
Fターム[4F208MA05]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | マッチドモールド (238)
Fターム[4F208MA05]に分類される特許
201 - 220 / 238
熱成形用ポリカーボネートシート
【課題】 本発明は、優れた熱成形性を有し、かつ、優れた耐衝撃性を有する熱成形に好適なポリカーボネートシートを提供する。
【解決手段】 粘度平均分子量が24,000〜29,000からなるポリカーボネートシートをガラス転移温度よりも15〜25℃高い温度で8分間加熱したときにシートが一方向に反ることを特徴とする板厚が1.5〜2.5mmの熱成形用ポリカーボネートシート。
(もっと読む)
部品包装用トレー及びその製造方法
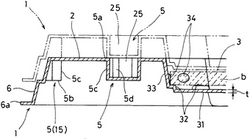
【課題】多段に積み重ねた場合の積み重ね荷重を安定性よく支えることができ、かつ輸送途中の衝撃や振動によって収納された部品がトレーに強く当接した場合の緩衝効果にすぐれる部品包装用トレーを提供する。
【解決手段】熱可塑性樹脂の発泡シートより成形され、少なくとも1つの収納凹部3を有し、収納凹部3に部品bを収納した状態で多段に積み重ねることができる包装用トレー1で、積み重ねのためのスタック部5を有するものにおいて、スタック部の少なくとも上面部5aと下面部5bを、収納凹部3の部分に対し0.1(g/cc)以上の密度差をつけて高密度に成形する。
(もっと読む)
熱可塑性樹脂プレス成形型物の製造方法

【課題】 生産性の低下を最小限にできるとともに、転写性に優れ、高品質外観を有する熱可塑性樹脂プレス成形型物が得られる成型方法を提供する。
【解決手段】 熱可塑性樹脂シートをプレス成型する際に、加熱時の金型温度(Th)をプレスする熱可塑性樹脂の熱変形温度より0℃〜100℃高くなるように設定し、冷却後の取出し時の金型温度(Tc)を熱可塑性樹脂の熱変形温度より0℃〜100℃低くなるように設定する(ただしTh>Tc)ことを特徴とする、
高品質外観を有する熱可塑性樹脂プレス成形型物の製造方法。
(もっと読む)
チューブ容器の肩部および口頸部に一体化成形して用いる上部部材の製造方法、およびその製造方法で製造された上部部材を用いたチューブ容器
【課題】 チューブ容器の肩部及び口頸部のガスバリヤー性を高めるために一体化成形して用いる上部部材の生産性、経済性に優れた製造方法と、その方法で製造された上部部材を用いたガスバリヤー性に優れたチューブ容器を提供する。
【解決手段】 上部部材の成形にアルミニウム箔の両面にポリオレフィン系樹脂フィルムを貼り合わせた複合シートを用い、その成形を、図1の工程(2)〜(6)に示すように、5段階に分けて雌雄の成形型を用いて常温で逐次的にプレス成形して上部部材を製造する。また、チューブ容器は、ガスバリヤー性を有する筒状の胴部の一端に、前記上部部材を肩部とそれに連続する口頸部の内面に挿入して、コンプレッション成形又は射出成形により外側成形樹脂で一体化成形して作製する。
(もっと読む)
熱成形品を製造する方法
(a)プロピレン樹脂を含むシートを形成する工程;(b)工程(a)で得られたシートを熱成形する工程を含む熱成形品を得る方法であって、プロピレン樹脂は以下の特徴:(a)4未満、好ましくは3未満の分子量分布Mw/Mn;(b)0.50%未満、好ましくは0.40%未満の13C−NMRで測定した2,1挿入;(c)0.1と1との間にあるωに対してeta*>3700ω(−0.13)を満足するeta*及び振動数ωの関係;d)5未満、好ましくは4未満、より好ましくは3未満のメルトフローレート(MFR)(ISO 1133)を有し、ポリプロピレン樹脂は(i)プロピレンホモポリマー又はエチレン又は式:CH2=CHZ(式中、Zは直鎖又は分枝C2−C20基である)のα−オレフィンの誘導単位0.1mol%〜10mol%を含むプロピレンコポリマー10〜100wt%;及び(ii)エチレン又は式:CH2=CHZ(式中、Zは直鎖又は分枝C2−C20基である)のα−オレフィンの誘導単位0.1mol%〜10mol%を含むプロピレンコポリマーであって、プロピレンコポリマー(i)とは異なるエチレン又は式:CH2=CHZのα−オレフィンの含有量を有するプロピレンコポリマー0wt%〜90wt%を含む、方法。 (もっと読む)
