
Fターム[4F210QA01]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 延伸成形の区分−延伸手段 (2,861) | インフレーション成形(押出しと同時に膨張) (164)
Fターム[4F210QA01]に分類される特許
41 - 60 / 164
燻煙および空気乾燥が可能な単層または多層のチューブ状食品包装フィルム、およびその製造のための方法
この発明は、燻煙および空気乾燥が可能な単層または多層のチューブ状食品包装フィルム、特に燻煙および/または空気乾燥されたソーセージもしくは肉製品用のソーセージケーシングであって、このポリマーベースの食品フィルムは、(共)押出フィルムブロー成形工場で、ブローヘッドのノズルに供給されトリプルバブルプロセスで二軸延伸で(共)押出されたプラスチックにより、均質の溶融プラスチック材料から製造され、均質の溶融プラスチック材料は、PETまたはさまざまなPETの混合物と、PVOHおよび/またはPEBAとでできたプラスチック混合物から作られる。この方法はさらに、食品フィルムの製造のための方法に関する。 (もっと読む)
回収ポリエチレンテレフタレートを使用したインフレーションフィルム及びその製造方法。
【課題】回収PETの配合率が高くとも、優れたフィルム特性、各種機械的強度、あるいはシール強度、シール部衝撃強度等を持ち、ごみ袋として使用した場合にも破袋しにくく、かつ、燃焼エネルギーあるいは炭酸ガスの発生が抑制でき、酸素透過度が低く保香性に優れている、ごみ袋、レジ袋等として好適に用いることができる、回収PETを再利用したインフレーションフィルムを提供する。
【解決手段】回収PET樹脂40〜90重量部、ポリエチレン系樹脂10〜60重量部、及び増粘剤1〜20重量部(但し、三成分中の回収PET樹脂の含有量が35重量%以上)を二軸押出機により溶融混練しペレットとした後、該ペレットをインフレーション法にてフィルムに成形し、インフレーションフィルムを得る。
(もっと読む)
延伸ポリアミドフィルム及びその製造方法
【課題】本発明は食品、医薬品、産業資材包装分野等に用いられる、透湿性およびアルコ
ール透過性の高い機械的強度及び寸法安定性に優れたポリアミドフィルムを提供すること
。
【解決手段】熱固定を短時間で行うことにより、引張強度がMD及びTD共1.8×103k
gf/cm2以上であり、透湿係数が5000g・μm/m2・24hr(40℃)以上
ないしはエタノール透過率が6000g・μm/m2・24hr(50%RH/40℃)以
上であり、厚みが25μm以下である透湿性ないしはアルコール透過性に優れた二軸延伸
ポリアミドフィルムにより得られる。
(もっと読む)
インフレーションフィルム
【課題】特定のシンジオタクティックプロピレン重合体およびプロピレン・α-オレフィ
ン共重合体を含むプロピレン系重合体組成物を空冷インフレーション成形することにより、透明性、表面光沢および成形加工性に優れたインフレーションフィルムを提供する。
【解決手段】シンジオタクティックプロピレン重合体(A)100〜50重量部と、プロピレン・α-オレフィン共重合体(B)0〜50重量部(ただし、(A)と(B)との合
計を100重量部とする。)とを含むプロピレン系重合体組成物を空冷インフレーション成形して得られるインフレーションフィルム。
(もっと読む)
ブロー成形フィルムおよびそれらの製造方法
ブロー成形フィルムおよびそれらの製造方法がここに記述される。この方法は2モードのエチレンベース重合体を準備し、2モードのエチレンベース重合体を少なくとも約30ppmの過酸化物と配合して改質ポリエチレンを製造しそして改質ポリエチレンをブロー成形フィルムに製造することを一般的に包含する。 (もっと読む)
包装用シュリンクフィルム及びその製造方法
【課題】 本発明は、剛性、収縮性及び透明性に優れた包装用シュリンクフィルムを提供する。
