
Fターム[4F211TN07]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接合のための加熱方法 (1,761) | 加熱工具による加熱 (395) | 加熱板 (142)
Fターム[4F211TN07]に分類される特許
21 - 40 / 142
押えブロック及び該押えブロックを用いたシール装置
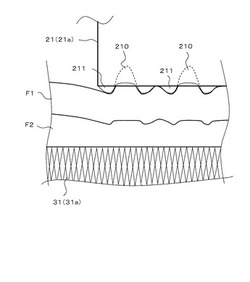
【課題】加熱圧着すべき重なり合ったプラスチックフィルムをそれらのずれを抑制しつつ直接押えることのできる押えブロックを提供するものである。
【解決手段】支持ブロック30との間で加熱圧着すべき重なり合うプラスチックフィルムF1、F2を挟む加圧ブロック20に設けられ、支持ブロック30に対して前記プラスチックフィルムF1、F2を押し付ける押えブロック21であって、前記プラスチックフィルムに接する表面に複数の凹部210と、該複数の凹部210のそれぞれの縁から支持ブロック30の方向に突出する凸部211とが形成された構成となる。
(もっと読む)
ラミネート装置及びラミネート方法

【課題】 1枚以上の被加工物を1台のラミネート装置に同時に搬入してラミネート加工する場合であっても、被加工物を構成する透明基板の反り等を低減させ、ラミネート加工時間を短縮でき製品品質を所定以上に維持できるラミネート装置及びラミネート方法を得る。
【解決手段】 ダイヤフラム112で仕切られた上チャンバ113と熱板122を設けた下チャンバ121を有し、この熱板上を走行する搬送シート130により被加工物10を搬入してラミネート加工するラミネート装置100において、熱板に昇降部材400を設けた。被加工物をラミネート部101内へ搬入時に昇降部材400を上昇させ、搬送シートを熱板から持ち上げた状態で走行させ、搬送シート上の被加工物が熱板上の所定位置まで搬入された時点で昇降部材400を下降させ、被加工物を熱板上に載置し、ラミネート加工を行う構成とした。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
断熱内装材及びその製造方法
【課題】密閉空間内に断熱基材が配されてなり、内部気密を維持しつつ締結孔を備える断熱内装材、締結孔を備えつつ、シート材の局所的なシワ等が抑制された製造方法を提供する。
【解決手段】非通気性シート材11と12によって包囲された密閉空間14内に断熱基材13が配され、基材13に貫通孔131が形成され、孔131内に基材13の一面13a側からシート材11が進入し、他面13b側からシート材12が進入し、孔131内でシート材11及び12が接合されて接合部15をなし、その縁部151を少なくとも残すようにして貫通孔152が形成されて締結孔16が形成される。シート材11及び12間に、孔131が形成された基材13を挟み、孔131内でシート材11及び12を面接触させ、面接触された部分を接合して接合部を形成し、接合部に接合部貫通孔を形成する。
(もっと読む)
断熱内装材の製造方法
【課題】内挿された断熱基材の形状に起因して、断熱基材を包囲するシート材にシワが生じることを抑制した断熱内装材の製造方法を提供する
【解決手段】非通気性の第1シート材11及び非通気性の第2シート材12によって包囲された密閉空間14内に断熱基材13が配されてなる断熱内装材1の製造方法であって、断熱基材13を成形する工程PR1と、第1シート材11を断熱基材13の一面13aの形状に沿った部位を備えた形状に成形する工程PR2と、第2シート材12を断熱基材13の前記一面と反対側の他面13bの形状に沿った部位を備えた形状に成形する工程PR3と、断熱基材13を第1シート材11及び第2シート材12で挟みこんで、各シート材に挟まれてなる空間内を減圧する工程PR4と、各シート材の端縁部を溶着する工程PR5と、を備える。