コンポーネントキャリヤおよび製造方法
キャリヤテープが、中に複数のコンポーネント受容ポケットが位置決めされた長手方向のストリップを含む。ポケット深さは、長手方向のストリップの厚さより大きい。隣接したポケットが、長手方向のストリップの厚さの約5倍未満の距離だけ隔置される。隣接したポケットを分離する側壁は、ポケット深さから、ポケットが受けるように構成されたコンポーネントの高さを引いたものより大きい高さを有する。キャリヤテープは、回転可能な工具と、工具に対向した適合可能な外側円周表面を有するニップロールとを提供することによって、製造される。工具の外側円周表面は、ポケットを形成するための突出部を含む。ポリマーウェブが、工具とニップロールとの間のニップに導入され、工具の円周表面上の突出部でエンボス加工される。 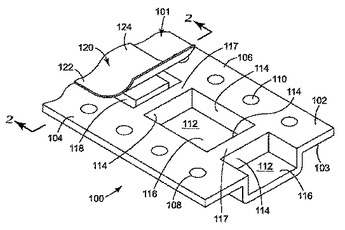 (もっと読む)
(もっと読む)
光透過性表示部を有する接着性表示シート及びその製造方法
【課題】光透過性の表示部の透過視認性に優れた接着性表示シートを提供する。
【解決手段】光透過性の表示部10を備える接着性表示シート2として、表示層4と、接着層12と、離型層14と、を備え、前記接着層12は紫外線硬化フィルム状接着剤から構成するようにする。こうすることで、接着性表示シートの付形時に加熱を伴って付形しても、接着層の透明性が低下することがなくなる。
(もっと読む)
プラスチック積層体の製造方法及びプラスチック積層体
【課題】本発明は、大型プラスチックミラー等の高精度なプラスチック積層体の製造方法及びプラスチック積層体に関する。
【解決手段】プラスチック積層体製造装置1は、プラスチック積層部材12にラミネートされている中間部材13のみを軟化変形させた状態で、プラスチック基材11でプラスチック積層部材12を下型部材6の鏡面8に押圧して、プラスチック積層部材12を、プラスチック基材11と密着一体化させるとともに、鏡面8の形状に補正加工するが、このとき、プラスチック基材11の裏面を、シリコーン樹脂等の弾性部材であるバックアップ部材9を介して上型部材7と接触させている。したがって、プラスチック基材11の裏面と上型部材7との間の隙間を無くして完全に密着した状態で上型部材7でプラスチック基材11を加圧することができ、鏡面8を忠実に転写することができる。
(もっと読む)
プラスチック積層体の製造方法及びプラスチック積層体
【課題】本発明は、大型プラスチックミラー等の高精度なプラスチック積層体の製造方法及びプラスチック積層体に関する。
【解決手段】プラスチック積層体製造装置1は、最終形状に加工された転写面8を有する転写駒6と加圧部材7の間に、予め略最終形状に加工されたプラスチック基材10と表層シート12を、熱可塑性樹脂からなる中間部材11を挟んで配設して、加圧部材7を移動させて、加圧部材7の押圧するプラスチック基材10が表層シート12を転写駒6の転写面8に押圧するとともに中間部材11を軟化させて、プラスチック基材10、中間部材11及び表層シート12を密着一体化させかつ転写面形状に補正加工するが、プラスチック基材10の加圧側の裏面10bに押圧凸部13を形成し、加圧部材7を押圧凸部13のみと接触させてプラスチック基材10を押圧させる。
(もっと読む)
生分解性シート及びこのシートを用いた成形体とその成形方法
【課題】成形性が良好で、高い金型温度で成形することを必要とせずに、耐熱性の良好な成形体が得られる、生分解性シートを提供すること。
