
Fターム[4G053EB06]の内容
型、中子、マンドレル (3,005) | 成形品の用途、成形材料 (365) | 用途 (310) | 建築用 (115) | ブロック (70)
Fターム[4G053EB06]に分類される特許
41 - 60 / 70
二方向プレテンション部材の製造方法
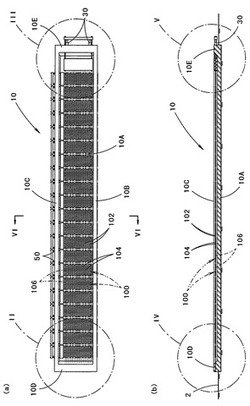
【課題】二方向プレテンション部材を直列配置で複数個同時に製造する場合において、安価な製造設備で所期のプレストレス導入を容易に行えるようにする。
【解決手段】複数本の縦方向PC鋼材102と複数本の横方向PC鋼材104とがコンクリート部材106内に配置されてなる二方向プレテンション部材100を、縦方向の複数箇所で複数個同時に製造する。その際、縦方向および横方向の鉛直断面形状がいずれも略U字形に設定された縦長の製作ベッド10を用いて縦方向および横方向のプレストレス導入を行い、製作ベッド自体でPC鋼材緊張時の反力を受けるようにする。これにより、従来のような長尺の水平反力アンカを備えた反力装置を不要とし、二方向プレテンション部材100の製造設備のコスト低減を図る。また、PC鋼材の緊張力の管理を容易化して、所期のプレストレス導入を容易に可能とする。
(もっと読む)
二方向プレテンション部材の製造方法

【課題】二方向プレテンション部材を直列配置で複数個同時に製造する場合において、作業効率を維持した上で、所期の品質および作業の安全性を確保する。
【解決手段】横方向の鉛直断面形状が略U字形に設定された製作ベッドを用いて、複数個の二方向プレテンション部材100を製造する。その際、縦方向の複数箇所の各々において、複数本の補助PC鋼材60を、一方の側壁10Bに対して該側壁10Bを横方向に貫通させるようにして配置するとともに、これら各補助PC鋼材60に予めプレストレスを導入しておき、複数本の横方向PC鋼材104の一端部の側壁10Bへの定着を、各横方向PC鋼材104の一端部と各補助PC鋼材60における側壁10Bの内側面からの突出部60aとを連結することにより行う。これにより、各横方向PC鋼材104が緊張解除により縮む部分の長さL2を短くして、コンクリート部材106の変位量D2を十分小さくする。
(もっと読む)
即時脱型法によるブロック製品の製造方法
【課題】設備の複雑化や高額化を招くことなく、表面模様部や表面機能部材を有する多様なブロック製品を簡単に製造する。
【解決手段】正面版部を向かい合わせにして2個のブロック製品が連結状態で成形される型枠空間を用意し、前記成形用型枠空間において、控え尻部の噛合せ用凹凸部や裏込め用中間部が成形される型枠空間部分の中心軸線をプレス成形の加圧方向に整列させて配置する一方、正面版部が成形される型枠空間部分の中心軸線を前記プレス成形の加圧方向と交差させて配置し、前記正面版部成形用型枠空間部分にプレス成形の加圧方向に整列させて仕切り部材を配置する。連結状態の2個のブロック製品を前記仕切り部材にて分割し、仕切り部材を各ブロック製品の正面版部から除去して表面模様を現出させるか、仕切り部材を各ブロックの正面版部に残置して表面機能性部材として転用する。
(もっと読む)
