
Fターム[4F210QA01]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 延伸成形の区分−延伸手段 (2,861) | インフレーション成形(押出しと同時に膨張) (164)
Fターム[4F210QA01]に分類される特許
101 - 120 / 164
インフレーション成形による成形体の製造方法
【課題】インフレーション成形時の生産性を改善し、しかも、ポリエチレンが本来有する力学物性が損なわれない成形体が得られる製造方法を提供する。
【解決手段】密度が940〜980(kg/m3)の範囲にあり、JIS K7210に従って測定したMIが0.01〜100g/10分の範囲であるポリエチレンと、密度が890〜980(kg/m3)の範囲にあり、GPCで測定したポリエチレン換算の数平均分子量(Mn)が500〜3,000の範囲にあり、かつ下記式(I)で表される関係を満たすポリエチレンワックスとを含む混合物を、インフレーション成形することにより成形体を製造する方法。B≦0.0075×K ・・・(I)(上記式(I)中、Bは、GPCで測定したMnが20,000以上となる成分の含有割合(重量%)であり、Kは上記ポリエチレンワックスの140℃における溶融粘度(mPa・s)である。)
(もっと読む)
塩化ビニリデン系共重合体フィルム及びその製造方法
【課題】高温でのフィルム同士の滑り性が良好で、製品変形の少ない塩化ビニリデン系共重合体フィルムを提供する。
【解決手段】塩化ビニリデン含有量が90重量%以上96重量%以下で、重量平均分子量が12〜13万の塩化ビニリデン系共重合体(A)を10〜50重量%と、塩化ビニリデン含有量が80重量%以上90重量%未満で、重量平均分子量が12〜13万の塩化ビニリデン系共重合体(B)を50〜90重量%とからなることを特徴とする塩化ビニリデン系共重合体フィルム、及び特定範囲の延伸温度で延伸する塩化ビニリデン系共重合体フィルムの製造方法。
(もっと読む)
合成樹脂製容器
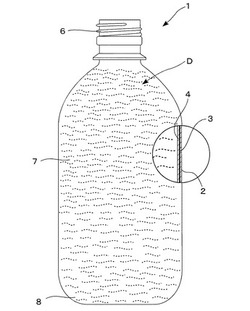
【課題】 積層構造を有する合成樹脂製容器において、中間層を利用してひび割れ模様等の加飾機能を発揮させることを技術課題とし、後処理工程なしで、今までにない加飾効果を有する合成樹脂製容器を提供することを目的とする。
【解決手段】 少なくとも外層と、内層と、加飾機能を発揮する中間層を有する2軸延伸ブロー成形した積層容器において、中間層を、細分化、若しくは細かく分岐した状態に延伸して積層した構成とする。また、外層と、内層と、少なくとも一つの中間層を有するプリフォームを使用し、このプリフォームの2軸延伸ブロー成形工程において、プリフォームの中間層を細分化、若しくは細かく分岐した状態に共延伸し、加飾機能を発揮する中間層を形成する。
(もっと読む)
インフレーションフイルム成形用エアリングと、このエアリングを備えるインフレーションフイルム成形装置。

【課題】隣接するエア供給路間でエアが相互に流れる間隙を形成し、この間隙で分流するエアの連絡路が形成されていることにより、隣接する区分間でエアの一部を相互に分流させ、隣接する区分の吹出口間におけるエア流の風量不足を解消し、これに伴いバブルの冷却不足箇所を解消し、白筋の発生を解消する。
【解決手段】隣接するエア供給路52間でエアが相互に流れる間隙57を形成し、この間隙57で分流するエアの連絡路が形成されていることにより、連絡路でバブル全周にわたる薄膜の冷却エア層が形成されているため、隣接するエア供給路52間の位置においての風量が不足する領域が解消され、更にこのバブル全周にわたる冷却エア層と隣接して、各区分されたエア供給路52から送られる大量の冷却エアで吹出口50に対面するバブルの表面を冷却する。
(もっと読む)
ストレッチシュリンク積層フィルム及びその製造方法
【課題】インフレーション成形でも製造可能な包装仕上がりに優れたストレッチシュリンク積層フィルム及びその製造方法を提供する。
