
Fターム[4F208MA05]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | マッチドモールド (238)
Fターム[4F208MA05]に分類される特許
81 - 100 / 238
車両用内装部品の製造方法
【課題】 本発明は、樹脂基材と表皮材の間の残留応力を減らして変形を防ぎ、また、表皮材の破断や透けの生じない車両用内装部品の製造方法を提供することを目的とする。
【解決手段】 樹脂基材と表皮を積層して成形する車両用内装部品の製造方法であって、樹脂基材2を加熱して軟化させる基材加熱工程と、基材加熱工程において加熱され軟化した樹脂基材2に、表皮4を積層して加熱するラミネート工程と、ラミネート工程において加熱軟化された樹脂基材2と表皮4の積層体を、所望の形状に成形する成形工程と、を備えることを特徴とする。さらに、ラミネート工程は、樹脂基材2に表皮を積層し、圧力を加えながら加熱することにより、樹脂基材に表皮を密着させることを特徴とする。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
変色性成形体の製造方法

【課題】 成形体表面に設けた多孔質層の耐擦過性に優れ、繰り返しの実用性を満たす変色性成形体を得るための製造方法を提供する。
【解決手段】 熱可塑性樹脂シート2表面に、低屈折率顔料をバインダー樹脂に分散状態に固着させた、吸液状態と非吸液状態で透明性を異にする多孔質層3を設けた変色性シートを、加熱して軟化させて成形用金型上に配置し、その表裏に気圧差を与えて変色性シートを成形用金型に押しつけ、冷却固化させた後、金型から離型して得られる変色性成形体1の製造方法。
(もっと読む)
車両用ラゲッジボックスの製造方法
【課題】 薄肉であって軽量化が図られ、しかも所要の強度を有するラゲッジボックスを成形する車両用ラゲッジボックスの製造方法を提供する。
【解決手段】 熱可塑性発泡樹脂シート16は、MFRが8.0〜0.1g/10minの熱可塑性樹脂の組成物でなる。ラゲッジボックスを成形する一対の分割金型2,3は、その一方の金型2にラゲッジボックスの収納室、この収納室内の仕切壁をなす凸状リブおよび開口周囲に張り出すフランジを成形する凸形キャビティ5を有している。一対の分割金型2,3間に配置した熱可塑性発泡樹脂シート16と一方の凸形キャビティ5間を閉じてその凸形キャビティ面から真空吸引して、凸形キャビティ5に吸着された熱可塑性発泡樹脂シート16により、上面が開口した収納室、開口周囲に張り出したフランジおよびこのフランジと同高の平坦部を有する仕切壁をなす凹状リブを一体に有するラゲッジボックスを成形する。
(もっと読む)
成形シート材料の成形方法並びに成形装置
【課題】成形シート材料を加熱軟化処理した後、成形金型内に供給し、所要形状に成形する成形シート材料の成形方法並びに成形装置であって、成形性を高め、かつ成形サイクルを短縮化する。
【解決手段】材料投入機40により成形シート材料Sを台車90から取り出し、コンベア50にセットして、本加熱用ヒーター80に搬送する前段階で、コンベア50にセットする前の成形シート材料Sの待機位置Aにおいて予備加熱用ヒーター70を設け、予備加熱処理を行なうことで、全体の成形サイクルを短縮化するとともに、本加熱用ヒーター80の温度調整や時間調整を簡素化する。
(もっと読む)
成型用ポリエステルフィルム
【課題】成型性、特に低い温度および低い圧力での成型性に優れ、かつ耐溶剤性や耐熱性に優れ、かつロール状に巻取った長尺のフィルムを巻き出す際にブロッキングやフィルムの破れが抑制される成型用ポリエステルフィルムを提供する。