プレキャスト板成形用型枠
【課題】鉄筋組み立て作業が容易で、コンクリート漏れがなく、鉄筋のわずかな位置ずれにも支障なく型枠を組み立てることがでるプレキャスト板成形用型枠を得る。
【解決手段】基盤のプレキャスト板の底面を成形する部分の周囲に側枠を立設し、側枠の鉄筋が突出する部分には鉄筋が貫通する鉄筋孔を設け、鉄筋孔は、突出する鉄筋の周囲に密接する密接孔を備え密接孔を通るように分割されている閉塞板を前記側枠の外側に密着することで閉塞する。さらに前記閉塞板は押圧手段によって側枠に対して押し付ける。これにより、鉄筋組み立て作業が容易で、コンクリート漏れがなく、鉄筋の位置ずれにも支障ないプレキャスト板成形用型枠を得ることができる。
(もっと読む)
コンクリート二次製品の製造方法
【課題】 本発明は、金属やプラスチックの型枠を製造しなくても容易にコンクリート製品を製造することのできるコンクリート二次製品の製造方法を提供することを目的とするものである。
【解決手段】 本発明は、抜き型枠に外部シートを巻き付ける工程と、前記工程後に抜き型枠を砂型枠に装着する工程と、前記工程後に砂型枠に砂を投入する工程と、前記工程後に砂型枠から抜き型枠を抜き取る工程と、前記工程後に砂型枠から外部シートを取り出す工程と、前記工程後に砂型枠にコンクリートを流し込む工程と、前記工程後に砂型枠を解体する工程とからなり、模様の付いたコンクリート柱を製造することができることを特徴とするコンクリート二次製品の製造方法の構成とした。
(もっと読む)
継手スリーブの位置決め装置
【課題】鉄筋連結用の継手スリーブを高精度に位置決めできるとともに、強固に型枠に取りつけることができ、使用寿命も長い位置決め装置を提供する。
【解決手段】位置決め装置2は、本体10と、ナット20と、ボルト30と、複数の鋼球40とを備える。本体10は、複数の収容穴12aを貫通形成した円筒形状の周壁12を有し、周壁12を型枠1と直交させた状態で型枠1の内側に配置される。ナット20は、周壁12内に収容され、外周がテーパ面をなす押圧部22を有する。ボルト30のネジ棒32は型枠1を貫通してナット20に螺合される。鋼球40は、本体10の収容穴12aに径方向移動可能に収容され、ボルト30を締め込むと、ナット20の押圧部22が鋼球40を径方向に押し出し、これにより、鋼球40が継手スリーブ7の開口端内周に形成された係止鍔部7aに当たり、継ぎ手スリーブ7の位置を決める。
(もっと読む)
壁ブロックの製造方法
壁ブロックおよびそのための型箱を製造する方法。壁ブロックの設計が型箱の使用を最大化する。本方法は、従来技術のブロックの前面サイズに較べて大きな表面積の前面を生産する。ブロックは約3分の1増しの前面表面積を有する。これは、より迅速な壁の構築およびより迅速な一連の構築過程をもたらす。ブロックを製造する本方法は型穴および材料を効率的に使用して、より高い生産量および/またはより大きな総日間生産面積量をもたらす。 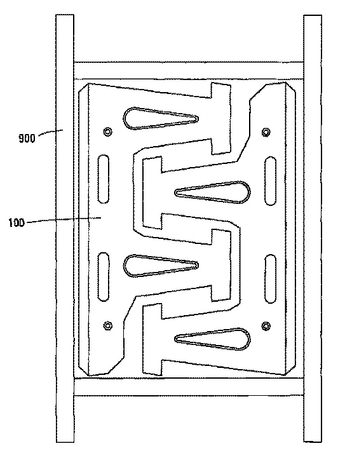 (もっと読む)
(もっと読む)
出隅役物用成形材料のプレス成形方法
【課題】バリの除去を行なう必要がなく、しかも抜け角を確保する必要がなくて成形材料に様々な凹凸模様をシャープに形成する成形を行なうことができる出隅役物用成形材料のプレス成形方法を提供する。
