
Fターム[4F211TA01]の内容
プラスチック等のライニング、接合 (31,000) | 接合の区分 (2,634) | 溶着 (1,365)
Fターム[4F211TA01]の下位に属するFターム
溶着と切断 (36)
Fターム[4F211TA01]に分類される特許
41 - 60 / 1,329
帯状バリア性積層包装材料の製造法及び包装材料製造装置
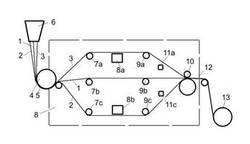
【課題】層間の接着性樹脂を必要とせず、積層包装材料の厚みを薄くでき、減容化できる、帯状バリア性積層包装材料の製造法及び装置を提供する。
【解決手段】帯状バリア性積層包装材料12の製造法は、バリア性樹脂層1とヒートシール性樹脂外層2、3とを、仮積層ステップで、直接に一時的に連続的に仮積層して帯状仮積層体5を得、不活性雰囲気8下で、帯状仮積層体を、引き剥がしステップで、各層に機械的に引き剥がし、ヒートシール性樹脂層を、表面処理ステップで、プラズマ処理/コロナ処理によって、表面改質し、ヒートシール性樹脂層とバリア性樹脂層とを、積層ステップで、連続的に直接に重ねて押圧して積層し、帯状バリア性積層包装材料。
(もっと読む)
樹脂部材の接合方法

【課題】レーザー光を用いた樹脂部材の接合において、破断を抑制すると共に、所望の接合形状を安定的に得られる、樹脂部材の接合方法を提供する。
【解決手段】少なくとも一部が重なるように複数の樹脂部材を配置する工程と、回転可能な円筒状または球状のガラス製の加圧部材50で樹脂部材の重ね合わせ部を加圧しながら加圧部材50を走査させると共に、加圧部材50を介して重ね合わせ部にレーザー光Lを照射する工程とを備え、レーザー光を照射する工程では、加圧部材50と重ね合わせ部との間に、加圧部材50の加圧面よりも広い加圧面を有する相間部材40を配置することを特徴とする。
(もっと読む)
樹脂部材の接合方法
【課題】レーザー光を用いた樹脂部材の接合において破断を抑制する、樹脂部材の接合方法を提供する。
【解決手段】樹脂部材の接合方法は、少なくとも一部が重なるように複数の樹脂部材を配置する工程と、ガラス製の加圧部材50で重ね合わせ部を加圧しながら加圧部材50を走査させると共に、加圧部材50を介して重ね合わせ部にレーザー光Lを照射する工程とを備えている。照射する工程では、加圧部材50による加圧時間を3msec以上600msec以下とすることを特徴としている。
(もっと読む)
三層管と管継手の接続端部加熱用鏝とその鏝を用いた加熱装置及び加熱方法
【課題】樹脂被覆金属三層管と樹脂製管継手との溶融接続を可能とする三層管と管継手の接続端部加熱用鏝を提供する。
【解決手段】樹脂被覆金属三層管7の端部7aと、該三層管7の端部7aの内外両側の樹脂被覆層13、14に当接する三層管端部差込溝11を備えた樹脂製管継手8の端部8aとの接合面を融着するための管端部加熱用鏝であって、a)鏝芯2に背面を固定し、前面に前記三層管7の端部7aに差込可能に対応する円周溝9を形成した三層管加熱体3と、b)前記鏝芯2に背面を固定し、前面に前記管継手8の三層管端部差込溝11に差込可能に対応する管状突起10を備えた継手加熱体4と、c)鏝芯2の基部2aに固定した電気ヒータ5と、そのヒータ5に送電する電気コード6とを備えて成る。
(もっと読む)
中空構造板の製造方法
【課題】しわの発生を抑制することができ、安定して連続生産することが可能なシングルコーン型中空構造板の製造方法を提供する。
【解決手段】第1の熱可塑性樹脂シート20に中空錐台状の凸部2aを、所定の間隔を空けて複数形成した後、各凸部2aの先端部に第2の熱可塑性樹脂シート30を熱融着して、シングルコーン成形シート2の凸部2aの先端部に、中間シート3が熱融着された中間体4を得る。その後、中間体4の表面及び裏面に、中間シート3と共に表面材7を構成する表面材シート5と、それ自体が表面材8として機能する表面材シート6を熱融着して、中空構造板1とする。