【解決手段】 本発明の包装用シュリンクフィルムは、メルトフローレイトが0.1〜3g/10分の低密度ポリエチレン30〜95重量%と、メタロセン触媒を用いて重合され且つメルトフローレイトが0.1〜3g/10分のプロピレン−エチレンランダム共重合体5〜70重量%とを含有することを特徴とするので、剛性に優れており、従来から段ボールを用いて包装されていた被包装物を段ボールの代わりに本発明の包装用シュリンクフィルムを用いて包装することができる。
(もっと読む)
ポリプロピレン系多層シュリンクフィルム
【課題】弾性率、低温収縮性と平面性が共に優れ、自動包装機における高速包装適性と収縮包装仕上がり性とを両立できるポリプロピレン系多層シュリンクフィルムを提供する。
【解決手段】示差走査熱量計(DSC)によって測定される融解ピーク温度が130〜165℃、メルトフローレート(MFR、測定温度230℃、荷重2.16kgf)が1.0〜10.0g/10分であるプロピレン系樹脂(A)からなる層(X)と、DSCによって測定される融解ピーク温度が110〜120℃であり、MFRが1.0〜10.0g/10分であるメタロセン触媒によって重合された結晶性プロピレン−α−オレフィンランダム共重合体(B:以下、メタロセンPP)を主体とする層(Y)を有し、少なくとも3層以上からなり、縦横とも延伸倍率3倍以上の延伸加工を施し、100℃における熱収縮率が縦横とも25%以上であるポリプロピレン系多層シュリンクフィルム。
(もっと読む)
合成樹脂多層フィルム及びこれを用いた袋

【課題】内表面或いは外表面に帯電防止成分がブリードアウトしないように帯電防止機能を有する材料を混入し、当該多層フィルムによる袋やフィルムの収納物や被包装物に帯電防止成分の移行による悪影響を与えずに長期にわたって帯電防止効果が生じる多層フィルム及びこれを用いた袋。
【解決手段】多層フィルム1は中間層1、内層3及び外層4から成り、中間層2は帯電防止機能を有する材料が付加されてその抵抗値を108〜1011Ωとしている。また、外層3及び内層4は、帯電防止機能を有する材料を添加せず、夫々の表面抵抗値を1014Ω以上とし、前記中間層2の厚さは前記外層3及び内層4の厚さ以上とした。
(もっと読む)
長さ方向に対して角度をなして延伸されているポリマーフィルムの製造のための方法および装置
柔軟なチューブ状のフィルム(10)が螺旋状に切断されて平坦なストリップにされる。これはタンブリング巻出機(1)により平坦な形態でチューブ状のフィルムが巻出され、平坦なフィルムチューブがチューブエクスパンジョンゾーン(17)へ進み、ここで平坦なチューブが円筒状のチューブに膨張され、膨張されたチューブの直径よりも若干小さい外径を有する中空マンドレル(14)の上を軸方向に通過し、ナイフ(18)により螺旋状に切断され、平坦なストリップとされ、マンドレルの軸と角度をなして回収される。平坦なチューブは、タンブリング巻出機により振動される延伸ローラー(107−112)により長さ方向に延伸される。装置はさらにマンドレルから引き出された後に螺旋状に切断されたフィルムストリップに、タンブリング延伸ローラーにより加えられた配向を安定化するための安定化手段を含む。 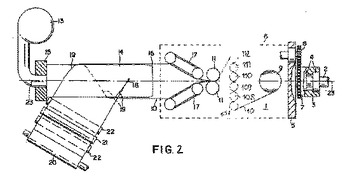 (もっと読む)
(もっと読む)
澱粉生分解性材料のための薄膜ブロー機械用回転ダイヘッド
【課題】回転ダイヘッドにより製造される薄膜製品の高い品質と製品率、大量生産を目的とする。
【解決手段】
澱粉ベース生分解性材料のための薄膜ブロー機械の回転ダイヘッドは、同軸状に取り付けられるダイ芯部分と外躯部分、を備え、ダイ芯部分は中心軸(15)に嵌め込まれる螺旋状ダイ芯(22)、中心軸(15)の上端に固定される回転ダイ芯(20)を備え、モータ(2)が中心軸(15)を駆動することで回転ダイ芯(20)を螺旋状ダイ芯(22)に対して回転させ、外躯部分は内側ダイケーシング(21)と、外側ダイケーシング(19)と、口型ダイケーシング(23)とを含み、内側ダイケーシング(21)と外側ダイケーシング(19)の間に外側循環冷却水路を形成し、内側ダイケーシング(21)、口型ダイケーシング(23)、螺旋状ダイ芯(22)、回転ダイ芯(20)は、人字形フィードインスロット、螺旋状搬送スロット、環状隙間緩衝領域等を備えた材料流れ及びモールディングチャネルを形成する。