【解決手段】成形材料1を出隅形状に成形し、この成形材料1の出隅側の二つの外面1aに対応する二つの成形型2を用いて、成形材料1の各外面1aに凹凸模様を成形するようにした出隅役物用成形材料のプレス成形方法に関する。上記成形材料1として弾性限界応力が0.001〜0.2MPaであるものを用いる。上記二つの成形型2を断面L字形に配置して一体化し、この状態でプレスを行なった後に、各成形型2を成形材料1の各外面1aに対して垂直な方向に移動させて離型する。
(もっと読む)
支柱とその製造方法
【課題】 単一の断面形状,太さの支柱部材であっても、複数の断面強度を設定可能な支柱を提供すること。
【解決手段】 支柱1として用いる鋼管11の内部に補強部材12,13を挿填したこと。
(もっと読む)
組積用湾曲自在コンクリートブロック及びその成型型枠
【課題】 切断分割した際に分散離脱せず集め直す必要もなく、折り曲げて曲線上の施工が出来、前後左右及び上下が凹凸状にならず、正確にきれいに施工が出来て、確実に配筋の出来る、組積用コンクリートブロックを提供する。
【解決手段】 空洞部を有する組積用コンクリートブロックの片側一面に、切断分割した際にコンクリートブロックが分散離脱しないための湾曲可能な固定板2を固着し、他の一面には上記空洞部7の軸方向に該空洞部と対応する切断溝を設け、正確に切断分割出来て、分散離脱する事も無く、曲線上を前後左右及び上下に凹凸がなく、自在且つ正確に組積することと同時に、確実に配筋が出来ることを可能にした特徴を持つ組積用湾曲自在コンクリートブロック。
(もっと読む)
係合穴を複数備えた焼結品の製造方法
【課題】成形工程において成形体を損傷せず、歩留まりを向上して生産性を向上する。
【解決手段】雌ねじ部22a,22bを形成する複数の係合穴形成部材19,20を焼成時の加熱により分解消失する材料により形成し、この係合穴形成部材19,20を型枠12内に装着し、型枠12内にセラミックスの顆粒を充填し、等方圧静水成形機により圧力を掛けて係合穴形成部材19,20を備えた成形体21を得、この成形体21を焼成して焼結体を得るとともに、係合穴形成部材19,20を分解消失させる。
(もっと読む)
コンクリート成形体の孔成形用ゴム型及びその製造方法
【課題】孔内部にモルタル充填して固化させたときにモルタル充填物と孔内面との固着力を強くして、モルタル充填物が孔から抜ける恐れの無いコンクリート成形体の孔成形用ゴム型を提供する。
【解決手段】コンクリート成形用空間にセットされてゴム膨張管12内への圧力流体の導入によりゴム膨張管12を膨張させて拡径させ、コンクリート打設及び固化によるコンクリート成形体の成形時に孔を成形する孔成形用ゴム型10において、ゴム膨張管12の外周面に沿って軸方向に凹凸部32を連続的に形成し、孔内面に凹凸部32に対応した凹凸形状を付与するようになす。
(もっと読む)
移動可能なライナーを有するブロックモールド