(もっと読む)
インジェクション成形スポイト及びその製造方法
【課題】低価格で、さらにバリのない安定した品質のインジェクション成形スポイトを提供する
【解決手段】上記課題を解決するために、本発明は、インジェクション成形されたプラスチック製のスポイトであって、液体を吸引及び吐出する口を一端に有する管部と、前記管部の他端に連設され押圧され自己回復する内部空洞の操作部とからなり、前記操作部の他端を溶着して密封したシール部を備えることを特徴とするインジェクション形成スポイトの構成とした。
(もっと読む)
樹脂部品の製造方法及び樹脂部品同士の固定構造
【課題】光透明樹脂で形成された部品と光吸収樹脂で構成された部品の部品同士の固定部が見栄えを損なうことなく観視者に違和感を与えないような固定構造及びそのような部品の製造方法を提供することにある。
【解決手段】光吸収部材10の、切欠部を有しない第1立壁部12と切欠部18を有する第2立壁部13により形成された溝部16に光透明部材1の脚部3を挿入して嵌合部45を形成し、嵌合部45の光透明部材1側から、第2立壁部13の切欠部18に露出した光透明部材1の脚部3に向かって一回目のレーザ照射を行い第1立壁部12と脚部3との仮融着接合固定を行い、切欠部18に露出した脚部3の一回面のレーザ照射とは異なる位置に二回目のレーザ照射を行って本溶融接合固定とした。
(もっと読む)
レーザビーム溶接方法及びこの方法により製造された成形部品
【課題】白色顔料着色部品をレーザビーム溶接する方法を提供する。
【解決手段】2つのプラスチック部品(A,B)をレーザ溶接する方法であって、1200〜2200nmのレーザ放射線から遠ざかる方向に向いた部品(B)は白色顔料着色量が0.5重量%以上且つ20重量%以下のプラスチック母材から成り、レーザ放射線に向いた部品(A)はプラスチック母材を備え、この方法は、(1)部品(A)の着色の有無とは関係なく、部品(A)を通るレーザビームの移動距離が10mm以下であるという条件及び(2)部品(A)の白色顔料着色量が重量%で表される場合、mmで表された部品(A)を通るレーザビームの移動距離(l)と重量%で表された白色顔料着色量の積は1.25未満であり、部品(A)を通るレーザビームの移動距離(l)が1mm以下であるという条件の下で実施される。
(もっと読む)
複合材料構造物及びその製造方法
【課題】各部材に形成された領域を高精度かつ簡便に位置決めして繋ぎ合わせることが可能な複合材料構造物の提供。
【解決手段】熱可塑性樹脂からなり、熱圧着により接合された二以上の基材11,12と、前記熱可塑性樹脂よりも熱変形温度が高い材料からなり、基材11,12の少なくとも一つに形成された空間内に挿入された一以上の部材2と、から構成され、前記空間内に挿入された部材2が、熱圧着により熱変形した基材11,12の前記空間を構成する壁面13によって固定保持されている複合材料構造物Aを提供する。
(もっと読む)
車両用内装部品およびその製造方法
【課題】基材と溶着部材との接合強度を更に向上させる車両用内装部品およびその製造方法を提供する。
【解決手段】本発明による車両用内装部品の製造方法は、基材1と溶着部材3との間に、20〜200μmの金属箔7の両面に厚さが10〜50μmのホットメルトフィルム9,11をそれぞれ貼り合わせた複合フィルム5を配置する第1工程と、電磁誘導加熱装置本体部23の下面23aと基材1の上面1aとの距離を15mm以下に設定した状態で電磁誘導加熱装置21を配置する第2工程と、前記電磁誘導加熱装置21に高周波電流を流し、前記複合フィルム5における金属箔部分7を発熱させる第3工程と、前記金属箔部分7の熱によって、前記複合フィルム5におけるホットメルトフィルム部分9,11を溶融させ、基材1と溶着部材3とを複合フィルム5を介して接合する第4工程と、を含んでなる。