(もっと読む)
インフレーションフィルムの製造装置及びインフレーションフィルムの製造方法
【課題】極めて清浄度が高いインフレーションフィルムを所望の大きさで製造することが可能なインフレーションフィルムの製造装置を提供する。
【解決手段】インフレーションフィルムの製造装置10は、環状ダイ12と、入口側フィルタ14と、出口側フィルタ16とを備える。環状ダイ12は、環状流路12cと、ガス導入流路12dと、ガス排出流路12eとを有する。環状流路12cは、その出口から円筒状の溶融樹脂R(バブルB)を排出する。ガス導入流路12dは、バブルB内にガスを導入するためのものである。ガス導入流路12dは、その出口が環状流路12cの出口の内側に位置しており、その入口が環状流路12cの出口の外側に位置している。出口側フィルタ16は、ガス導入流路12dの出口側に設けられており、ガス導入流路12dと連通している。
(もっと読む)
偏肉調整型エアーリング
【課題】 インフレーションフィルム製造装置において、冷却風の流れを分断することなく且つ、時間の経過においても円周方向で冷却風の温度を最適に制御することができ、偏肉や物性等に優れた合成樹脂フィルムを製造することができる偏肉調整型エアーリングを提供する。
【解決手段】 インフレーションフィルム製造装置1のダイ2上に設置されたエアーリング4の冷却風流路内に冷却風の流れに直交するように、多数の円弧板12を所定の間隙をもってリング状に配設すると同時に該間隙に断熱材12aを充填し該多数の円弧板12同士をリング状に一体化すると共に、前記各円弧板12内に偏肉調整用の電気加熱ロッド9を埋設した。
(もっと読む)
収縮性多層フィルム
【課題】高倍率延伸後も十分な層間接着性を維持し、また、透明性や光沢等の光学特性に優れ、良好な滑り性を有する収縮性多層フィルム及びその製造方法を提供すること。
【解決手段】内部層(A)と、前記内部層(A)の両面の一方に表面層(B)と、他方に表面層(C)と、前記内部層(A)と前記表面層(B)との間に接着層(D)と、前記内部層(A)と前記表面層(C)との間に接着層(E)と、を有する少なくとも5層からなる収縮性多層フィルムであって、前記内部層(A)が、ポリ乳酸系樹脂で構成される層であり、前記表面層(B)及び前記表面層(C)が、ポリオレフィン系樹脂で構成される層であり、前記接着層(D)及び前記接着層(E)が、スチレン系エラストマー、及び0.880g/cm3以下の密度を有するポリオレフィン系エラストマーからなる群から選ばれる少なくとも1種の柔軟樹脂を含む樹脂組成物で構成される層である、収縮性多層フィルム。
(もっと読む)
インフレーション成形機
【課題】外周側に接着剤などのタック層を設けた円筒状フィルムであってもシワの発生を防ぐことが可能なインフレーション成形機を提供する。
【解決手段】インフレート成形した円筒状フィルムFを搬送しながら扁平状に変形させるガイド手段5の搬送側に、扁平状に変形した円筒状フィルムFをシート状に折り畳むための一対のピンチロール6,7を配置したインフレーション成形機である。一対のピンチロール6,7は、直径が20〜50mmのピンチロールから構成されている。
(もっと読む)
インフレーション成形機
【課題】円筒状フィルムの外周面に接着剤などのタック層を設けた場合であってもシワの発生を防ぐことが可能なインフレーション成形機を提供する。
【解決手段】インフレート成形した円筒状フィルムFを搬送しながら扁平状に変形させるガイド手段5の搬送側に、扁平状に変形した円筒状フィルムFをシート状に折り畳むための一対のピンチロール6,7を配置したインフレーション成形機である。ガイド手段5と一対のピンチロール6,7との間に一対の回転自在な補助ロール8,9が配置されている。この一対の補助ロール8,9は、ピンチロール6,7より径が小さくなっている。扁平状に変形した円筒状フィルムFが、一対の補助ロール8,9を介して一対のピンチロール6,7に搬送される。
(もっと読む)
ポリプロピレン系フィルム