メーソンリブロックを生産するための、かつメーソンリブロックマシンに使用するためのモールドアセンブリ(30)。モールドアセンブリは、複数のライナープレート(32a−d)であって、各ライナープレートは主表面(44a−d)を有し、該ライナープレートは、モールドボックス内に配置され、該主表面は所望の形状を有するモールドキャビティ(46)を形成するように構成され、該ライナープレートのうちの少なくとも1つは、モールドキャビティの内側に向かって、収縮位置と所望の伸長位置との間で移動可能である、複数のライナープレートを含む。該少なくとも1つの移動可能なライナープレートに選択的に結合され、該少なくとも1つの移動可能なライナープレートを該収縮位置と該伸長位置との間で移動させるように構成されたギア駆動アセンブリ(31)。 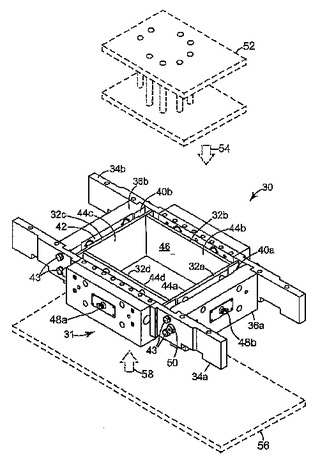 (もっと読む)
(もっと読む)
再利用可能な非金属製構造物形成システム
前面および後面を有するベース部分と、この後面に固定された補強基盤とを含む、流動構造材料と共に使用するための型枠。型枠の少なくともベース部分は、金属製でも木製でもない材料のものである。 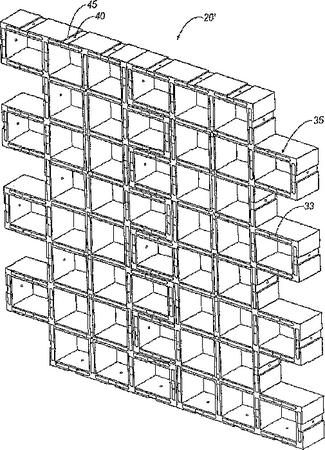 (もっと読む)
(もっと読む)
電磁石を利用した孔を有するスランプコンクリート成形品の製造方法
【課題】 鉄製の四角錐台の孔成形型枠を鉄製の型枠に溶接しないで固定させ、孔を有するスランプコンクリート成形品を製造する方法を提供する。
【解決手段】 スランプコンクリート2次製品製造型枠装置において、スランプコンクリート成形品を得ようとする鉄製型枠の面側に、錐台の高さが、孔を得ようとするスランプコンクリート成形部の厚みと同じ長さである鉄製の錐台の孔成形型枠を設置し、その鉄製型枠を対称軸とした線対称の位置に、鉄製の錐台の孔成形型枠を電磁石で固定させる。
(もっと読む)
コンクリートブロックおよびそれを製造する方法
模様づけ等の処理が施された前面を有する擁壁ブロックの高速大量生産が可能な鋳型およびプロセスならびにそのプロセスにより形成された擁壁ブロック。本発明は、ブロックの前面に模様の刻印等直接処理することを可能にし、所定のブロック前面の形成を可能にするとともに、ブロックの高速大量生産を容易にする。天然に産出する、または、人造の物から望ましい三次元表面を選択し、その選択した三次元模様をデジタル的にスキャンしてスキャンデータを作成することによって、ストリッパシューに所望の模様の鏡像を作出することができる。そして、選択された模様の鏡像である前記ストリッパシューの面を機械加工するために、そのスキャンデータを利用することができる。 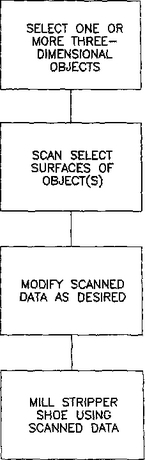 (もっと読む)
(もっと読む)
埋込用スリーブおよびその設置方法
【課題】 簡単かつ精度良く設置することができるとともに、コンクリートの打設によっても埋込用スリーブが脱落したり内勾配にならない埋込用スリーブおよびその設置方法を提供することである。
【解決手段】 埋込用スリーブ1は、所定の角度に傾斜したスリーブ2の一端側5に、貫通孔7を開口した内型枠用取付具3が設置され、スリーブ2の他端部6には外部型枠用取付具4が設置され、該外型枠用取付具4の内面には打ち付け前の釘11が仮設置されたものである。
(もっと読む)