【解決手段】少なくとも3層から構成される積層フィルムであって、両表面層がエチレン系重合体である(A)成分を主成分とし、また、中間層が(a)特定の降温結晶化熱量(ΔHc)、(b)特定の貯蔵弾性率(G’)、及び(c)特定の複素粘度(η*200)を満足するアイオノマー系樹脂組成物である(B)成分を主成分とし、かつ、中間層のフィルム全体の厚みに対する厚み比が35〜90%であることを特徴とするストレッチシュリンク積層フィルム及びインフレーション成形機により製造する方法。
(もっと読む)
筒状フィルム製造装置
【課題】筒状のフィルムを安定した品質で製造することのできる筒状フィルム製造装置を提供することを目的とする。
【解決手段】金型部20で筒状に形成された多層フィルムは、折り畳み部40において、ガイド部材41、41間を通り、ローラ42、42へと至る過程で、円筒状断面から平面状断面へと向けて折り畳まれていく。このとき、多層フィルムの円筒状断面が維持されていた網体35の下端部から、完全に平面断面に折り畳まれるローラ42、42までの距離Hを、折り畳んだ状態の多層フィルムの折り畳み幅Wに対し、H/W≧1.8となるようにすることで、多層フィルムを折り畳むときにシワが生じるのを防ぐようにした。
(もっと読む)
ポリ乳酸系組成物、その組成物からなる成形品
【課題】
本発明は、特定の熱特性、ガスバリア性を有するポリ乳酸系組成物を提供し、さらに、表面平滑性、透明性、耐熱性、靭性に優れたポリ乳酸系延伸フィルム及びその他成形品を成すPLLAとPDLAとのポリ乳酸系組成物を得ることを目的とする。
【解決手段】
DSC測定において250℃で10分経過した後、降温(cooling)(10℃/分)時のピークが30mJ/mg以上であることを特徴とするポリ乳酸系組成物であって、さらに好ましくはDSCの第2回昇温(2nd-heating)時の測定(250℃で10分経た後に10℃/分で降温を行い、0℃から再度10℃/分で昇温)においてTm=150〜180℃のピーク(ピーク1)とTm=200〜240℃のピーク(ピーク2)のピーク比(ピーク1/ピーク2)が0.5以下であることを特徴とするポリ乳酸系組成物。
なし
(もっと読む)
ポリエステル積層フィルム
【課題】 本発明は熱可塑性ポリエステルの有する、優れた耐薬品性、耐熱性に加えてヒートシール性、バリヤー性、クッション性といった機能を有しているにもかかわらす、安定して製造することが可能であり、デッドホールド性、易引き裂き性、寸法安定性に優れた積層フィルム、及び、該フィルムの製造法の提供を目的とする
【解決手段】ポリエステル樹脂組成物からなる基材層(A)と、基材層と異なる樹脂組成物からなる1種類以上の層とからなる積層フィルムにおいて、基材層(A)がポリトリメチレンテレフタレートを30〜100重量%含み結晶融点が200〜250℃である樹脂組成物からなり、且つ、基材層(A)の面配向係数が0.03以下である積層フィルムとする。
(もっと読む)
機械的特性の改良されたバランスを有するポリプロピレンフィルム
a) マトリックスプロピレンポリマーおよびエチレンプロピレンゴムを有するプロピレン異相系コポリマー(A)
を含んでいる組成物から造られたブローンフィルムであって、1:1.1〜1:10の延伸比で機械方向に一軸配向されていることを特徴とするフィルム、このようなフィルムを造る方法、当該組成物をこのようなフィルムを製造するのに使用する方法、ならびにこのようなフィルムを含んでいる物品。
(もっと読む)
多層フィルムの成形装置、金型部材、金型部材の加工方法、金型の組み立て方法
【課題】金型の組付け精度を低下させることなく、メンテナンス時における作業性を向上させることのできる多層フィルムの成形装置等を提供することを目的とする。
【解決手段】複数の単位ブロック31を積み重ねたときに、下方の単位ブロック31の位置決め凹部35に、上方の単位ブロック31の位置決め凸部34が入り込み、段部36によって下方の単位ブロック31に対し、上方の単位ブロック31のその径方向への移動を拘束し、位置決めするようにした。互いに上下に位置する2つの単位ブロック31の合わせ面において、上方の単位ブロック31の位置決め凸部34の下面34aと、下方の単位ブロック31の位置決め凹部35の上面35aには、ピン穴37、38を形成し、これらピン穴37、38にノックピン39を打ち込むことで、上下の単位ブロック31どうしの周方向への移動を拘束するようにした。