(もっと読む)
レーザ照射による樹脂部材の溶融接合方法
【課題】光透過性樹脂部材と光吸収性樹脂部材とをレーザ照射により溶融接合するにあたり、作業効率が良好で且つ溶融接合領域全域に亘って均一な接合状態を確保することができる溶融接合方法を提供することにある。
【解決手段】第1のレーザスキャンヘッド30から発するレーザ光L1によって第1のレーザ走査経路C1を走査照射し、第2のレーザスキャンヘッド35から発するレーザ光L2によって2レーザ走査経路C2を走査照射し、第1のレーザ走査経路C1及び第2レーザ走査経路C2においてレーザ光L1とレーザ光L2がオーバーラップして走査照射する領域A及びBにおける走査照射速度を、レーザ光L1又はレーザ光L2が単独で走査照射する領域における走査照射速度の2倍の速度とした。
(もっと読む)
樹脂フィルム接合体の製造方法
【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を簡便に製造し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して前記樹脂フィルム部材よりも光吸収率が高く、水に対する接触角が60°以上である表面を有する光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
樹脂フィルム接合体の製造方法
【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を簡便に製造し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して光吸収率が高く、300℃の温度環境下で安定性を有する表面を備えた光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
積層体およびその製造方法
【課題】ポリフェニレンサルファイド樹脂フィルムとポリオレフィン樹脂フィルムとを接着剤を使用せずに接着した積層体であって、異物や残留溶剤等が滲出することがなく、優れた強度、耐熱性、耐薬品性、耐湿性、各種電気特性、ヒートシール性を有する積層体を提供する。
【解決手段】ポリフェニレンサルファイド樹脂フィルムとポリオレフィン樹脂フィルムとが積層した積層体であって、前記ポリフェニレンサルファイド樹脂フィルムおよび前記ポリオレフィン樹脂フィルムの少なくとも一部で、前記ポリフェニレンサルファイド樹脂フィルム中の原子と、前記ポリオレフィン樹脂フィルム中の原子との間に結合が形成されており、前記ポリフェニレンサルファイド樹脂フィルムおよび前記ポリオレフィン樹脂フィルムとが接着剤を介さずに接着されている。
(もっと読む)
樹脂フィルム接合体の製造方法
【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を作製し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して前記樹脂フィルム部材よりも光吸収率が高く、算術平均粗さ(Ra)が0.5μm未満である表面を有する光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
積層体およびその製造方法
【課題】コート層を設けた熱可塑性樹脂フィルムと他方の熱可塑性樹脂フィルムとを接着剤を使用せずに接着した積層体であって、異物や残留溶剤等が滲出することがなく、かつ、密着性、ガスバリア性、強度に優れる積層体を提供する。