【解決手段】共重合ポリエステルを含む二軸配向ポリエステルフィルムを基材フィルムとし該基材フィルムの片面または両面に表面層を積層してなる成型用ポリエステルフィルムであって、(1)前記基材フィルムは実質的に粒子を含有せず、表面層にのみ粒子を含有し、(2)前記共重合ポリエステルが、(a)芳香族ジカルボン酸成分と、エチレングリコールと、共重合成分として分岐状脂肪族グリコールであるネオペンチルグリコール又は脂環族グリコールである1,4−シクロヘキサンジメタノールを含む共重合ポリエステル、あるいは(b)テレフタル酸及び、共重合成分としてイソフタル酸を含む芳香族ジカルボン酸成分と、エチレングリコールを含むグリコール成分から構成され、(3)前記共重合ポリエステルにおける前記共重合成分が5〜50モル%、(4)フィルムの融点が200〜245℃、(5)フィルムの長手方向及び幅方向における100%伸張時応力が、いずれも25℃において40〜300MPa及び100℃において1〜100MPa、(6)フィルムの150℃での長手方向及び幅方向の熱収縮率が0.01〜5.0%、(7)ヘーズが0.1〜3.0%、(8)少なくとも片面のフィルムの表面粗さ(Ra)が0.005〜0.030μm、(9)面配向度が0.001以上0.095以下、であることを特徴とする成型用ポリエステルフィルム。
(もっと読む)
看板ユニット成形装置及び看板ユニット生産方法
【課題】
複数の看板ユニットにわたる模様の見栄えを向上させる看板ユニットをプレス加工により一体成形する看板ユニット成形装置を提供する。
【解決手段】
看板ユニット成形装置は、平板状材料の所定周囲部分を除く所定加工範囲を押圧し、所定周囲部分に形成されるフランジ部に対して高さを有する前面を形成するオス型と、所定加工範囲を押圧する第一の方向へのオス型の移動に伴って、平板状材料に接触して、前面の一部を周囲部分側に広げるように第一の回動方向に回動する回動部材とを備え、回動部材の第一の回動方向への回動により、前面の一部の投影面がフランジ部に重なるように側面が形成され、回動部材は、オス型の離型のための第一の方向と反対の第二の方向への移動に伴って、第一の回動方向と反対の第二の回動方向に回動して離型される。
(もっと読む)
ポリイミド樹脂成形体の製造方法およびポリアミック酸フィルム
【課題】寸法安定性が高く、厚みの小さいポリイミド樹脂の成形体を容易に製造することができる方法を提供する。
【解決手段】引張弾性率が900〜1500MPa、かつ伸びが30〜60%のポリアミック酸フィルムを、成形型にセットし、イミド化する、ポリイミド樹脂成形体の製造方法である。当該ポリアミック酸フィルムは、支持体上にポリアミック酸の溶液を塗布し、残存溶媒量が5〜18質量%となるまで乾燥したものであることが好ましい。当該製造方法によって得られるポリイミド樹脂成形体の好適な厚さは、10〜500μmである。
(もっと読む)
基材成形装置
【課題】板状体の大きさにかかわらず共通の保持装置を使用できるようにする。
【解決手段】本発明は、植物性繊維と熱可塑性樹脂を含んで板状に形成された板状体Wを吊り下げるハンガー30と、ハンガー30によって吊り下げられた板状体Wを加熱する加熱炉42と、板状体Wを吊り下げた状態のハンガー30を加熱炉42の内部で搬送する搬送装置50と、加熱炉42の内部で加熱された板状体Wをハンガー30によって吊り下げられた状態で所定形状に成形する予備成形型10および本成形型20とを備えた基材成形装置100であって、ハンガー30は、搬送装置50に支持されるフレーム32と、そのフレーム32に対し所定の取付位置に取り付けられて板状体Wを固定するチャック34とを備え、チャック34は、フレーム32の軸方向に沿う複数の取付位置に取り付け可能とされている基材成形装置100である。
(もっと読む)
織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品
【課題】自動車や自動二輪車等の車体構成部品として好適な織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品を提供する。
【解決手段】 透過シートを少なくとも2枚用意し、同各透過シートを予熱し金型内で加圧して予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱し金型内で加圧して予備成形し、予備成形された2枚の透過シートと織物シートは、該2枚の透過シートをそれぞれ織物シートの表面側と裏面側を挟む配置に重ね合わせ、同重ね合わせ状態で熱加圧成形により両者を互いに融合して織物加飾樹脂製品を完成する。
(もっと読む)
キャリアテープの製造方法及び製造装置
【課題】本発明は、短時間で、しかも、簡単に製造できるキャリアテープの製造方法及び製造装置の提供を目的とする。