(もっと読む)
回路基板およびその組付け方法
【課題】熱カシメしたボスの頭部にバリが形成され難い回路基板およびその組付け方法を実現する。
【解決手段】回路基板1には複数のボス挿通孔2が貫通形成されており、基板面1aにおける各ボス挿通孔2の周囲であってヒータチップ20の凹部21の周縁23が当接する領域3には銅により伝熱部6が形成されている。ボス挿通孔2に挿通されたボス10の頭部11にヒータチップ20の凹部21を被せ、頭部11を加熱溶融する際に、凹部21の周縁23が伝熱部6に当接するため、凹部21及び周縁23の熱が伝熱部6に伝熱する。これにより、凹部21の温度が速やかに低下するため、凹部21の内部で溶融した熱可塑性樹脂中に気泡が発生し難いため、凹部21内の圧力上昇が抑制される。また、凹部21内から浸出しようとしている溶融した熱可塑性樹脂の粘度が低下する。したがって、溶融した熱可塑性樹脂が浸出し難くなり、バリが形成され難い。
(もっと読む)
多層回転成形品の配管用継手及びその製造方法並びに配管用継手と多層回転成形品の溶着方法
【課題】接着性良く取り付けることができ、かつ多層回転成形品が有する多層による特性を損なうことなく、取り付けることができる多層回転成形品の配管用継手及びその製造方法及びその溶着方法を得る。
【解決手段】多層回転成形品が、内側の第1の樹脂層と、外側の第2の樹脂層と、第1の樹脂層と第2の樹脂層との間の混合樹脂層とを備え、配管用継手6が、第1の樹脂層と同系統の樹脂から成形された筒状の内側樹脂層1と、第2の樹脂層と同系統の樹脂から成形され、内側樹脂層を覆う外側樹脂層2とを備え、多層回転成形品の孔部周辺の第2の樹脂層と溶着させるフランジ部3が外側樹脂層2に形成されており、多層回転成形品の孔部に嵌められる筒状部4が、内側樹脂層1と外側樹脂層2とから形成されており、孔部の第1の樹脂層と接する筒状部4の部分4aが、内側樹脂層1のみから形成されている。
(もっと読む)
ポリウレタンフォーム積層体の製造方法
【課題】フィルム内のシワの発生やエアーの混入を有効に抑制し得るシール性の高いポリウレタンフォーム積層体の製造方法を提供する。
【解決手段】ポリウレタンフォーム積層体の製造方法は、熱可塑性樹脂フィルム7とポリウレタンフォーム6との接合面において、前記熱可塑性樹脂フィルム7の収縮温度から接着温度までを平均昇温速度12℃/秒以下で昇温することによって、前記熱可塑性樹脂フィルム7とポリウレタンフォーム6とを熱融着させる工程を含むことを特徴とする。
(もっと読む)
銅張積層板の製造方法、それに用いる銅箔、及び銅張積層板のラミネート装置。
【課題】屈曲性と生産性に共に優れた銅張積層板の製造方法、それに用いる銅箔、及び銅張積層板のラミネート装置を提供する。
【解決手段】銅箔6と樹脂層2とをラミネート法によって加熱積層する前に、銅箔6に対し、再結晶粒の占める面積率が銅箔表面の金属組織において10%以上80%以下で、かつ予備加熱後の銅箔6の引張強さが予備加熱前の引張強さの40〜90%となるように、銅箔6を220〜280℃の到達温度まで3秒以内に昇温し、かつ到達温度で1秒〜5秒保持する予備加熱を行う。
(もっと読む)
ベルト端部接合方法、無端ベルト製造方法、および無端平ベルト
【課題】熱融着を用いて両端が接合される無端平ベルトの制震性、耐久性を向上する。
【解決手段】熱可塑性樹脂で形成された帯状の平ベルト10の両端を相補的なフィンガー形状に打ち抜く。両端のフィンガーを突合せプレス台15の上に載置する。フィンガー状の接合線16に沿った形状を有するプレス金板17を接合部に押し当てる。プレス金板17を加熱し接合部のみに熱を加え融解し、その後冷却して両端部を融着することで帯状のベルトを無端ベルトとする。
(もっと読む)
銅張積層板及びその製造方法
