
Fターム[4K024CA06]の内容
電気メッキ方法、物品 (25,708) | メッキ条件 (2,992) | 電流 (891) | 電流密度 (666)
Fターム[4K024CA06]に分類される特許
541 - 560 / 666
錫めっき鋼帯の製造方法
【課題】メタンスルホン酸を含有するめっき浴を用い、高電流密度のめっき条件でも優れためっき均一性の得られる錫めっき鋼帯の製造方法を提供する。
【解決手段】搬送される鋼帯に電気錫めっきを施す錫めっき鋼帯の製造方法において、10〜80 g/lの錫イオン、15〜70 g/lの遊離メタンスルホン酸、0.1〜10 g/lの光沢剤および0.1〜5 g/lの酸化防止剤を含有するめっき浴を使用し、かつめっき時の電流密度をC A/dm2、鋼帯の搬送速度をR m/min、めっき浴中の鉄イオン濃度を[Fe] g/lとしたとき、めっき浴中の錫イオン濃度[Sn] g/lを下記の式1を満足するように調整する。
[Sn]≧(7.2+0.3×C−0.05×R+0.65×[Fe]) ・・・式1
(もっと読む)
電気めっきを施されたプラスチック製衛生用品を製造する方法
【課題】 プラスチック製衛生用品の場合に、特定の表面領域のみを対象とした電気めっき(電流下での)による金属膜被覆を実施することを可能ならしめる。
【解決手段】 電気めっきによって金属膜被覆された表面をもつプラスチック製衛生用品を製造する方法である。前記衛生用品は、それが外部電源を用いての電気めっきによって金属膜被覆される前に、少なくとも1個の非電気伝導性部品を有する。この部品は、外部電源を用いての電気めっきによる金属膜被覆の間、前記衛生用品の送水部分を少なくとも部分的に電流の流れから遮断する。前記部品は、前記衛生用品に可逆的に連結できる独立した部品であることが好ましい。本発明は、電流を遮断するための前記部品自体および前記部品を備えた衛生用品をも包含する。
(もっと読む)
めっき方法
【課題】 被めっき物に対してより均一なめっきを施すことができ、大幅にめっき不良を減少させることができるめっき方法を提供する。
【解決手段】 最初に被めっき物をめっき液で濡らしてから所定時間電流をゼロとし、次いで前記めっき液内の前記被めっき物および電極板に電流を印加してめっき処理をおこなう。
(もっと読む)
めっき液、めっき膜及びその作製方法
【課題】 錫及び錫合金半田めっきにおいて、ウィスカーの発生を抑制することのできる、めっき液、めっき膜及びその作製方法を提供する。
【解決手段】 錫めっき膜又は錫合金めっき膜を作製するためのめっき液に、サッカリンナトリウムを含有させる。好ましくは、サッカリンナトリウムを15g/l以上含有させる。このめっき液を用いて作製されためっき膜は、錫の平均結晶粒径が1.5μm以下であり、ウィスカーの発生が抑制されている。めっき時の電流密度を15mA/cm2以上、カソード電位を飽和カロメル電極(SCE)に対して900mV以上とすることにより、より確実にウィスカーの発生を抑制することができる。
(もっと読む)
フレキシブル銅張積層板の製造方法
【課題】 銅箔部分とフレキシブル基材層とが接着剤層を介することなく直接張り合わされた所謂2層フレキシブル銅張積層板を形成する際に、めっき浴中の添加剤が分解しない比較的低い温度において高電流密度めっきを行っても応力がかからない銅のめっき方法を提供する。
【解決手段】 めっき浴温度を15〜25℃として銅を電解めっきすることにより、該フィルム上に銅箔を形成するフレキシブル銅張積層板を製造する方法において、第1の電流密度で銅箔の厚さの70〜90%を形成した後、次に第1の電流密度より低い第2の電流密度で銅箔の厚さの30〜10%を形成する。
(もっと読む)
2層フレキシブル銅張積層板の製造方法
【課題】 2層フレキシブル銅張積層板を形成する際に、高電流密度めっきを行っても応力がかからない、外観の優れた銅のめっき層を形成する。
【解決手段】 表面に導電性のシード層を有する有機高分子樹脂フィルムに銅を電解めっきすることにより、該フィルム上に銅箔を形成するフレキシブル銅張積層板を製造する方法において、導電性基体に白金族金属またはその酸化物を主成分とする電極活性物質を被覆した陽極を使用し、めっき用電解槽を陽イオン交換膜を用いて陽極室と陰極室に分離し、めっき浴温度が30 ℃以上および銅めっき電流密度が4〜12 A/dm2でめっきを行う。
(もっと読む)
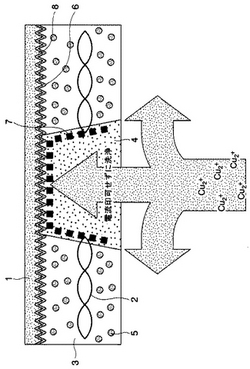