【解決手段】下型5の突出片形成用凸部52を予め型加熱手段によって所定の温度に加熱しておく。その状態から上型6を下降させるとともに下型5を上昇させ、テープ材料10を、上型6の突出片形成用凹部62と下型5の突出片形成用凸部52とでしごき加工を施す。又、そのしごき加工に際して発生した余剰のテープ材料10を、下型5に設けた材料逃がし凹部8a、8bに逃がしながら行う。
(もっと読む)
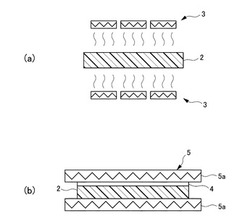
深絞り成形用気体封入積層シート及び該シートを熱成形してなる成形体
【課題】深絞り成形可能な、多数の独立気泡室を有する気体封入積層シートを提供し、及び該気体封入積層シートを熱成形することにより得られる、緩衝性に優れる成形体の提供。
【解決手段】オレフィン系樹脂下層シート1の上面に、多数の中空凸部4が形成されたオレフィン系樹脂凹凸シート2が、該中空凸部の開口部を該下層シート1側に向けて積層接着されて多数の独立気泡室があり、該中空凸部上面にオレフィン系樹脂上層シート3が積層接着されている、坪量が200〜1000g/m2、厚みが1.5〜10mmの深絞り成形用の気体封入積層シートであって、該上層シート3の坪量が45〜600g/m2であり、該上層シート3の坪量に対する該下層シート1の坪量の比が0.5〜2であり、該中空凸部が下層シート1100cm2当たり80個以上設けられており、該下層シート1の面積に対する該中空凸部の開口部総面積の比が0.55以上である。
(もっと読む)
外枠およびその製造方法
【課題】外部表面に良好なしわおよび質感を有し、また製造した外枠の内壁の構造部品の接合強度が強固である外枠およびその製造方法を提供する。
【解決手段】外枠1は、繊維強化熱硬化性高分子マット12および繊維強化熱可塑性高分子マット16を含む。該繊維強化熱硬化性高分子マット12は型取りされ、所定形状を有する。該所定形状は曲面を呈する内部表面124を含む。該繊維強化熱可塑性高分子マット16は該繊維強化熱硬化性高分子マット12の該内部表面124に成型され、該内部表面124の曲面形状と一致する。
(もっと読む)
熱可塑性樹脂シートの成形設備
【課題】材料歩留まりの向上と成形性の向上を図るとともに、設備の小型化を図ることができる熱可塑性樹脂シートの成形設備を提供する。
【解決手段】熱可塑性樹脂シートの成形設備のシート搬送装置が、加熱装置の内部から成形装置の内部に配設される搬送機構と、熱可塑性樹脂シートの各辺を把持して、前記搬送機構に沿って移動可能な1台のシートクランプ枠機構と、該シートクランプ枠機構を前記加熱装置から成形装置へ移動させ該シートクランプ枠機構を前記搬送機構から持ち上げ、前記搬送機構と前記シートクランプ枠機構との保持を解除したのち、下成形型の成形面に向けて下降するとともに上成形型を下降して前記熱可塑性樹脂シートの成形を終えたのち、該樹脂シートの把持を解除した前記シートクランプ枠機構を上昇して前記搬送機構に移載する昇降機構と、搬送機構、シートクランプ枠機構、昇降機構および上成形型の動作を制御する制御装置とを備えている。
(もっと読む)
金型を閉じた状態で実行される折り曲げ工程を含む熱成形部品の製造方法、及びこの方法を適用するための金型
熱成形部品を製造するための方法は、熱可塑性材料からなる加熱されたシート(L)を、該シートを変形させるようにして金型内に閉じ、該シートを完全な固化が達成されるまで金型の内部で冷却するステップと、冷却中に前記シートを該シートの少なくとも1つのエッジ部(E)に沿って切断し、この切断工程によって金型内の当接面(1s)に当接するように前記エッジ部の折り曲げを生じさせるステップと、該変形後のシートの固化が達成されると、上側金型半部を下側金型半部から取り外すステップとを含む。金型の内部での前記シートの冷却中に、前記切断工程に続いて折り曲げ工程が実行され、この折り曲げ工程は、前記当接面を前記シートの前記エッジ部から離間するように移動させるステップと、金型内の前記シートの支持面(2s)に向かって前記エッジ部の折り曲げを再開させるようにして、前記エッジ部を処理するステップとを含む。  (もっと読む)
(もっと読む)
多層シート、熱成形容器および易開封性包装体
【課題】易開封性および開封感触が安定し、耐熱性および開封面の外観が良好な容器、その容器を備えた包装体およびこれらの容器および包装体を構成する多層シートを提供する。