(もっと読む)
物性が向上したポリエチレンフィルム
【課題】従来のメタロセン触媒で製造された線状低密度ポリエチレン(mLLDPE)よりも加工が容易であるポリエチレンから製造される、高い縦方向引裂強さ(MD引裂強さ)及び(又は)高い横断方向引裂強さ(TD引裂強さ)及び(又は)高い落槍耐衝撃性(ダーツ)を有するポリエチレンフィルムを提供する。
【解決手段】置換ハフニウム遷移金属メタロセン触媒系を利用する気相プロセスで製造される線状低密度ポリエチレン(LLDPE)よりなり、≧0.9のMD引裂強さ対TD引裂強さの比(両引裂強さともASTM D−1922により決定して)、≧350g/ミル(8,890g/μ)のMD引裂強さ、≧500g/ミル(12,700g/μ)の落槍衝撃強さ(ASTM D−1709により決定して)及び≧70%のMD収縮率を有し、該フィルム特性は≧12ポンド/時/inダイ円周(16.00Kg/時/cmダイ円周)の押出量のときに達成可能であるポリオレフィンフィルム。
(もっと読む)
単層及び多層インフレートフィルム
【課題】単層及び多層インフレートフィルムを提供する。
【解決手段】本発明は、
a)5μmないし500μmの全厚、
b)単層構成又は二層ないし九層の共押出層、
c)ポリプロピレンホモポリマー、ポリプロピレンランダムコポリマー、複相ポリプロピレンブロックコポリマー、又はそれらの任意の混合物からなる群から選択されたポリマーを含む少なくとも一層の層Lであって、前記ポリマーが、230℃及び2.16kgにおける0.1dg/分ないし10dg/分の、ASTM D−1238に基づくメルトフローレートを有し、前記層Lは更に、前記ポリマーの質量に対して、特定の核剤0.001%ないし2%を含み、そして所望により
d)前記核剤を含まない対照フィルムに対して少なくとも10%向上した、EN ISO
527に基づく弾性率
を有する、押し出され空冷されたインフレートフィルムに関するものである。
(もっと読む)
折込部を有する密封袋及びその製造方法
【課題】袋内部の殺菌工程を設けることなく無菌充填に適用できる複数の折込み部を有する密封袋をインフレーションフィルムから効率良く製造する。
【解決手段】無菌エアーを用いてインフレーションフィルム16を製造し、フィルム外面の少なくとも一部に、他のフィルム部材をラミネート又はヒートシールし、筒状のインフレーションフィルム内部に無菌エアーを加えて膨張させた状態で、該インフレーションフィルムの外周面を押し込み具10で内方に押し込んで2個所に折込み部を形成して、底部及び頂部、または側壁の両側に折り込み部を有する密封袋部を形成する。該密封袋部が連なって形成されたインフレーションフィルムを巻き取るか又は密封状態を保持したまま個々の密封袋に切断して、無菌充填工場に提供する。
(もっと読む)
2軸延伸ポリプロピレンフィルム
【課題】繊維強化プラスチックの成形時などに、ラッピングテープとして使用される高強度の2軸延伸ポリプロピレンフィルムを提供する。
【解決手段】フィルムの厚さが15〜40μmであって、常温においてそのフィルムをMD方向に30%引き伸ばした時のMD方向の応力強度が140〜210MPaであり、MD方向に50%引き伸ばした時のMD方向の応力強度が180〜240MPaである2軸延伸ポリプロピレンフィルム。
(もっと読む)
シュリンクラベル用発泡フィルム
【課題】長尺のシュリンクラベル用発泡フィルムを容器の胴部に巻き付け、重なり合った端部を切断したのち、この端部を接合して筒状となし、ついでこれを加熱してフィルムを熱収縮させてラベルとする新しいシュリンクラベル装着システムに対応できるシュリンクラベル用発泡フィルムを得る。
