
Fターム[4F211TA01]の内容
プラスチック等のライニング、接合 (31,000) | 接合の区分 (2,634) | 溶着 (1,365)
Fターム[4F211TA01]の下位に属するFターム
溶着と切断 (36)
Fターム[4F211TA01]に分類される特許
61 - 80 / 1,329
フランジ付き紙カップの製造装置および製造方法
【課題】シート材を焦がすことなく、開口部の外周縁に扁平なフランジ部を形成した紙カップを製造する装置および方法を提供する。
【解決手段】紙カップの側壁内側に嵌合する嵌合部と、嵌合部の外周壁に接続され、紙カップの開口部に当接する円環状の加工面とを有する超音波ホーンと、その内部に紙カップの側壁が嵌合するカップ受け部と、カップ受け部の開口部の上端面に円環状のフランジ受け部とを有する受け治具とを備え、加工面およびフランジ受け部は、互いに接近するにつれて、紙カップの側壁の上端縁近傍に形成されたカーリングを押圧および加熱して押しつぶすことで扁平なフランジ部を形成し、加工面およびフランジ受け部を対向して配置したときに両者の間に形成されるクリアランスは、側壁を構成するシート材を重ねて貼り合わせた貼り合わせ部が配置される部分において、部分的に大きくなっている。
(もっと読む)
連続フィルム基材の貼合せ装置および連続フィルム基材の貼合せ方法

【課題】異種材料からなるフィルム基材同士をラミネート加工を用いることなく容易かつ確実に接着する。
【解決手段】連続フィルム基材の貼合せ装置10は第1フィルム基材1を供給する第1フィルム基材供給部1Aと、第2フィルム基材2を供給する第2フィルム基材供給部2Aと、第1フィルム基材1および第2フィルム基材2を積層して挟持する一対の挟持ローラ6、7とを備えている。一対の挟持ローラ6、7の上流側に、第1フィルム基材1と第2フィルム基材2の内面に対して電子線を照射する第1電子線照射装置3と第2電子線照射装置4とが設けられている。一対の挟持ローラ6、7、第1電子線照射装置3および第2電子線照射装置4は、いずれもカバー15、11、12により囲まれ、内部が窒素雰囲気となっている。
(もっと読む)
封止部材の溶着方法および容器
【課題】製造設備も簡素で、使用する封止部材の自由度が高い筒状フィルムへの封止部材の溶着方法、および、生産性が高く、製造設備も簡素で、使用する封止部材の自由度が高く、機械的な強度も高く、軽くてコンパクトで、筒状フィルムと封止部材との溶着部からの水分侵入や内容品からの液体成分散逸のおそれの小さい容器を提供する。
【解決手段】少なくとも内面が溶着性を有する筒状フィルム2に、筒状フィルム2の一部を収容する溝状の凹み32,42を溶着面31,41に有する封止部材3,4を挿入して筒状フィルム2の溶着個所に配置し、筒状フィルム2の外側から溝状の凹み32,42に対応した凸条のシール部材で筒状フィルム2を凹み32,42に押し付け、凹み32,42で筒状フィルム2を引き延ばして封止部材3,4と気密に溶着する。
(もっと読む)
管融着装置
【課題】簡単な構造でサイズ変更に応じて管体の加熱挿入量を大きなビードが発生しないように管理調整する管融着装置の提供。
【解決手段】クランプ11,12の間に加熱手段2が配置された状態で、クランプ11,12を管体S,Pの嵌合方向へ相対的に移動させることにより、クランプ11,12と加熱手段2の間で加熱量調整手段3の加熱量調整用スペーサ3a,3bがそれぞれ突き当たって、加熱手段2と管体S,Pの加熱挿入量が設定され、加熱手段2と管体S,Pとの間に隙間Cが形成されるため、管体S,Pの嵌合部位のみが溶融されて、溶融樹脂が管体S,P同士の嵌入時に管体S,Pの内周面側にはみ出ない。
(もっと読む)
助手席用エアバッグ装置
【課題】簡素な構造で強い接合強度を確保する。
