
Fターム[4F208MA05]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | マッチドモールド (238)
Fターム[4F208MA05]に分類される特許
21 - 40 / 238
自動車用ダクトの製造方法
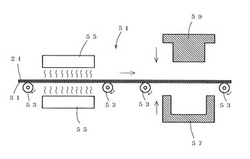
【課題】多孔質体の目付量や厚みを増大させることなく剛性を高めて製造時の破れを生じ難くし、軽量で、通気量のコントロールが可能な自動車用ダクトの製造法の提供を目的とする。
【解決手段】多数の貫通孔22を有する合成樹脂シート21の片面に重ねて加熱し、合成樹脂シート21を凸型59へ向ける一方多孔質体31を凹型57へ向け、凹型57と凸型59で合成樹脂シート21と多孔質体31をプレスすることにより断面凹状のダクト半体とし、その後、ダクト半体同士の側部を接合することにより自動車用ダクトとする。合成樹脂シート21は多孔質体31よりも融点の低いものとし、合成樹脂シート21と多孔質体31の加熱温度を、合成樹脂シート21の融点以上で多孔質体31の融点より低くする。
(もっと読む)
シール部材の製造方法及び成形装置

【課題】シリンダとピストンとの間のシール性を維持しつつポンプの耐久性の向上を図ることができるシール部材の製造方法を提供する。
【解決手段】平面部50aとシール部50bとを有するシール部材の製造方法であって、第1の円筒部111と第1の底面部112とを有する第1の治具110に、第1の円筒部111の内径よりも大きい外径を有する円形の樹脂シート50Sを装着し、第1の円筒部111の内径よりも小さい外径を有する第2の円筒部121と、第2の底面部122とを有する第2の治具120を第1の治具110に装着し、第1の底面部112と第2の底面部122とによりシート部材50Sを所定圧力で挟圧し所定温度に加熱することで、第1の底面部112と第2の底面部122との間に平面部50aを形成し、第1の円筒部111と第2の円筒部121との間にシール部50bを形成する。
(もっと読む)
樹脂成形品の製造方法
【課題】樹脂成形品の歩留り向上を図ることができる樹脂成形品の製造方法を提供すること。
【解決手段】リスチレン系樹脂組成物を押出発泡させてなるポリスチレン系樹脂発泡シートを、前記押出発泡における押出方向に直交するシート幅方向両端部を把持した状態で熱成形する樹脂成形品の製造方法であって、前記ポリスチレン系樹脂発泡シートとして、110℃下での前記押出方向における最大収縮荷重が0.5N/5cm幅以上、3.0N/5cm幅以下となるポリスチレン系樹脂発泡シートを用いることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備
【課題】品質に優れた樹脂発泡成形品を効率良く製造することができる樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備を提供すること。
【解決手段】帯状の樹脂発泡シートの表面に樹脂フィルムを熱ラミネートして積層発泡シートを作製しつつ得られた積層発泡シートを熱成形装置で熱成形して樹脂発泡成形品を作製する樹脂発泡成形品の製造方法であって、樹脂フィルムが熱ラミネートされる樹脂発泡シートの前記表面を前記熱ラミネート前に加熱する予備加熱工程を実施することを特徴とする樹脂発泡成形品の製造方法などを提供する。
(もっと読む)
ポケット部形成装置及びPTP包装機
【課題】装置の大型化を抑制しつつも、汎用性の向上等を図ることのできるポケット部形成装置及びPTP包装機を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置等を備える。ポケット部形成装置は下型及び上型を備え、各型にはポケット部に対応して複数の孔部が形成されている。下型の孔部には成形プラグが上下動可能に挿通され、上型の孔部にはコイルばねにより付勢された状態でプッシャが収容されている。そして、両型により容器フィルム3を挟持した上で、成形プラグを第1位置まで突出させ、深さXのポケット部2を形成する。続けて、成形プラグを第2位置まで後退させ、プッシャの圧力により、ポケット部2の頂部2aに深さYの凹部2bを形成する。
(もっと読む)
蒸器及び蒸器の製造方法