【解決手段】生分解性シートの成形方法は、ポリ乳酸系樹脂75〜25重量%と、ガラス転移温度が0℃以下、融点が前記ポリ乳酸系樹脂のガラス転移温度より高く、ポリ乳酸系樹脂の融点以下であるポリエステル25〜75重量%とを合計で100重量%となるように配合した樹脂組成物から成るシートを、予備結晶化させ、脂肪族系ポリエステルの融点以上、かつポリ乳酸系樹脂の融点未満の温度で成形する。
(もっと読む)
熱成形品及びその製造方法
【課題】 本発明は、耐熱性及び耐衝撃性に優れ且つ生分解性を有する熱成形品並びにその製造方法を提供する。
【解決手段】 本発明の熱成形品は、融点Tmが170〜240℃の生分解性芳香族脂肪族ポリエステル系樹脂Aと、融点Tmが100〜130℃の生分解性芳香族脂肪族ポリエステル系樹脂Bとを含む樹脂組成物からなる熱成形用シートを熱成形して得られる熱成形品であって、加熱変形開始温度が150℃を越える温度であることを特徴とする。
(もっと読む)
模造イグサ製造用金型
【課題】 模造イグサの製法はほとんどが、一旦棒状又はフィルム状に成型した原料を、最終的に形状を整えるために金型に通過させている。よって、スタート時、金型が原料が融解する程度加熱されている場合、棒状や筒状のものを金型に入れると最初に接した部分で融けてくっつくこととなる。そうなると、それ以後スムースに通らず、金型を洗浄しなければならなくなる。これを防止するため、原料を新たに通すたびに、金型の温度を融解温度以下に下げていた。これは時間がかかるばかりでなく、エネルギー的にも非常に無駄である。
【解決手段】 熱可塑性樹脂よりなるプラスチック原料を、連続的に成型するための金型であって、原料の流れ方向に本体が複数に分割されたもの。
(もっと読む)
立体構造物およびその製造方法および製造装置
カサ高で柔軟性を有するにもかかわらず耐圧性を有し、発泡ポリエチレンシート以上の表面摩耗強度や機械的寸法安定性がある立体構造物およびその製造方法および装置に関し、本発明の立体構造物は、樹脂シートの両面に針状突起があり、その突起の高さHが3mm以上であって、Hの1/2における幅Wとが、H≧2.5Wであり、またこの針状突起の先端に孔を有し、またこの針状突起の先端においてシート状物と接合されていることを特徴とし、またこれらの立体構造物の製造方法は、多数の針状型が基板と一体化しており、その基板の一対が互いに向かい合って設置され、その一対の基板の針状型の針が互いに樹脂シートに貫入するように平行に動くことにより、樹脂シートを変形することを特徴とし、その連続的製造手段を提示する。 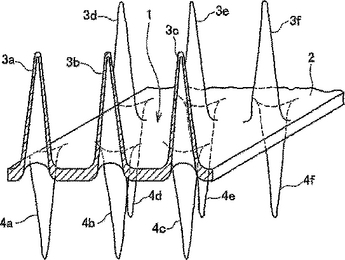 (もっと読む)
(もっと読む)
多機能構造回路
構造回路と呼ばれる多機能構造回路に関する方法及び装置が開示される。方法は、液晶ポリマー(LCP)回路を構造素子(215)と熱成形するステップを含み得る。少なくとも1つの回路構成部品をLCP回路(220)の表面に取り付け得る。  (もっと読む)
(もっと読む)
二軸延伸ポリ乳酸フィルムおよびそれからなる成形体、基板
【課題】
透明性、成形性、耐衝撃性、耐熱性に優れた二軸延伸ポリ乳酸フィルム、および、それを用いて得られる容器を提供する。
【解決手段】
ポリ乳酸を含有するフィルムであって、フィルム中に粒子を含有し、前記粒子がポリ乳酸樹脂100質量部に対して0.01〜10質量部の範囲であり、平均粒子径が0.01〜10μmであり、かつ、面配向度fnが12×10−3〜20×10−3であることを特徴とする二軸延伸ポリ乳酸フィルム。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】 帯状ワークのプレス成形時に、ワークの両幅端部が型の中央部側に引き込まれるのを抑制することができて、不良成形品の発生を防止すること。