【解決手段】エアバッグカバー本体部141は、板状の開成部141aと、少なくとも開成部141aよりも内周側の領域に設けられた平滑部FTと、開成部141aよりも外周側の領域から突出するとともに、開成部141における面の平坦性を維持するように設けられた、複数の溶着補助リブ18a〜gとを備え、枠状体142は、膨張荷重によって押圧されることで開裂して展開するフラップ部146と、平滑部FTに臨むように少なくともフラップ部146に設けられた被溶着リブ24,27,32と、複数の被溶着補助リブ30a〜gとを備え、被溶着リブ24,27,32と平滑部FTとが当接されるとともに被溶着補助リブ30a〜gと溶着補助リブ18a〜gとが当接された状態で振動溶着により接合される。
(もっと読む)
チューブタイヤのチューブ成型機
【課題】円筒状ゴム部材の両端を圧着してタイヤチューブを成型する際に、ライニングゴムブロックの変形が少なくても、チューブ生地両端部の圧着力を確保でき、かつ、チューブ接合端にはみ出しゴムが生成されるのを防止する。
【解決手段】中空円筒状のチューブ生地6の端部6a同士を圧着、あるいは加熱圧着してリング状のタイヤチューブを成型するチューブタイヤのチューブ成型機であって、前記チューブ生地6の端部6aを解放自在にクランプ保持する一対の上下型金3、4と、前記上下型金の対向面に設けられ前記チューブ生地6をバイスして圧着するライニングゴムブロック10を備え、前記ライニングゴムブロック10は、チューブ生地端部6aをクランプするための内面10bと先端面10dとを有し、前記上下型金3、4への取付面10eは先端部の先端面10dよりも大きく、かつ前記先端面10dと前記内面10bの境界部がテーパー面に形成されている。
(もっと読む)
熱圧着装置及び熱圧着方法
【課題】合成樹脂プレートと合成樹脂フィルムとを隙間なく良好な状態で密着させる技術を提供する。
【解決手段】熱圧着装置10は、金属シート53上にて合成樹脂プレートPと合成樹脂フィルムF1,F2とを重ね合わせて形成した圧着対象物20を、上チェスブロック32と下チェスブロック52と、の間に挟持して加熱、加圧して溶着する装置である。下チェスブロック52は、圧着対象物20に接触して加熱、加圧するため当該熱圧着対象物20より高剛性の弾性材料で形成された金属シート53と、金属シート33より下型ダイセット50側に配置され金属シート53より低弾性率の材料で形成された弾性材54と、弾性材54より下型ダイセット50側に配置された押圧プレート55と、押圧プレート55に下型ダイセット50からの加圧力を伝達する複数の弾性支持体56と、を備えている。
(もっと読む)
チューブ溶断溶着装置
【課題】各部品の寸法精度をそれほど高めることなく、また、各部品の組み付けを厳密に管理しなくても、チューブの端部とウエハの翼部との位置合わせを容易に、かつ、正確に行えるようにする。
【解決手段】キャリッジ14は、駆動力が伝達される本体ブロック40と、ウエハ13を、チューブ100,102の中心線に交差して延びる姿勢となるように保持するウエハ保持部材41と、ウエハ保持部材41を本体ブロック40に対し上下方向に変位可能にフローティング状態で支持する板バネ42とを備えている。装置本体におけるウエハ保持部材41の下方には、ウエハ保持部材41の高さを調整するための高さ調整機構55が設けられている。
(もっと読む)
樹脂等の溶接用治具及びそれを用いた樹脂等の溶接方法
【課題】気体を供給する管内にヒーターを内蔵することによりその管内で気体の温度調節を可能とし、加熱し熱風とした気体を被溶接材に噴射して接合部を形成する樹脂等の溶接用治具及びそれを用いた樹脂等の溶接方法を提供する。
【解決手段】本発明の樹脂等の溶接用治具及びそれを用いた樹脂等の溶接方法は、気体供給部から供給された気体を内蔵されたセラミックヒーターで加熱供給する熱風供給管と、熱風供給管に接続され、熱風を放出する熱風放出管と、溶接素材を供給するための溶接素材供給管、接合部を冷却するための冷却風を送風する冷却管及び接合部を圧着するためのローラが設けられ、熱風放出管に接続されたノズル部とからなる。
(もっと読む)
熱可塑性樹脂材の融着方法、熱可塑性樹脂材を融着する溶融棒、熱可塑性樹脂材の融着装置、及び融着した熱可塑性樹脂材
【課題】熱可塑性樹脂材を積層した部分に加熱棒を挿入し融着して一体化した強度は一定の強度があるが、長時間の使用を経ると一体化した部分の一部が破れたり、剥がれたりしてしまう。