凹溝付きコンクリートブロックの製造方法
【課題】 コンクリートブロックの背面又は裏面に水案内用の凹溝を形成するのに、従来では枠板内面に凹溝形成用の凸状部を設けた型枠を使用する必要があるが、型枠の構造が複雑になり、しかも型枠解体時に離型しにくいとともに離型時に凹溝の口縁部分が欠け落ち易い。
【解決手段】 ブロック本体背面12(又は裏面12A)に水案内用の凹溝13(又は13A)を形成するのに、上面が開放する型枠1と、凹溝形成用の複数本の棒状体21を一体に組付けた組枠2と、型枠1を振動させる振動装置3とを使用し、型枠1内の所定高さまで生コンクリート6を充填し、該生コンクリート6の上面に組枠2を載せた状態で、型枠1を振動装置3で振動させて組枠2の棒状体21を生コンクリート6の上面部分に凹溝13の深さだけ沈み込ませ、生コンクリート6が固化した後に組枠2を取外すとともに型枠1を解体することで、凹溝付きコンクリートブロックを製造する。
(もっと読む)
メーソンリブロックおよびモールドされたユーティリティ開口部を有するメーソンリブロックアセンブリ
本発明の一実施形態は、モールドアセンブリを使用するメーソンリブロックマシーンによってモールドされたメーソンリブロックであって、該モールドアセンブリは、複数のライナープレートを有し、該複数のライナープレートのうちの少なくとも一つは移動可能である、メーソンリブロックを提供する。メーソンリブロックは、第1の横面と、第1の横面と対向する第2の横面と、第1の横面と第2の横面との間でメーソンリブロックを介して伸びている少なくとも一つの開口と、第1の横面と第2の横面とを接合する第1の端面と、第1の端面と対向する第2の端面であって、第1の横面と第2の横面とを接合する第2の端面と、第1の端面と第2の端面とを接合する接合する第1の主面と、第1の主面と対向する第2の主面であって、第1の端面と第2の端面とを接合する第2の主面とを含む。 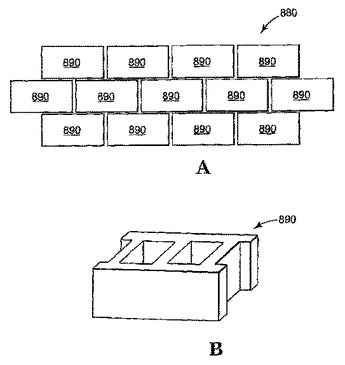 (もっと読む)
(もっと読む)
平滑または浮彫り模様を有し、積重ね可能且つ咬合可能なレンガ、ブロック、石材などを製造するための成形装置及び成形方法
積重ね可能且つ咬合可能なレンガ、ブロック、石材などを成形する成形装置及び成形方法、及びこの装置及び方法によって製造されるレンガ、ブロック、石材などを開示する。成形装置は個別キャビティを含む本体構造を有する。それぞれのキャビティはレンガ分離素子を取り付けることを可能にする中央構造を有することが好ましい。レンガ分離素子がなければ、それぞれのキャビティは2つのつながっているスプリット可能なレンガを形成することができ、レンガ分離素子を取付ければ、ぞれぞれのキャビティが2つの個別の平滑または浮彫り模様面レンガを保持することができる。製造の過程において、積重ね可能且つ咬合可能レンガは、金型から取出され、しかし未だ未硬化の段階で、崩れたり、損傷したり、屈曲したり、あるいは他の変形を伴ったりすることなく自立できるようなサイズと形状を有する。 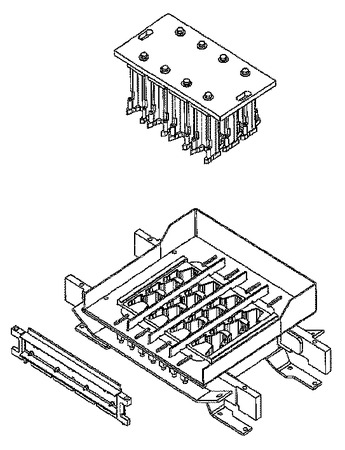 (もっと読む)
(もっと読む)
41 - 60 / 70
[ Back to top ]