【解決手段】 上下2枚のシート13a,13bよりなるワーク13を間欠送りし、その停止時においてワーク13に対して凹型11と凸型12との間でプレス成形を行うようにする。凹型11の両側部には、ワーク送り方向に沿って全体として波形をなす複数の歯16bを列設する。上部側の表皮シート13aをクランプ装置14によりクランプして張設状態に保持するとともに、下部側の基材シート13bの両幅端部をフリーにした状態で、プレス成形を行う。その成形に際して、基材シート13bの両幅端部を凹型11の両側部の歯16bに係合させる。
(もっと読む)
桟付き搬送ベルト及びその製造方法
【課題】 周速変動が発生しにくく且つ小径プーリでも適正に巻き付けることができる桟付きベルトを提供すること。また、高価な専用機を必要とせず、小ロット生産であっても製品価格の上昇を低く抑えることができ、ベルト面にエンボス加工等が施されていても桟が脱落するようなことが無い桟付きベルトの製造方法を提供すること。
【解決手段】 ベルト1Aに、これの内面側から外面側に向かって押し出される態様で形成された桟11を具備させてある。前記桟11の厚みは、ベルト1Aの厚みと同一又はベルトの厚みよりも小さい寸法に設定してある。熱可塑性樹脂で構成されたベルト1Aを、それぞれ加熱状態にある凸部80を備えた第1金型8と、前記凸部80が遊嵌される凹部90を備えた第2金型9により挟圧し、前記凸部80と凹部90相互間におけるベルト1A部分により桟11が形成されるようにしてある。
(もっと読む)
プラスチック強化複合材料造形製品を製造する装置及びプロセス
3次元造形製品を成形するためのプロセスにおいて、中間品形体を変形させるために力が加えられている間に、中間品形体が予め定められた限界内を自由に移動できるような形で、変形中に中間品形体を変位可能な形で挟持しながら、当初互いとの関係において移動可能である複数の熱可塑性長尺部材を含む中間品形体(10)を変形させる工程;及び任意的に、長尺部材の予め定められた配向を有する3次元製品を成形するために中間品形体の熱可塑性長尺部材を少なくとも部分的に圧密する工程を含むプロセス。3次元造形製品を成形するためのプレス(32)を含む装置も同様に開示されている。  (もっと読む)
(もっと読む)
表面に紫外線硬化樹脂塗膜を有する立体成型品の製造方法
【課題】 表面に硬化塗膜を形成した立体的な成型品をポストキュア手法により製造するにあたり、適当なマスキングフィルムを用いることにより、硬化塗膜の表面平滑性に優れ、良好な外観を有する成型品を製造する方法を提供すること。
【解決の手段】 合成樹脂化粧シートの表面に紫外線硬化性樹脂塗料を塗布した後、その塗膜上に離型性フィルムを積層し、次いで立体的な基材に真空成形、圧空成形、メンブレンプレス成形等により貼着した後、紫外線を照射して該塗膜を硬化せしめ、最後に離型性フィルムを剥離することにより、表面に紫外線硬化樹脂塗膜を有する立体成型品の製造方法において、前記離型性フィルムは、非結晶性又は低結晶性ポリエステル系樹脂からなる外層と結晶性のポリブチレンテレフタレート系樹脂からなる厚さ3〜15μmの内層を積層してなる総厚さ20〜100μmの複層フィルムであることを特徴とする。
(もっと読む)
シートプレス機
【課題】 シート成形品を効率よく形成することができるシートプレス機を提供する。
【解決手段】 第1の固定プレート20と可動中間プレート40との相対する面にそれぞれ装着されて対をなす両成形型22、28を有する第1の成形型装置21と、第2の固定プレート30と可動中間プレート40との相対する面にそれぞれ装着されて対をなす両成形型32、38を有する第2の成形型装置31と、を備える。可動中間プレート40が横方向に往復動作されることで、第1の成形型装置が型締め・型開き動作される一方、第2の成形型装置21、31が型開き・型締め動作される。そして、第1、第2の成形型装置21、31にシート材100が交互に供給されプレス加工されることで、所定形状のシート成形品105を形成する。
(もっと読む)
201 - 220 / 238
[ Back to top ]