
Fターム[4F211TA01]の内容
プラスチック等のライニング、接合 (31,000) | 接合の区分 (2,634) | 溶着 (1,365)
Fターム[4F211TA01]の下位に属するFターム
溶着と切断 (36)
Fターム[4F211TA01]に分類される特許
121 - 140 / 1,329
熱溶着用抵抗発熱体
【技術課題】
熱可塑性樹脂の熱溶着において、被溶着物の剛性を向上できる抵抗発熱体を提供する。
【解決手段】
熱可塑性樹脂の熱溶着に用いられる抵抗発熱体1の長手方向に沿ってこの抵抗発熱体1に作用する曲げに対する応力を高めるための剛性補強手段を例えば断面L字型またはU字型等に一体形成する。このような断面形状にすると、抵抗発熱体1のたわみ強度が増し、これにより被溶着物を溶着したときに、この被溶着物の剛性が増す。
(もっと読む)
レーザ溶着装置

【課題】透過材と吸収材との溶着強度の向上を実現可能なレーザ溶着装置を提供する。
【解決手段】レーザを透過する透過材W1とレーザを吸収する吸収材W2とを重ね合わせた状態で前記透過材W1側から両部材の接合面にレーザを照射して両部材を溶着させるレーザ溶着装置Aにおいて、前記透過材W1と前記吸収材W2とを重ね合わせた状態で透過材W1表面から前記接合面に向かって圧力を加える加圧手段2を備え、前記加圧手段2は、前記透過材W1表面に設定された複数の加圧箇所に応じて個別に圧力を調整可能である。
(もっと読む)
サドル形エレクトロフュージョン継手用のクランプ
【課題】外径60mm以上のエレクトロフュージョンサドル継手をプラスチック管にクランプによって固定する際、主管部でのプラスチック管との密着性を向上させて該部での融着不良を解消する。
【解決手段】サドル継手11とプラスチック管3を固定するクランプ14は、サドル継手11の主管部2aに通し、サドル部2bに上方より被せて装着され、凸状に湾曲した内周面で主管部両側の湾曲したサドル部2bを押える上締め金具15と、下向きに凸状の半円形をなしてプラスチック管3に下方より当てがわれる下締め金具7よりなり、両締め金具7、15を締結すると、上締め金具15の内周面でサドル部2bを押え締着する。
(もっと読む)
樹脂シートの接合方法
【課題】接合される面の樹脂の融点が異なる2種類の樹脂シートを溶着により接合できるようにする。
【解決手段】表面がPVC(融点150℃)に覆われた第1樹脂シート1と、ETFE(融点270℃)からなる第2樹脂フィルム2を以下のように接合する。第2樹脂フィルム2の第1樹脂シート1に重ね合わせられる接合範囲21に孔22を複数穿つ。第1樹脂シート1、第2樹脂フィルム2、表面がPVCで覆われた第3樹脂シート3をその順に重ねる。それらを、PVCの融点以上、ETFEの融点以下の温度で押圧しつつ加熱する。第1樹脂シート1と第3樹脂シート3が孔22を介して溶着され、第1樹脂シート1と第2樹脂フィルム2が接合される。
(もっと読む)
複合成形品の製造方法
【課題】
PPS樹脂とインサート金属と直接的に接した面での高い接合強度を有し、且つインサート金属や中空複合体に内包される精密部品に対しても熱や衝撃による損傷を与えることなく複合化することを課題とする。
【解決手段】
(A)降温結晶化温度が205℃以下のポリフェニレンスルフィド樹脂100重量部に対し、(B)エポキシ樹脂1〜10重量部、(C)単繊維径10μm以上のガラス繊維5〜100重量部を配合してなる熱可塑性樹脂組成物を金属インサートした射出成形品にレーザー光を照射し、他の成形品とレーザー溶着する複合成形品の製造方法。
(もっと読む)
樹脂製環状ワーク用溶融ヒータと溶着機