【解決手段】超音波振動用工具ホーンに、少なくとも尖端部とくびれ部を形成し、重ねた二以上の熱可塑性樹脂材に押圧し、超音波振動する工具ホーンの尖端部で重ねた二以上の熱可塑性樹脂材に貫通孔を開けるとともに溶融し、工具ホーンのくびれ部に溶融した熱可塑性樹脂材を取り込んだ後、工具ホーンを押圧方向と逆方向に引き抜くことによって、工具ホーンのくびれ部に取り込んだ溶融した熱可塑性樹脂材を貫通孔から持ち上げ、リング状部に成形して、冷却・固化して熱可塑性樹脂材を一体化する。
(もっと読む)
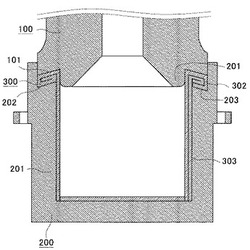
樹脂溶着体
【課題】樹脂溶着体の溶着強度を高めるとともに材料コストを削減する。
【解決手段】パイプ本体3は、内層部材15と、内層部材15の外面に一体に設けられた外層部材17とを備え、蓋体13は、蓋本体21と、蓋本体21の外周部21aを除く領域に一体に設けられ中空体S1の開口部11を閉塞する施蓋部23とを備える。外層部材17を、レーザ光Lに対して吸収性を有する第1の樹脂で構成し、蓋本体21を、レーザ光に対して透過性を有する第2の樹脂で構成し、内層部材15及び施蓋部23のみを共に、所定の流体に耐えうる耐薬品性を有する第3の樹脂で構成する。蓋体13の施蓋部23でパイプ本体3の開口部11を閉塞した状態で、施蓋部23と内層部材15とを開口部11の全周に亘って当接させ、かつ蓋本体21の外周部21aと外層部材17とをレーザ光Lの照射により一体に溶着する。
(もっと読む)
マイクロチップおよびその製造方法
【課題】基板を貼合することで作製されるマイクロチップの製造において、貼合不良部や変化部が形成されることなく、所望の形状の流体回路を有するマイクロチップを高い歩留まり率で得ること。
【解決手段】少なくとも一方の表面に隔壁11で区画された凹部10を有する第1の基板1と、前記第1の基板1の少なくとも前記一方の表面に貼合された第2の基板2とを備え、前記凹部10および前記第2の基板2の表面から構成される流体回路を含むマイクロチップであって、前記第1の基板1の前記隔壁11のうち、少なくとも前記凹部10を区画している隔壁11の先端の一部が、溶着リブ30を介して前記第2の基板2に溶着されている。
(もっと読む)
接合構造体
【課題】2つの成形体を振動溶着にて接合するにあたり、振動溶着後に接合部から外部にくみ出すバリ除去のための端末処理を必要としない接合構造体を提供する。
【解決手段】第1成形体と第2成形体の少なくとも一方に熱可塑性樹脂を含み、該第1成形体と第2成形体を振動溶着により溶着した接合構造体であって、接合構造体端部のバリが凸曲面状にされた接合構造体。
(もっと読む)
相互摩擦溶着方法
【課題】溶着部位からの粉塵や剥離し易い糸バリ、その他の剥離し易い種々の形態のバリの発生を大幅に低減する。
【解決手段】先ず、両溶着部材を夫々振動或いは回転側治具と加圧側治具とに夫々保持する(ステップ1、2)。次に、両溶着部材の溶着部位に一定時間赤外線を照射して該溶着部位の活性を促す(ステップ3)。次に、溶着部材同士を接触させて加圧を開始する(ステップ4)。次に、所定の圧力の加圧状態において一方の溶着部材の振動或いは回転を開始する(ステップ5)。その後、相互摩擦により両溶着部材における溶着部位の温度が上昇し始める過程(ステップ6)、摩擦熱により両溶着部材における溶着部位が部分的に溶融を開始する過程(ステップ7)、継続的な摩擦熱の発生による摩擦時間と溶融量が比例する過程(ステップ8)、加圧状態維持のまま振動或いは回転を停止して冷却する過程(ステップ9)を経る。
(もっと読む)
樹脂成形体と金属成形体とのレーザー溶着法及び複合成形体
【課題】樹脂成形体を劣化させることなく、樹脂成形体と金属成形体とを強固に接合できるレーザー溶着法を提供する。
【解決手段】樹脂成形体と金属成形体との間に、融点を有する熱可塑性エラストマー及びレーザー光吸収剤を含む樹脂組成物で形成された接着フィルムを介在させて樹脂成形体側からレーザー光を照射することにより樹脂成形体と金属成形体とを接合する。前記熱可塑性エラストマーは、融点より10℃高い温度での溶融粘度V10と、融点より50℃高い温度での溶融粘度V50との比V10/V50が10倍以下である。前記レーザー光吸収剤はニグロシン染料である。前記樹脂成形体は融点を有する熱可塑性樹脂で形成され、かつ接着フィルムの熱可塑性エラストマーは前記熱可塑性樹脂の融点より低い融点を有していてもよい。
