加熱手段30を配設する準備段階と、加熱手段30により弾性部材20を加熱しつつ、弾性部材20を金型10に対して押圧して加飾部2を変形させる加熱変形段階と、を有することを特徴とする。
(もっと読む)
乳酸系ポリマーを含む多層シートおよび成形品
【課題】透明性、耐熱性および生産性に優れた乳酸系ポリマー組成物を含む多層シート、該多層シートからなる成形品および該成形品の生産性に優れた製造方法を提供すること。
【解決手段】本発明の多層シートは、乳酸系ポリマー及び有機結晶核剤を含む結晶化可能な乳酸系ポリマー組成物からなる層(X)を少なくとも1層と、非晶性の乳酸系ポリマーを含む層(Y)を少なくとも2層とを有する多層シートであって、該多層シートの両側の最外層が前記層(Y)であり、該有機結晶核剤が、110℃でのポリ乳酸に対する溶解度が1.0×10-5以上である少なくとも1種のエチレンビスカルボン酸アミドを含む。
(もっと読む)
弾道複合体のマイクロ波加工
本発明は弾道抵抗性製品の製造に関する。成形前に、慣用の予熱方法の代替手段としてマイクロ波エネルギーを用いて弾道抵抗性布帛を加熱すると、加熱時間が短縮し製造効率が向上する。 (もっと読む)
中空構造板の製造方法及びその製造装置
【課題】押出し成形された二枚の熱可塑性樹脂シートの中空凸部加工と溶融接合を確実かつ短時間に行う。
【解決手段】二枚の熱可塑性樹脂シートを減圧チャンバ内に導入し、該減圧チャンバ内に配置された上下一対のエンボスローラの周面に各樹脂シートを吸着させて両エンボスローラに突設されたピン形状に応じて各樹脂シートに多数の中空凸部を形成するとともに、両エンボスローラの接線位置で前記中空凸部の端面同士を連続して熱融着することにより、中空構造板を製造する。減圧チャンバのシート導入用開口部上下に、前記各エンボスローラの接線方向に向けて傾斜する導入ガイドを配置するとともに、導入ガイド間において、前記樹脂シート間に非接触状態で配置される熱融着用の加熱手段を設け、前記減圧チャンバ内における前記各樹脂シートの対向面を大気圧に保持し、その反対面が減圧される。
(もっと読む)
真空成形型及びそれを使用した真空成形方法
【課題】簡単な構成で深絞り部における表皮材の擦れや破れが抑制されるようにした真空成形型を提供する。
【解決手段】型面に突出部11aが形成された第一の型11と、型閉めの際に突出部11aが挿入される窪み部12aが形成された第二の型12と、を備えて、成形素材14を第一の型11と第二の型12の間に挟み込んで真空成形を行なう真空成形型10であって、第一の型11或いは第二の型12に設けた伸長部材11bが型閉め前に互いに離れている第一の型11と第二の型12の間に配置した成形素材14を伸ばして窪み部12a内面に当接させる。
(もっと読む)
プレプリント歪みを用いる熱成形物品の製造方法
熱成形物品は、画像を伴う。グリッド画像(12)を伴う第1のシート(10)と、少なくとも2つのキャビティを有する金型とを使用して、キャビティごとにグリッド歪みパターン(16、18)を伴う成形が行われる。初期画像(20、22)が、対応するグリッド歪みパターンと所望の画像とに基づいてキャビティごとに計算される。初期画像は、第2のシート(24)に適用される。第2のシート(24)と金型とを使用して、各物品が所望の画像に実質的に類似した歪んだ画像を伴う、少なくとも2つの物品が製造される。 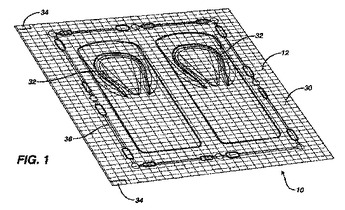 (もっと読む)
(もっと読む)
樹脂製容器の製造装置および方法
【課題】樹脂製容器の製造効率を高めることができる製造装置および方法を提供する。
【解決手段】成形シートBを成形する成形機2と、成形シートBを切断し個別の容器Cとする切断装置7と、容器Cを移送し他の容器Cに積み重ねる移送装置8とを備えた樹脂製容器の製造装置1。切断装置7および移送装置8をそれぞれ複数備え、成形シートBを複数の経路L1、L2で切断、移送できる。成形機2と切断装置7との間に、成形シートBを2つの複数の経路L1、L2に振り分ける振分け機構6が設けられている。
(もっと読む)
樹脂製容器の製造装置および方法
【課題】樹脂製容器の積み重ねを確実に行うことができる製造装置および方法を提供する。