【課題】融点の高い小径の樹脂製環状ワークであっても所定の高温状態まで加熱して強固に溶着でき、環状ワークの端面形状に適した温度分布に発熱してこれらを均等に溶融して接合でき、全体のコンパクト性を確保して溶着機の小型化も可能な樹脂製環状ワーク用溶融ヒータと溶着機を提供する。
【解決手段】矩形状導電性セラミック製のヒータプレート1の両面の左右方向の両端に電極部2を施した樹脂製環状ワーク用溶融ヒータである。この溶融ヒータは、ヒータプレート1の上下方向に施した電極部2の長さL1がヒータプレートの上下方向の長さL2より短く形成され、ヒータプレート1の発熱領域Tが円錐形状の温度分布になっている。
(もっと読む)
繊維強化熱可塑性樹脂成形品とその製造方法
【課題】接合部が十分に接合した繊維強化熱可塑性樹脂成形品と、その製造方法を提供する。
【解決手段】複数の部材が接合部で接合された繊維強化熱可塑性樹脂成形品10であって、各接合部が、被接合面22a,32aを含む内側繊維強化樹脂層24,34と、前記内側繊維強化樹脂層24,34の外側に設けられた外側繊維強化樹脂層23,33とからなり、前記外側繊維強化樹脂層23、33は、少なくとも1層以上からなり、そのうちの少なくとも1層の強化繊維は、前記内側繊維強化樹脂層24、34の強化繊維よりも数平均の繊維長が長い。
(もっと読む)
シート融着体の製造方法
【課題】シートどうしの融着部が所定の状態に配置され、その融着部の配置が視認し易く、やわらかい肌触り感のシート融着体を効率的に製造することができるシート融着体の製造方法を提供すること。
【解決手段】複数枚のシートが重ねられたシート積層体1にレーザー光4を照射することにより、積層体1内のシートどうしが融着したシート融着体5を得るシート融着体5の製造方法であり、シート積層体1の一方の面1aに、複数の貫通孔3aが所定のパターンで形成された押さえ部材3を当接し、その状態のシート積層体1に対して、押さえ部材3側から、シート11に吸収され該シート11を発熱させる波長のレーザー光4を照射することにより、シートどうしの融着部51が、貫通孔3aの形成パターンに対応するパターンで形成されたシート融着体5を得る。
(もっと読む)
シール装置、シール方法及びパンツ型使い捨ておむつ
【課題】幅狭の線状のシール部を形成可能なシール装置及びシール方法を提供する。
【解決手段】シール装置1は、2体の回転体11,21がそれらの回転中心線11,22が互いに平行になるように配された一対の加工ロール10,20を備えている。2体の回転体11,21それぞれの外周面11a,21aに、複数のシール部材13,23が一方向CDに所定の間隔をもって突設されている。被加工物を、一方の加工ロール10(20)のシール部材13(23)と、他方の加工ロール20(10)の間隔を形成する、一方向CDに隣接する2つのシール部材23,23(13,13)の対向する側面それぞれとで狭圧する。
(もっと読む)
保護膜付き樹脂板またはフィルムの製造方法
【課題】保護膜の貼合工程において、保護膜の貼合不良や樹脂板の破断などを生じさせない保護膜付き樹脂板またはフィルムの製造方法を提供することである。
【解決手段】熱可塑性樹脂を押出機1、2で溶融混練して、ダイ3から押出成形し、少なくとも3本の冷却ロールで冷却して樹脂板6またはフィルムを得る工程と、樹脂板6またはフィルムを一対の保護膜貼合ロール81、82間に供給して、樹脂板6またはフィルムの少なくとも一方の表面に、保護膜7を貼合する工程とを含む保護膜付き樹脂板またはフィルムの製造方法であって、少なくとも1つの保護膜貼合ロール81の両端部の外周面には、外径がロール中央部の外径よりも小さい段差Aがそれぞれ形成されており、前記樹脂板またはフィルムの両端部が、前記段差A形成部分に位置することを特徴とする保護膜付き樹脂板またはフィルムの製造方法。
(もっと読む)
超音波接合装置、それを用いたウエブの接合方法及びそれを用いたパンツ型着用物品の製造方法