【課題】 従来公知の基板用の銅張積層板では不可能であった接着強度が小さいこと及び銅箔をエッチング除去後の残部のポリイミドフィルムの透明性不良の問題点を解消した、オ−ルポリイミドの基板材料として好適な銅張積層板を提供する。
【解決手段】 ポリイミドフィルムと低粗度銅箔とが積層されてなり、銅箔エッチング後のフィルムの波長600nmでの光透過率が40%以上、曇価(HAZE)が30%以下であって、接着強度が500N/m以上である銅張積層板、及びポリイミドフィルムと銅層とが積層されてなり、銅層エッチング後のフィルムの波長600nmでの光透過率が40%以上、曇価(HAZE)が30%以下であって、接着強度が500N/m以上であり、150℃で1000時間の熱処理後の接着強度が285N/m以上である銅張積層板。
(もっと読む)
窓枠部材接合方法
【課題】溶着面にずれが発生する、縦及び/又は横窓枠部材の側面に擦傷が生成される等の問題を発生せしめることなく、合成樹脂製縦窓枠部材と合成樹脂製横窓枠部材とを接合する方法を提供する。
【解決手段】第一のクランプ手段から縦窓枠部材26を開放すると共に第二のクランプ手段4から横窓枠部材28を開放する開放工程において、第一のクランプ手段における一対のクランプ部材の一方8を他方6から離隔する片側クランプ開放と第二のクランプ手段における一対のクランプ部材の一方18を他方16から離隔する他側クランプ開放とを、同時ではなくて片側クランプ開放段階と他側クランプ開放段階とのいずれか一方を遂行した後に他方を遂行する。
(もっと読む)
金属箔積層体の製造方法
【課題】複数の絶縁基材からなる積層基材の両側に一対の金属箔が貼着された金属箔積層体を製造する際に、この金属箔積層体の吸湿はんだ耐熱性を改善する。
【解決手段】絶縁基材2aを複数積層した状態で加圧して一体化させることにより、積層基材2を作製する。次に、この積層基材2を熱処理する。その後、この積層基材2を一対の金属箔3A、3Bで挟み込んで加熱加圧して一体化させることにより、金属箔積層体を製造する。これにより、積層基材2の熱処理を行う前に予め複数の絶縁基材2aを互いに密着させて界面の発生を防ぐことができる。その結果、吸湿はんだ耐熱試験で絶縁基材2aの表面に膨れが生じなくなり、吸湿はんだ耐熱性に優れる金属箔積層体を得ることができる。
(もっと読む)
金属箔積層体の製造方法
【課題】良好な外観を有する金属箔積層体を製造する。
【解決手段】樹脂含浸基材2を一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bで順に挟み込んだ第1積層体8を、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bで順に挟み込んだ層構成を有する第2積層体9を作製する。その後、この第2積層体9をその積層方向に一対の熱盤で加熱加圧して、樹脂含浸基材2の両側に一対の銅箔3A、3Bが貼着された金属箔積層体を製造する。これにより、各銅箔3と各SUS板6との間に各スペーサー銅箔5が介在しているため、銅箔3に凹凸が生じる事態は生じない。また、各熱盤と各SUS板6との間に各アラミドクッション7が介在しているため、熱盤から金属箔積層体へ伝わる熱量が増大して過昇温が起こる事態は生じない。
(もっと読む)
積層体およびカード製品の製造方法、熱プレス板
【課題】 熱プレス時に熱プレス板表面への樹脂やインク、異物等の融着を防止し、外観が良好な製品を効率的に低コストで製造することが可能な積層体およびカード製品の製造方法、熱プレス板を提供すること。
【解決手段】 インレットシート25またはオーバーレイシート26に当接する面が平坦であるとともに、インレットシート25またはオーバーレイシート26に当接しない面に複数の溝部22を設けてなる熱プレス板20を用いて、インレットシート25およびオーバーレイシート26を熱プレス板20の間に挟んで加熱および加圧する熱プレス処理により積層一体化する。