【課題】空冷インフレーション法にて、Tダイ法や水冷インフレーション法で得られるフィルムなみの高透明であり、衝撃強度と引裂強度が良好なポリプロピレン系フィルムを提供する。
【解決手段】特性(A1)〜(A2)を有するプロピレン系ランダム共重合体(A)50〜90重量%と、特性(B1)〜(B3)を有するエチレン系共重合体(B)10〜50重量%とからなる樹脂組成物を用いて、空冷インフレーション法により成形されてなる、ヘーズ値が10%以下であるポリプロピレン系フィルムなど。
(A1)MFR(230℃、2.16kg荷重)が1〜10g/10分。
(A2)融解ピーク温度が110〜140℃。
(B1)エチレンと少なくとも一種類以上の炭素数8以上のα−オレフィンとの共重合体。
(B2)MFR(190℃、2.16kg荷重)が0.5〜10g/10分。
(B3)密度が0.86〜0.90g/cm3。
(もっと読む)
空冷インフレーション用発泡樹脂組成物およびそれを用いた空冷インフレーション発泡フィルム
【課題】空冷インフレーション成形において、均一微細発泡セルを有する外観性の優れた発泡フィルムを得ることができる発泡樹脂組成物、発泡フィルムを提供する。
【解決手段】 メタロセン触媒を用いて重合されたMFRが0.5〜4g/10minのプロピレン系樹脂(A)30〜95重量%とMFRが0.1〜20g/10min、溶融張力(190℃、口径2mm)が1.0〜50cNでかつ、伸長流動下においてひずみ硬化性を有するプロピレン系樹脂(B)70〜5重量%からなる樹脂混合物に対して発泡剤を配合してなる空冷インフレーション用発泡樹脂組成物。
(もっと読む)
インフレーションフィルムの製造装置および製造方法、ならびにこれより得られたインフレーションフィルム
【課題】衛生面や生産性を確保し、品質の低下を抑制すると共に、平坦に巻き取ることができるインフレーションフィルムの製造装置および製造方法、ならびにこれより得られたインフレーションフィルムを実現する。
【解決手段】連続的に成形されるインフレーションフィルムの製造装置1において、筒状にインフレーションフィルム10を成形する成形手段20と、該インフレーションフィルム10を冷却する冷却手段30と、インフレーションフィルム10を扁平状にする扁平手段40と、扁平状のインフレーションフィルム50を巻き取る巻取り手段60とを具備し、前記扁平手段40と巻取り手段60との間に、扁平状のインフレーションフィルム50の両端をレーザーで溶断する溶断手段70を備えることを特徴とするインフレーションフィルムの製造装置1。
(もっと読む)
プロピレンとヘキセン−1とのコポリマー及びそれから得られるブローンフィルム
5〜9重量%のヘキセン−1から誘導される繰り返し単位を含み、125℃〜140℃の融点、及び0.1〜3g/10分のメルトフローレート(ASTM−D1238、230℃/2.16kg)を有する、プロピレンとヘキセン−1とのコポリマーを用いて、有益な機械特性及び光学特性を有するブローンフィルムを製造する。 (もっと読む)
多層フィルムブロー成形用の金型装置
【課題】円筒状の多層フィルムを成形する多層フィルムブロー成形用の金型装置であって、フィルム成形時に中間層間における層界面での乱れや化学反応が発生し難く、外観不良を防止でき、透明性および厚さ精度を確保し得る金型装置を提供する。
【解決手段】金型装置は、第1金型部材(1)、内側樹脂供給モジュール(41)〜(43)、第2金型部材(2)、外側樹脂供給モジュール(54),(55)及び第3金型部材(3)により複数の内側層構成用および外側層構成用の樹脂分配流路(4d)〜(4g),(5a)〜(5c)、集合流路(4)、第2の集合流路(5)並びに樹脂吐出口としてのオリフィス(7)が形成されている。そして、第2の集合流路(5)は、集合流路(4)に対して、樹脂押出方向最下流側の内側層構成用の分配流路(4d)よりも更に下流側で合流している。これにより、中間層を構成する溶融樹脂積層後の押出冷却までの時間を短縮する。
(もっと読む)
41 - 60 / 164
[ Back to top ]