【課題】従来よりも接合対象物の接合強度を高めることができる超音波接合装置を提供すること。
【解決手段】超音波装置10は、突条パターンブロック31を有する受け部と、ホーン21を有する超音波振動部20とを備えている。突条パターンブロック31とホーン21との間に接合対象物を介在させた状態下に、突条パターンブロック31及び接合対象物を、ホーン21の振動方向と交差する方向に移動させつつ、21ホーンの超音波振動による摩擦で発生した熱によって接合対象物を溶着する。突条パターンブロック31は、その移動方向と直交する方向に延びており、ホーン21は、その形状が、突条パターンブロック31の移動に伴い、突条パターンブロック31とホーン21との対向面積が、突条パターンブロック31の延びる方向に沿って変化するような形状となっている。
(もっと読む)
熱可塑性樹脂部材の製造方法
【課題】熱板を使用して熱可塑性樹脂部材とフィルム状物を熱融着する方法を用いる場合にフィルム状物に熱で生じた皺が熱可塑性樹脂部材の流路へ入り込むことで流路を塞ぐのを解決する。
【解決手段】溝状部を有する熱可塑性樹脂部材1に熱可塑性樹脂からなるフィルム状物2を熱可塑性樹脂部材の溝状部を有する面に熱板4を使用して圧力を加えて熱融着する製造方法であって熱板とフィルム状物の間に熱可塑性樹脂部材の溝状部に相当する箇所に空隙を有するシート状介在物3を挿んで加圧する熱可塑性樹脂部材の製造方法であり、溝状部を有する熱可塑性樹脂部材1に熱可塑性樹脂からなるフィルム状物2を熱可塑性樹脂部材の溝状部を有する面に熱板4を使用して圧力を加えて熱融着する製造方法であって、熱板とフィルム状物の間に熱可塑性樹脂部材の溝状部に相当する箇所を避けて複数枚のシート状介在物3を配置して挿んで加圧する熱可塑性樹脂部材の製造方法である。
(もっと読む)
振動溶着方法
【課題】 振動溶着において樹脂製の一対の被溶着物を溶着する際、溶着後の製品にひずみが発生するのを抑制し、外観品質が低下するのを防止する。
【解決手段】 一対の樹脂製の被溶着物1、2の溶着面同士を対面させ、加圧力を加えて一対の被溶着物1、2を圧接させると同時に振動を付加して摩擦熱を発生させることで溶着面の融着部を溶融させ、所定の押し込み量に達した時点で振動を停止して溶融部を冷却させることで溶融部を溶着するようにした振動溶着方法において、振動工程が終了すると直ちに圧接力を所定圧力まで低下させて冷却固化させる。
(もっと読む)
熱板を用いる熱溶着方法およびその装置
【技術課題】
熱板を利用する熱可塑性樹脂の熱溶着において、特に熱溶着温度差の大きい部材同士を強固に溶着し、且つ熱板での加熱時に糸引きが発生するのを防止する。
【解決手段】
部材AとB間に熱板9、10を配し、この熱板9、10の温度を部材AとBが同時に溶着温度に到達するように加熱する。
また、熱板9、10は、部材AとBの溶着面A−2とB−2には接触させず、輻射熱でそれぞれの溶着面A−2、B−2の円周溝A−1と円周リブB−2を加熱する。
このように、溶着面A−2、B−2の円周溝A−1と円周リブB−1をともに輻射熱で加熱し、同時に溶着温度に到達させることにより、溶着強度を高め、更に非接触加熱により糸引きの発生を防止する。
(もっと読む)
防食シートの施工方法
【課題】 異種金属の管を接合する三方継ぎ手などの複雑な形状をもった接合部の腐食を防止する。
【解決手段】 熱融着性を持った接着性シート上に、腐食因子となるイオンを捕捉するイオン交換樹脂を分散したフィルム層を形成した防食シートで被覆することにより、水や腐食因子となるイオンの侵入を防ぎ、異種金属管で形成された三方継ぎ手などの複雑な形状の配管接合部の電気化学的腐食を防止する。また、発泡ウレタンフォームを用いた断熱性材料や吸湿性材料を用いる。