【解決手段】第一の熱可塑性樹脂フィルムと、第二の熱可塑性樹脂フィルムおよび前記第二の熱可塑性樹脂フィルムの少なくとも一方の面に設けられたコート層を備えた積層フィルムとが、前記第一の熱可塑性樹脂フィルムと前記コート層とが対向するように積層した積層体であって、前記第一の熱可塑性樹脂フィルムと前記コート層との界面の少なくとも一部で、前記第一の熱可塑性樹脂フィルム中の原子と、前記コート層中の原子との間に結合が形成されており、第一の熱可塑性樹脂フィルムおよび前記積層フィルムが、接着剤を介さずに接着されている。
(もっと読む)
繊維強化熱可塑性樹脂の接合方法
【課題】被接合面において、熱可塑性樹脂が溶け出して強化繊維が浮き出る現象による接合不良を防止でき、バリの質量が少ない、繊維強化熱可塑性樹脂の接合方法を提供する。
【解決手段】強化繊維(F1)に熱可塑性樹脂(P1)を含浸してなる繊維強化熱可塑性樹脂(C1)からなる部材に設けられた第1の被接合面1aと、熱可塑性樹脂(P2)を含み繊維を含まない材料(C2)または強化繊維(F2)に熱可塑性樹脂(P2)を含浸してなる繊維強化熱可塑性樹脂(C3)からなる部材に設けられた第2の被接合面2aの少なくとも一方を加熱手段3で予備加熱した後、振動溶着により両者を接合する方法であって、予備加熱される被接合面1a、2aの表面温度が、該被接合面1a、2aを構成する熱可塑性樹脂の融点以下またはガラス転移温度以下である、繊維強化熱可塑性樹脂の接合方法。
(もっと読む)
複合フィルムおよびその製造方法
【課題】 電気絶縁性、モーター加工性、界面接着性を損なうことなく、外観や物理特性に優れた複合フィルムを提供する。
【解決手段】 最外層に実質的にポリパラフェニレンサルファイドからなる層(層A)を有する二軸配向フィルム(フィルムA)と、一方の最外層に実質的にポリパラフェニレンサルファイドからなる層(層A’)を有し、その反対の最外層に層Aを構成する実質的なポリパラフェニレンサルファイドよりも融点が20℃以上低いポリフェニレンサルファイドで構成された層(層B)を有する二軸配向フィルム(フィルムB)とがフィルムAの層AとフィルムBの層B間で接着剤を用いずに接合された構成を含む、厚みが120μm以上500μm以下、破断伸度が60%以上の複合フィルムであって、前記層Aと層B間の接着強度が70g/15mm以上であり、かつ、該複合フィルムの表面において長径100μm以上、深さが0.5μm以上の表面凹みが1個/100cm2以下であることを特徴とする複合フィルム。
(もっと読む)
真空チャンバの真空度制御機構、これを備えた接合装置、真空チャンバの真空度制御方法、及び接合装置の真空度制御方法
【課題】簡易な構成で、真空圧制御の精度を高めることができる真空チャンバの真空度制御機構、これを備えた接合装置、真空チャンバの真空度制御方法、及び接合装置の真空度制御方法を提供する。
【解決手段】真空チャンバDの真空圧力値を制御するための真空チャンバの真空度制御機構であって、真空チャンバDを真空引きするための真空経路と、真空チャンバDに気体を導入する流量調整弁30と、流量調整弁30の開閉率を制御する制御部32と、を備え、制御部32は、真空チャンバDの真空圧力値に基づいて流量調整弁30の開閉率を制御して、真空チャンバDの真空圧力値を目標真空圧力値に調整する。
(もっと読む)
樹脂板溶着装置及びその方法
【課題】誘電加熱による最も高温となる部位を樹脂板の裏面側に変位させることによって、おもて面側の溶融域を狭小とし、おもて面に凹みが発生するのを防止する。
【解決手段】樹脂板溶着装置は、おもて面が揃えられた所定厚を有する少なくとも2枚の溶着対象となる樹脂板1を、その端面1a同士の突き合わせ部位に誘電加熱を施すことによって溶着するもので、それぞれ所要厚を有する長尺体で、端面同士が、樹脂板1を挟んで対向配置される誘電加熱用の対向電極411,4221と、対向電極411,4221に挟持された状態の樹脂板1の裏面に敷設される熱担持層材413とを備えている。
(もっと読む)
41 - 60 / 1,329
[ Back to top ]