【解決手段】
多層シート20は、表面層21と、この表面層21と隣接する表下層22とを含んで構成されたシートであって、表面層21の厚み寸法は、1μm〜200μmであり、表面層21は、ポリプロピレン、ポリプロピレン系樹脂、ポリエチレン系樹脂、およびスチレン系ポリマーを含んで構成され、これらポリプロピレン、ポリプロピレン系樹脂、ポリエチレン系樹脂およびスチレン系ポリマーの含有率は、それぞれ60wt%以上80wt%以下、1wt%以上10wt%以下、8wt%以上28wt%以下、4wt%以上14wt%以下であり、表下層22はポリエチレン系樹脂を含有し、このポリエチレン系樹脂の含有率は、5wt%以上50wt%以下である。
(もっと読む)
車両用電波透過カバーの製造方法
【課題】製造コストを効果的に低減させる。
【解決手段】最終の外形形状にトリミングしされた加飾体300の両面に透明樹脂層200と基材層400とを射出成形することでミリ波レーダ用カバー100が製造される。つまり、最終工程で外形形状をトリミングする必要がない。よって、例えば、フィルムの両面に透明樹脂層と基材層とを射出成形した後に、全体を削って(切断して)最終の外形形状にトリミングする製造工程が不要とされるので、製造工程が簡略化される。したがって、製造コストが効果的に低減する。また、ミリ波レーダ用カバー100の製品外周面をより綺麗に仕上げることができる。
(もっと読む)
発泡樹脂製パッド成形装置
【課題】 製品パッドの周縁部にバリを残存させることなく原型パッドを切断することができる発泡樹脂製パッド成形装置を提供すること。
【解決手段】 遮断プレート10が原型パッド20と雌型6の平坦面部6aとの間に介在することによって、切断カッター15は、雌型6の凹面部6bを横切り始めるときに、初めて原型パッド20と接触して原型パッド20を切断し始める。このため、切断カッター15が雌型6の凹面部6bに達するまでの過程で、切断カッター15の動きが雌型6の平坦面部6aにはみ出た原型パッド20の部分に邪魔されることもなく、切断カッター15の切断時の軌道が振れ動くこともなくなる。よって、切断カッター15による切り口がガタつかずに、周縁部にバリが残存することのない高品質の製品パッド50を製造できる。
(もっと読む)
多層熱可塑性シート材料およびそれから調製された熱成形物品
本発明は、表面非発泡層Aおよび表面発泡層Bを含み、約0.5〜約20ミリメートル(mm)の総シート厚さを有する、特に熱成形用途、例えば冷蔵庫キャビネットおよびドアライナーに好適な多層シートを提供する。サイクル時間の短縮およびポリマーとエネルギーの節減を含めた熱成形性の向上が与えられる。好ましくは、非発泡熱可塑性ポリマー表面層(A)は、約0.25〜約6ミリメートルの厚さを有し、そして発泡熱可塑性ポリマー表面層(B)は、いずれかの他の発泡ポリマー層とともに少なくとも約五(5)質量%の総密度低下を有し、そしていずれかの他の非発泡層をともに備えた非発泡層の総厚さよりも大きな総厚さを有している。また、熱成形プロセス、熱成形物品、断熱性物品を与える方法および断熱性物品における改善が提供される。 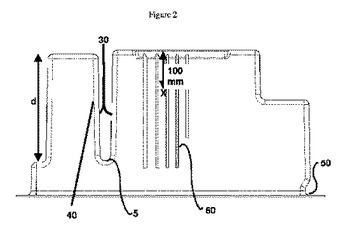 (もっと読む)
(もっと読む)
樹脂フィルムの3次元成形方法
【課題】表面コート処理を施した機能性フィルムの機能性低下を抑えつつ、樹脂フィルムの物理的な伸び率以上の3次元成形を可能にする。
【解決手段】本発明による樹脂フィルムの3次元成形方法は、樹脂フィルムを3次元形状に成形する3次元成形方法であって、それぞれ凹凸形状が形成された2つの型に樹脂フィルムを挟み込むことによって、樹脂フィルムを3次元形状に成形し、樹脂フィルムには、伸展を許容可能な伸展許容部が含まれ、各型には樹脂フィルムを支持するための支持部が設けられ、支持部のうち伸展許容部と接する部位は、2つの型に挟み込まれた状態で伸展許容部が摺動可能な加圧力で伸展許容部を加圧し、支持部のうち伸展許容部と接する部位の面は、2つの型に挟み込まれた状態で伸展許容部が摺動可能な摩擦係数となるように表面処理が施されていることを特徴とする。
(もっと読む)
81 - 100 / 238
[ Back to top ]