【課題】 本発明は、安価に製造することができ、中華饅頭や焼売等の食品を収納して販売し、更に電子レンジを用いて食品を加熱蒸気中で温めることが可能な蒸器を提供することを課題とするものである。
【解決手段】 本発明の蒸器は、熱可塑性樹脂発泡シートからなる外側容器と、熱可塑性樹脂発泡シートからなる内側容器とが重合しており、且つ一体として同時に熱シート成形された蒸器であって、外側容器を構成する熱可塑性樹脂と内側容器とを構成する熱可塑性樹脂とが同系統の樹脂からなり、複数の孔が内側容器を貫通するように形成されていることを特徴とする。
(もっと読む)
成形用シート及びこれから得られる成形体
【課題】膨張成形性に優れ、得られる成形体が優れた断熱性、吸音性等を有する成形用シート、及びこの成形用シートから得られる成形体の提供を目的とする。
【解決手段】本発明は、繊維素材及び熱発泡性マイクロカプセルを含有する熱発泡層を備える成形用シートであって、上記繊維素材が天然繊維及び熱可塑性繊維を含み、水分が5%以上15%以下であることを特徴とする。上記熱発泡層がカチオン性の定着剤をさらに含有するとよい。さらには、上記熱発泡性マイクロカプセルの平均粒子径が5μm以上50μm以下、発泡開始温度が80℃以上120℃以下、最大膨張温度が150℃以上200℃以下、発泡体積比率が50倍以上130倍以下であるとよい。
(もっと読む)
キャリヤテープ製造装置
【課題】電子部品用紙製キャリヤテープの製造効率を高めると共に紙製キャリヤテープ製造中の紙粉による電子部品収納時及び実装作業工程でのトラブルをなくし、製造中のパンチ孔のばらつきを少なくすることができる紙製キャリヤテープの製造装置及び紙製キャリヤテープ製造法を提供する。
【解決手段】これまでの単連のパンチ孔金型を5連以上の金型とし、該金型にはパンチングの際に発生する紙粉を空気流により製品に悪影響を与えることなく排除回収する装置を装着する。紙製キャリヤテープ基材の送り装置として紙製キャリヤテープ基材をパンチングの後工程で引っ張るのではなくパンチング工程の前工程で紙製キャリヤテープ基材を掴んで、パンチング工程に送り出し、その後、紙製キャリヤテープ基材を離す、この動作を繰り返し行なう工程を設置した前記紙製キャリヤテープ製造装置。丸角ダイのブロック面を3以上20までの面数を紙製基材の送り方向に重ならないように複数交互に設置した金型を特徴とする。
(もっと読む)
容器の製造方法
【課題】優れた強度を有する容器を効率よく製造可能な容器の製造方法を提供すること。
【解決手段】熱可塑性樹脂が用いられてなる発泡シートを熱成形した後に刃型で打ち抜いて、外方に突出するフランジ部を外周に備えた容器を作製する容器の製造方法であって、作製する容器形状よりも一回り大きく発泡シートを前記刃型で打ち抜いて、フランジ部の突出長さが作製する容器よりも長い一次製品を形成させた後に、前記フランジ部の先端部を熱溶融させることによって該フランジ部の突出方向とは逆向きに前記先端部を後退させて容器形状を調整する外形調整工程を実施し、しかも、複数の前記一次製品を積層して積層体を形成させ、該積層体を側面側から加熱して前記フランジ部の先端部を熱溶融させることによって複数の一次製品に対して同時に前記外形調整工程を実施することを特徴とする容器の製造方法を提供する。
(もっと読む)
成型品の製造方法
【課題】不織布を基材として用いたときに、成型性が良好で、深絞りの成型品であっても良好に得ることができる成型品の製造方法を提供する。
【解決手段】不織布がバインダー短繊維を含むニードルパンチ短繊維不織布であり、該バインダー短繊維が、結晶性ポリエステルを鞘部に、非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、該結晶性ポリエステルが結晶融点(Tm)が100〜150℃でテレフタル酸を主成分とするジカルボン酸成分と1,6−ヘキサンジオール50モル%以上のジオール成分とを含み、該非晶性ポリエステルの流動開始温度(R)が105〜155℃、非晶性ポリエステルの流動開始温度の値から結晶性ポリエステルの融点の値を除した値(R−Tm)が5以下、熱成型の際に該ニードルパンチ短繊維不織布に熱を付与することにより該結晶性ポリエステルを溶融させると同時に該非晶性ポリエステルを軟化させて所定の成型枠にて成型する。