【解決手段】発泡倍率1.3〜5倍のインフレーション成形フィルムを延伸倍率1.5〜4.0倍となるように長手方向(縦方向、押出方向)に延伸され、厚さが120〜300μmで、引張弾性率が80〜500MPaで、静摩擦係数が0.3〜0.8で、収縮率が90℃で15%以上で、120℃で30%以上の特性を有し、発泡した収縮性を有するフィルム1である。
(もっと読む)
インフレーションフィルムの製造方法
【課題】
低温で高速成形を安定的に実施可能なエチレン−α−オレフィン共重合体からなるインフレーションフィルムの製造方法を提供する。
【解決手段】
エチレン−α−オレフィン共重合体からなるインフレーションフィルムの製造方法であって、下記関係式(A)を満たすエチレン−α−オレフィン共重合体を用い、該共重合体を押出機で溶融混練した後、リップギャップ0.4〜2.5mmに設定された環状ダイから押出しインフレーション成形するインフレーションフィルムの製造方法。
MTV(150)/MTV(190)≧0.6 式(A)
MTV(150):150℃において計測される最大引取り速度(m/分)
MTV(190):190℃において計測される最大引取り速度(m/分)
(もっと読む)
ポリエステル組成物及びフィルム
【課題】本発明は、再生ポリエステル樹脂や再生ポリオレフィン樹脂にも適用可能な、透明性と引裂き強度に優れたインフレーションフィルムを成形可能なポリエステル系樹脂組成物、およびこれからなるフィルムを提供することを目的とする。
【解決手段】 (A)ポリエステル樹脂50〜90重量%、(B)エチレン・α−オレフィン共重合体5〜40重量%、(C)エチレン単位と、エステル基を有する単位からなる2元共重合体3〜20重量%、(ここで、A、B、Cの合計量が100重量%になる。)とからなるポリエステル系樹脂組成物、および前記樹脂組成物をインフレーションフィルム成形して得られるフィルム。
(もっと読む)
フィルム及びフィルムの製造方法。
ポリエチレンポリマー又はコポリマーと、環状脂肪族金属塩とを備えたフィルム物品が開示される。インフレート及びキャストポリエチレンフィルムの製造方法が示される。このフィルムは、ステアレート含有化合物を含む、フィルムの性質を向上させるために用いられる様々な添加剤も含んでいてもよい。本発明の或る実施形態において用いられる添加剤は、このプロセスで形成されるフィルムのヘーズを減少させ、それにより望ましい低レベルの曇りを提供し得る。亜鉛ステアレートは、曇りが少ないポリエチレンフィルムを製造するのに用いられ得る1つの添加剤である。 (もっと読む)
シームレスベルト用シームレスチューブの製造方法
【課題】膜厚ムラが少ない耐久性に優れたシームレスベルトを安定的に低コストで製造できる方法を提供すること。
【解決手段】インフレーション成形によるシームレスベルト用シームレスチューブの製造方法であり、熱可塑性樹脂を溶融して押出す押出機と直径Dを有する環状ダイとエアー吹き出し口を有するエアリングを用い、環状ダイ直径Dとシームレスチューブ直径Dbの関係が1.1≦Db/D≦2.7、第1エアー吹き出し口の最上部の高さH1[mm]が30≦H1≦100、第1エアー吹き出し口の最上部の外径Rと第2エアー吹き出し口の最上部の高さH2の上30mmの位置におけるチューブ状フィルムの直径Dtとの関係が0.8≦R/Dt≦1.2、第2エアー吹き出し口の最上部の高さH2の上30mmの位置のチューブ状フィルムの直径Dtとシームレスチューブの直径Dbの関係が0.8≦Dt/Db。
(もっと読む)
二軸延伸フィルムの製造方法及び二軸延伸フィルム製造装置
【課題】二軸延伸後の基材フィルムを、熱処理装置に円滑に導入する二軸延伸フィルムの製造方法、及びそのための二軸延伸フィルム製造装置を提供すること。
【解決手段】二軸延伸フィルム製造装置は、熱処理装置40の上流側に、基材フィルム2の両端部を基材フィルム2の幅方向外部に付勢する一対の付勢ロール81を有する付勢装置80を備えている。付勢ロール81は、2本一組となっており、基材フィルム2を両面から挟んで線圧を加えるとともに、基材フィルム2の進行に伴い互いに逆回転可能な円筒状の回転部を有する。
(もっと読む)
101 - 120 / 164
[ Back to top ]