(もっと読む)
樹脂部材の製造方法
【課題】結晶性高分子樹脂を用い、部分的にその結晶化率を向上させて機械的強度を高めた樹脂部材の製造方法を提供することを課題とする
【解決手段】結晶性高分子樹脂でなるシート材に、縦壁部を構成する樹脂材が融点以下、結晶化温度以上で臨界伸張ひずみ速度以上のひずみ速度で伸張することにより配向融液状態を経て結晶化するように、該縦壁部と頂面部とを有する凸部を形成する凸部形成工程と、該凸部形成工程で形成された凸部を有する2つの中間成形品の凸部の頂面部同士を溶着し、両中間成形品を一体化して樹脂部材とする溶着工程とを備える。
(もっと読む)
壁掛け型情報装置
【課題】レーザ溶着手段を採用しながらも、外観体裁を良好にすることができるとともに製造コストの抑制をも適切に図ることが可能な壁掛け型情報装置を提供する。
【解決手段】壁掛け型情報装置Aの筐体Cは、樹脂製の第1および第2の部材1,2を有しており、第1の部材1は、レーザ光の吸収性を有し、かつ第2の部材2は、第1の部材1よりも高いレーザ透過性を有するものとされて、第1および第2の部材1,2は、レーザ溶着されており、筐体Cには、その前面部26および周側面部27を覆い隠すカバー体4が取り付けられ、カバー体4の正面側から筐体Cの外面が目視されることが妨げられた構成とされている。
(もっと読む)
積層シート
【課題】シートどうしの接合強度が高く、肌触りも良好な積層シートを提供すること。
【解決手段】本発明の積層シート5は、複数枚のシート11〜16が積層されて部分的に融着されている積層シートであり、複数の貫通孔51が形成されており、該貫通孔51の内周面に、複数枚のシートが融着した融着部52が形成されており、前記融着部52は、積層シート5の一方の面5aから離間した位置に形成されており、且つ貫通孔51の開口周縁部が、該積層シート5の他方の面5bから突出していない。
(もっと読む)
複合部材の製造方法
【課題】樹脂外周材と樹脂溶着用芯金との接合強度を容易に向上することができる樹脂溶着用芯金の製造方法を提供する。
【解決手段】樹脂外周材30の嵌合孔31に樹脂溶着用芯金20を嵌合して誘導加熱することで、樹脂溶着用芯金20の側周面21に樹脂外周材30を溶着する際、樹脂外周材30の嵌合孔31に平坦内壁面32を設け、樹脂溶着用芯金20の側周面21に、複数の筋状突部26が周方向に互いに隣接配置した凹凸部24と、複数の筋状突部26の両端側に形成された平坦部25とを設け、樹脂溶着用芯金20の側周面21に樹脂外周材30の嵌合孔31を嵌合させることで、平坦内壁面32に複数の筋状突部26の頂部を接触させると共に平坦部25を対向させ、その後誘導加熱することにより凹凸部24及び平坦部25に樹脂外周材30を溶着する。
(もっと読む)
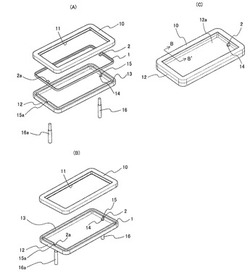
熱溶着用抵抗発熱体
【技術課題】
溶着強度とシール性を高めることの出来る熱溶着用抵抗発熱体を提供する。
【解決手段】
抵抗発熱体1の両エッジに沿って交互に切り込み2を形成する。
被溶着部材10の溶着面に形成した溶着溝11内に抵抗発熱体1を組み付け、被溶着部材12側の溶着リブ13を抵抗発熱体1に押圧しながら抵抗発熱体1の給電部3、3aに電圧を印加すると、抵抗発熱体1が発熱し、この熱でこの周囲の樹脂が溶融し、抵抗発熱体1の切り込み2内に溶融樹脂が入り込むことにより、固化した時に抵抗発熱体1は溶着部において強固に固定される。
この結果、抵抗発熱体1と樹脂との熱膨張率の差に起因して発生する抵抗発熱体1の伸縮にともなう応力により、溶着部に亀裂等が発生するのが防止され、これにより溶着強度及びシール性が高まる。
(もっと読む)
121 - 140 / 1,329
[ Back to top ]