(もっと読む)
繊維強化樹脂材の接合方法と接合構造
【課題】繊維強化樹脂材同士を短時間でしかも高い接合強度で接合することのできる繊維強化樹脂材の接合方法と接合構造を提供する。
【解決手段】2つのマトリックス樹脂1a,2aが熱可塑性樹脂からなる繊維強化樹脂材1,2の少なくとも一部同士を重ね合わせて重ね合わせ箇所を形成し、マトリックス樹脂3aが熱可塑性樹脂からなる繊維強化樹脂シート3を該重ね合わせ箇所の上面に配して、重ね合わせ箇所のマトリックス樹脂を軟化させるステップ、繊維強化樹脂シート3の上方から押し込みピンPを押し込み、該繊維強化樹脂シート3の一部と押し込みピンPの一部を最下層の繊維強化樹脂材2の途中位置まで到達させ、押し込みピンPを取り外し、すべてのマトリックス樹脂を硬化させて2つの繊維強化樹脂材1,2の重ね合わせ箇所を押し込まれて変形した繊維強化樹脂シート3で接合するステップからなる接合方法である。
(もっと読む)
溶着樹脂製品の製造方法及び加熱溶着装置
【課題】溶着品質を安定させることが可能な溶着樹脂製品の製造方法及び加熱溶着装置を提供する。
【解決手段】本発明の加熱溶着装置75は、接近及び離間可能な1対のワーク支持盤91,95におけるワーク配置面R1,R10にエラストマー製のパッキン92P,96Pを備えている。また、各ワーク配置面R1,R10のうちパッキン92P,96Pに囲まれた領域には吸気溝93M,97Mが形成され、ワーク支持盤91,95を貫通した吸気路93R,97Rが吸気溝93M,97Mに連通している。そして、吸気溝93M,97M内を負圧状態とし、1対のワークにパッキン92P,96Pを密着させてそれらワークを保持する。
(もっと読む)
継手ベルト
【課題】継手ベルトの継手部分の耐屈曲性を向上させる。
【解決手段】長尺ベルト10は、両端部11、21をフィンガー状に加工する。両端部11、21の端面は、継手部材30を介して、熱融着により継ぎ合わされる。継手部材30は、ウレタンエラストマー等の熱可塑性エラストマーから構成され、両端部11、21の端面の形状に合わせてW字状となる。長尺ベルト10は、熱可塑性エラストマーより融点が高い材料、溶融しない材料、又はこれらの組み合わせで形成され、熱融着により実質的に溶融していない。
(もっと読む)
レーザ接合方法
【課題】
熱可塑性樹脂同士もしくは樹脂と金属との界面強度を向上させ、強固に接合可能とした上で、隙間の存在による接合不良を大幅に低減可能とするレーザ接合方法を提供する。
【解決手段】
接合前に、少なくとも第一の熱可塑性樹脂の接合界面側には、表面改質処理を施すことによりバルク熱可塑性樹脂に比べ酸素官能基を多く含有した酸化層を形成する工程を有し、第二の熱可塑性樹脂もしくは金属の間に液状の中間材を介在させた状態で、加圧し、レーザ照射して接合を行う。
(もっと読む)
ポリアリーレンエーテルケトンフィルムおよび金属フィルムとからなる接着剤を用いない複合材
【課題】寸法安定性の配線板を製造するために適切な、接着剤を使用しない複合材を提供する。
【解決手段】I.以下の成分:
a)ポリアリーレンエーテルケトン 60〜96質量部、
b)六方晶窒化ホウ素 2〜25質量部、および
c)タルク 2〜25質量部
を含む成形材料からなる、5〜1200μmの厚さを有するフィルムを準備する工程、この場合、成分a)、b)およびc)の質量部の合計は、100である、
II.10〜150μmの厚さを有する金属フィルムを準備する工程、
III.I.およびII.で準備したフィルムを、接着剤を使用せずに、Tm−40K〜Tm+40Kの範囲の温度および4〜5000バールの範囲の圧力で圧縮する工程、を有する方法により、ポリアリーレンエーテルケトン成形材料と金属フィルムとからなるフィルムからなる複合材を製造する。
(もっと読む)
61 - 80 / 1,329
[ Back to top ]