(もっと読む)
加飾膜層と金属膜層を備えた樹脂シートの製造方法
【課題】
表面に意匠面を構成することとなる加飾膜層と、アンテナや回路パターンを構成することとなる金属膜層の両方を設けた樹脂シートを、簡単な製造プロセスで製造する。
【解決手段】
樹脂シートに加飾印刷を施行する工程、当該樹脂シートに導電性高分子微粒子含有塗料を塗布する工程、当該樹脂シートを脱ドープ用前処理液に浸す工程、 当該樹脂シートをめっき触媒金属を含有する触媒液に浸す工程、当該樹脂シートを無電解めっき液に浸す工程により、樹脂シートを製造する
(もっと読む)
吸水性発泡成形品の製造方法
【課題】製造される吸水性発泡成形品の吸水率を従来の吸水性発泡成形品よりも向上させ得る吸水性発泡成形品の製造方法を提供すること。
【解決手段】連続気泡層を有する樹脂発泡シートの表面に樹脂フィルムをラミネートしたフィルム積層発泡シートに前記樹脂フィルム側から該樹脂フィルムを貫通して前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程と、該吸水孔の形成されたフィルム積層発泡シートを2次発泡させる2次発泡工程と、該2次発泡工程後のフィルム積層発泡シートを熱成形する熱成形工程とを実施する吸水性発泡成形品の製造方法であって、前記2次発泡工程において前記吸水孔の開口部を広げる方向に前記樹脂フィルムに張力を発生させることにより該2次発泡工程前よりも大きく開口された吸水孔を備えた吸水性発泡成形品を作製することを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
熱成形容器
【課題】易引き裂き性に優れ、衝撃強度の強いポリプロピレン系熱成形容器を提供する。
【解決手段】MFRが0.3〜3g/10分、融解ピーク温度が160〜170℃のプロピレン系重合体(A)50〜90重量%、MFRが0.1〜5g/10分、密度が0.950〜0.970g/cm3のエチレン系重合体(B)10〜50重量%、MFRが0.1〜5g/10分、密度が0.920〜0.930g/cm3の高圧法により製造されたエチレン系重合体(C)3〜20重量%を含有するプロピレン系樹脂組成物からなるシートを熱成形して得られた熱成形容器であって、0.5mm厚みシートのデュポン衝撃強度が4J以上、かつ引き裂き強度が70N以下であることを特徴とする熱成形容器による
(もっと読む)
吸水性発泡成形品の製造方法
【課題】吸水孔の穿設された樹脂発泡シートの成形性向上を図ること。
【解決手段】連続気泡層を有する樹脂発泡シートの少なくとも一面側から、前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程を実施した後に、該樹脂発泡シートを2次発泡させて熱成形する吸水性発泡成形品の製造方法であって、前記樹脂発泡シートの2次発泡を前記吸水孔形成工程に連続して実施することを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
吸水性発泡成形品の製造方法
【課題】製造される吸水性発泡成形品の吸水率を従来の吸水性発泡成形品よりも向上させ得る吸水性発泡成形品の製造方法を提供すること。
【解決手段】連続気泡層を有する樹脂発泡シートの表面に樹脂フィルムをラミネートしたフィルム積層発泡シートに前記樹脂フィルム側から該樹脂フィルムを貫通して前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程と、該吸水孔の形成されたフィルム積層発泡シートを2次発泡させる2次発泡工程と、該2次発泡工程後のフィルム積層発泡シートを熱成形する熱成形工程とを実施する吸水性発泡成形品の製造方法であって、前記樹脂フィルムとして延伸フィルムを用いるとともに前記吸水孔の穿設においては、該穿設に用いる刃によって前記延伸フィルムの一部を破断させ、該破断した断片を吸水孔の底部に侵入させることを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
複合材料を用いた成形品及びその製造方法
【課題】成形時における表皮材の破れや吸音部における基材の潰れをなくし、軽量で優れた吸音性を発揮し、かつ不織布等の基材の脱落や汚水の浸入がない成形品及びその製造方法を提供する