【解決手段】樹脂シートに収容部を形成した成形シートを成形する成形機と、前記成形シートを切断し個別の容器とする切断装置23と、前記容器を移送し、他の容器Cに積み重ねる移送装置24とを備えた樹脂製容器Cの製造装置21。移送装置24は、容器Cを保持する容器保持部1と、容器保持部1を積み重ね位置P2まで移動させる移動機構2とを備えている。容器保持部1は、容器Cを保持する可動保持部材5と、可動保持部材5を昇降させる昇降機構10とを有する。可動保持部材5、容器Cを積み重ね位置P2で下降させることによって、容器Cの収容部を他の容器Cの収容部に嵌合させる。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】発泡樹脂基材とその表裏面側にそれぞれ一体化されるトップ層及び樹脂リブとからなる積層構造体を全体、あるいは一部に採用した自動車用内装部品並びにその製造方法において、外観性能を高め、かつ製作コストを低減化する。
【解決手段】ドアトリム20は、ドアトリムアッパー(積層構造体)30と、ドアトリムロア(樹脂単体品)40とから構成されている。ドアトリムアッパー30は、軽量でかつ保形性を有する発泡樹脂基材31と、その裏面に一体化される樹脂リブ32と、発泡樹脂基材31の表面側に射出成形されるトップ層33との積層構造体から構成され、射出成形によりトップ層33を成形することで、造形自由度を高めることができるとともに、かつ樹脂リブ32の収縮歪みが原因となる表面ヒケを防止でき、また、絞模様の転写も精度良く行なえる。
(もっと読む)
導電性樹脂成形体及びその製造方法
【課題】導電層を構成する極細導電繊維の脱落がなく、長期に亘って製造当初の導電性を維持できる導電性樹脂成形体と、その製造方法を提供する。
【解決手段】樹脂基体1の表面に極細導電繊維2aからなる導電層2が形成された導電性樹脂成形体Tであって、極細導電繊維2aが樹脂基体1の表面に埋入、固定されている構成とする。その製造方法は極細導電繊維を分散させた塗液を剥離フィルムに塗布、乾燥して形成した転写フィルムを射出成形金型又はプレス成形金型に配置し、樹脂基体の成形と同時に導電層を転写して極細導電繊維を埋設、固定する。
(もっと読む)
樹脂フィルム付き押釦スイッチ用部材の製造方法および成形用金型
【課題】
低コストにて、寸法精度の高い樹脂フィルム付き押釦スイッチ用部材の製造方法および樹脂フィルムを成形するための成形用金型を提供する。
【解決手段】
コア材の表面を樹脂フィルム10で覆う形態を有する樹脂フィルム付き押釦スイッチ用部材1の製造方法であって、金属製の凸金型26と金属製の凹金型22とを備えると共に、当該凸金型26における凸部25に隣接するベース面27に弾性体30が配置される成形用金型20を用いて、樹脂フィルム10を絞り成形する工程を含む樹脂フィルム付き押釦スイッチ用部材1の製造方法とする。
(もっと読む)
固体状態の引き伸ばしを用いる方法でフィルムおよび成形品を製造する時に有用なポリエチレン
本出願者らは特定のポリエチレン(PE)ホモ重合体またはエチレンとC3からC10
アルファ−オレフィン単量体の共重合体が他のポリエチレン樹脂よりも配向加工で用いるに適することを見いだした。1つの面におけるPEは、0.3g/10分から5.0g/10分のMFI、110℃から140℃の融点、0.912g/cm3から0.965g/cm3(%)の密度、10%以下のヘイズ値、少なくとも90の透明度および少なくとも60の光沢を示す。そのポリエチレンを加熱し、製品に成形し、冷却した後、その製品に延伸配向を受けさせる。1つの態様において、本ポリエチレンを用いて製造することができるフィルム、テープ、溶融押出し加工品、射出ブロー成形品、射出延伸ブロー成形品、鋳造品および熱成形品の厚みは0.1ミルから100ミルである。このポリエチレンはそのような用途で優れた弾性、じん性、引き伸ばしおよび光学特性を示す。  (もっと読む)
(もっと読む)
熱成形用シート材
【課題】熱成形を容易に行うことができると共に熱成形時に基材の通気性を損ない難く、しかも作業環境の汚染のおそれが少ない熱成形用シート材を提供する。
【解決手段】ポリウレタンフォーム等の合成樹脂発泡体からなる基材11の少なくとも片面に太さ10〜100μmの繊維状からなる熱可塑性合成樹脂21aを、基材11に対する付着量が5〜80g/m2となるように付着させて熱成形用シート材10とした。熱成形用シート材10を表皮材等と積層して熱プレスすることにより、繊維状からなる熱可塑性合成樹脂21aが再活性化して表皮材等と接着すると共に、熱成形用シート材10と表皮材等の賦形を行うことができる。
(もっと読む)
121 - 140 / 238
[ Back to top ]