(もっと読む)
合成樹脂製中空板の側端部封止装置、及び側端部が封止された合成樹脂製中空板の製造方法
【課題】合成樹脂製中空板の側端部に熱融着によって封止材を接合するにあたり、その作業効率をよりいっそう高める。
【解決手段】合成樹脂製中空板4の側端部に、熱融着によって封止材5を接合する合成樹脂製中空板の側端部封止装置1であって、封止材5を中空板4の側端部に沿って押圧可能に保持するとともに、中空板4の側端部に対して接離可能とされた封止材供給機構400と、中空板4の側端部と封止材5とに接触して、両者の接合される部位を溶融する長尺状の発熱体303と、発熱体303を中空板4の側端部と封止材5とに接触するように両者の間に位置させて、しかる後に当該位置から発熱体303を退避させる発熱体支持機構300とを備える。
(もっと読む)
可撓性・耐衝撃性材料の製造方法
可撓性・耐衝撃性材料(1)の製造方法は、独立気泡フォーム材料のシート(20)を供給するステップと、シート(20)を離間した複数個の要素(2)に切断するステップとを含む。これらの要素(2)は、要素を隣接する要素と連結して要素(2)全体を一体的な格子とする連結部(7)を除いて、基本的に互いに分離される。第1の可撓性下地(3:25)は、格子の片面に結合される。要素(2)を隣接する要素と連結する連結部(7)は、例えば穿孔、切断またはレーザ融蝕によって、連結部(7)に結合される下地(3)の当該部分を取り除く又は取り除くことなく、除去される。第2の可撓性下地(27)は、連結部の除去前又は除去後に、格子の反対面に結合されてもよい。 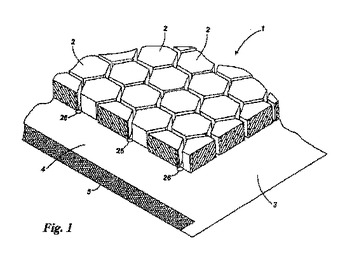 (もっと読む)
(もっと読む)
ラミネート装置
【課題】ラミネート加工中の被加工物内の温度を均一にできるようにすることを目的とする。
【解決手段】本発明のラミネート装置は、押圧部材により仕切られた上チャンバと下チャンバとを有し、その下チャンバに設けられた熱板122上に被加工物10を配置し、前記熱板122により加熱した前記被加工物10を、前記下チャンバを真空とし前記上チャンバに大気を導入し前記熱板122と前記押圧部材とで挟圧してラミネートするラミネート装置であって、前記熱板122は、前記被加工物10の周縁部を加熱する周縁加熱領域S2〜S5と、前記被加工物10の周縁部よりも内側の内側加熱領域S1とが別々に温度制御され、前記被加工物10の周縁部と内側部とを略同一温度に加熱することを特徴とする。
(もっと読む)
マイクロチップ
【課題】微細流路の変形が生じない高精度なプラスチック製のマイクロチップを提供することである。
【解決手段】マイクロチップ10は、微細流路13となる微細加工が施されたプラスチック製の第1基材11と、第1基材11の微細加工された面に接着剤レス接合されたプラスチック製の第2基材12とを含み、第2基材12の接合面に金属薄膜14が設けられている構成とする。
(もっと読む)
再カシメ留め方法
【課題】溶着ボスを用いたカシメ留めにおいて、再カシメ留め時の引っ張り及び剪断強度を高める再カシメ留め方法を提供する。
【解決手段】最初のカシメ部において、溶着ボス31の直径より外に膨出している膨大部を除去し、溶着ボス31の先端側をそのまま残して被固定物34を取り外す。次に、再度被固定物34を残存している溶着ボス31に取り付けたのち溶着ボス31の先端上に樹脂ペレット40を戴置し、この上から溶着チップ10を押し当てて樹脂ペレット40と溶着ボス31の先端を同時に溶融し、融合させて再カシメ留めを行う。このようにすると、再カシメにおいても引っ張り及び剪断強度を最初のカシメと同等とすることができる。
(もっと読む)
21 - 40 / 142
[ Back to top ]