【解決手段】目付が150〜800g/m2、嵩密度が0.01〜0.1g/cm3である不織布、もしくは樹脂発泡体よりなる基材と、通気性が50cc/cm2・sec以下の熱融着性の素材を含有する表皮材13とが、積層もしくは接着されてなる複合材料を、所要形状の成形面を有する上型と下型からなる成形金型で型締めしてなる成形品10において、前記成形品10は複合材料が成形金型に投入され、下型の潰し部と上型の潰し部との間で型締めされることにより成形品外周縁部が端末処理され、複合材料が所要形状に成形されるとともに、成形品に肩R部が形成され前記基材のボリウムが維持されていることを特徴とする。
(もっと読む)
ポリエステル系樹脂発泡成形品の製造方法及びポリエステル系樹脂発泡成形品
【課題】熱歪みの抑制されたポリエステル系樹脂発泡成形品を作製することのできるポリエステル系樹脂発泡成形品の製造方法を提供し、ひいては、熱歪みの抑制されたポリエステル系樹脂発泡成形品の提供を図ることを目的としている。
【解決手段】ポリエステル系樹脂発泡シートを予備加熱する予熱工程と、該予備加熱された前記ポリエステル系樹脂発泡シートにプレス成形によって製品形状を形成させる成形工程とを実施してポリエステル系樹脂発泡成形品を作製するポリエステル系樹脂発泡成形品の製造方法であって、前記ポリエステル系樹脂発泡シートを示差走査熱量分析して求められる結晶化温度をTc(℃)、融点をTm(℃)としたときに、前記ポリエステル系樹脂発泡シートの表面温度:Ts(℃)が、Tc≦Ts≦(Tm−50)となるように前記予熱工程を実施するとともに前記表面温度(Ts)以下の温度の成形型でプレス成形する前記成形工程を実施した後に、Tc以上、(Tm−50)以下の温度条件下で前記製品形状を保持する保温工程を実施することを特徴とするポリエステル系樹脂発泡成形品の製造方法を提供する。
(もっと読む)
4フッ化エチレン製の製品の製造方法
【課題】歩留まりが良く、生産性の高い、4フッ化エチレン製の製品の製造方法を提供する。
【解決手段】4フッ化エチレンを材料として用い、圧縮成形によって筒状の中間製品10を成形した後に中間製品10を焼成する工程と、メス200を用いて、焼成後の中間製品10に対して突切り加工を行って、複数の角リング11に分割する工程と、角リング11を加熱しながら加圧するヒートプレス工程と、を有し、ヒートプレス工程においては、角リング11を構成する材料が流動する状態になるまで加熱かつ加圧して、角リング11を塑性変形させることで製品12を得ることを特徴とする。
(もっと読む)
装飾膜の予備成型方法及びこの方法に用いられる加熱装置
【課題】パターンの位置決め精度を確保できる装飾膜の予備成型方法及びこの方法に用いられる加熱装置を提供する。
【解決手段】パターンが形成されている予備成型しようとする装飾膜20を下型12及び上型を有する高圧金型10の空洞部122にセットし、加熱装置30を高圧金型の上型と下型との間に移入して、加熱装置の押圧部34で装飾膜のパターンが所在するエリアを押圧し、加熱装置の加熱部32で装飾膜を持続的に加熱することにより、装飾膜を軟化させて空洞部の成形面に貼着させ、加熱装置を上型及び下型の間から退出させた後に、上型及び下型を型締めして、上型が提供する熱量により装飾膜をさらに軟化させて、装飾膜を空洞部の成形面に完全に貼着させて所望の形状に成型し、装飾膜を冷却してから、型開きして予備成型された装飾膜を取り出す。
(もっと読む)
キャリアテープの成形方法
【課題】
間接過熱方式により樹脂テープを加熱する方式の成形方法で、ポケット形状に応じて、連続して高精度な寸法のポケットを有し、テーピング工程、実装工程での安定搬送が可能なキャリアテープを製造する。
【解決手段】
一定幅にスリットされた樹脂テープの、部品収納用ポケット成形部分を間接加熱方式で加熱し、ポケット成形用金型で電子部品収納用のポケットを成形するキャリアテープの製造方法において、前記間接加熱熱源と樹脂テープの間のテープの両側端部に加熱エリアガイド板を設け、テープ幅方向の加熱エリアを制限することを特徴とするキャリアテープの製造方法である。間接加熱工程の熱源は、熱風ヒーター方式であることが好ましい。
(もっと読む)
21 - 40 / 238
[ Back to top ]