自立伝導性ナノ複合エレメントの電解製造法
この発明は、自立複合エレメント及びそれを製造する方法に関するものである。この複合エレメントは、電気伝導性材料の基材とそれを覆う本質的に基材と垂直な平面に沿って配向した金属ナノワイヤよりなる。基材の厚みは、数?mから数百?mに及ぶ。このエレメントは、被覆されるべき基材により形成されたカソード、少なくとも一つのアノード及び金属材料の前駆物質の溶液により形成され適宜伝導性のイオン性塩を含む電解液、カソードと各アノードとの間に置かれた平坦な多孔性膜及び各膜とそれに隣接するアノードとの間のスペーサーエレメントを含むセルにおいて製造され、該セルの種々の構成部品は、接触を保っている。 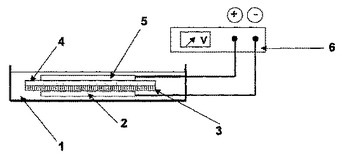 (もっと読む)
(もっと読む)
Cu−Ni−Si−Zn系合金Snめっき条
【課題】 製造コストを増加させること無く、Cu-Ni-Si-Zn系合金Snめっき条の耐熱性を改善する。
【解決手段】 1.0〜4.5質量%のNi、Niの質量%に対し1/6〜1/4のSi、0.1〜2.0質量%のZnを含有し、さらに必要に応じ0.1〜2.0質量%のSnを含有する銅基合金を母材とし、表面から母材にかけて、Sn相、Sn−Cu合金相、Cu相の各層でめっき皮膜が構成されるSnめっき条において、Sn相の厚みを0.1〜1.5μm、Sn-Cu合金相の厚みを0.1〜1.5μm、Cu相の厚みを0.8μm以下とし、Sn相表面のSiおよびZn濃度をそれぞれ1.0質量%以下および3.0質量%以下とする。さらに必要に応じ、めっき層と母材との境界面におけるC濃度を0.1質量%以下、O濃度を1質量%以下とする。
(もっと読む)
クロムめっき部材
【課題】300℃以上の厳しい熱履歴を受けてもクラックが発生し難い電気クロムめっき層が設けられたクロムめっき部材を提供する。
【解決手段】金属製部材の表面に電気クロムめっき層が設けられたクロムめっき部材であって、前記電気クロムめっき層における結晶子の平均直径が16.0nm以上であると共に、X線回折法による{211}と{222}のピーク強度比({211}/{222})が0.10以上としたクロムめっき部材である。
(もっと読む)
平面コイルの製造方法

【課題】 安定してアスペクト比が1以上の平面コイルを製造可能な製造方法を提供すること。
【解決手段】 この製造方法は、渦巻状にパターン形成されている下地導体層を少なくとも一方の面に有する絶縁基板を準備する準備工程(S01〜S07)と、絶縁基板をめっき液に浸漬させ、下地導体層に電解めっきを施してコイル導体を形成する形成工程(S08)と、を備え、めっき液は、ポリマー及びブライトナーを含む硫酸銅系めっき液であり、形成工程において、めっき液におけるブライトナーの濃度が4〜25ml/lとなるように管理する。
(もっと読む)
無鉛Snベースめっき膜及びその製造方法、並びに接続部品の接点構造
【課題】Pbフリーでありながらウイスカーの成長を抑制することのできる無鉛Snベースめっき膜及びその製造方法を提供し、該無鉛Snベースめっき膜を有する接続部品の接点構造を提供する。
【解決手段】金属が析出してなるめっき層が積層されてなり、該めっき層の積層界面が前記金属の結晶成長の不連続面Iとなっている無鉛Snベースめっき膜であって、前記めっき層として膜厚が0.5μm以下のめっき層Aを複数含み、全膜厚が1〜10μmである。
(もっと読む)
電池容器用めっき鋼板、その電池容器用めっき鋼板を用いた電池容器およびその電池容器を用いた電池、ならびに電池容器用めっき鋼板の製造方法
【課題】 アルカリ電解液に対する耐食性を有し、電池容器内面と正極合剤との界面における接触抵抗を低減することが可能な、ニッケルめっき鋼板に替わる電池容器用めっき鋼板、それを用いた電池容器およびそれを用いた電池、ならびにその電池容器用めっき鋼板の製造方法を提供する。
【解決手段】 鋼板の電池容器内面となる側に銀めっきを施してなるめっき鋼板を作成して電池容器用めっき鋼板とし、それを電池容器に成形加工して電池に適用する。
(もっと読む)
耐型かじり性および化成処理性に優れた鋼板
【課題】耐型かじり性と化成処理性を高度に両立し、低コストで製造可能な鋼板を提供する。
【解決手段】鋼板表面に付着量が10〜2000mg/m2で、かつ次式で定義される(00・2)面の配向率R(00・2)が0.5以上である亜鉛めっき皮膜を有する。R(00・2)=[I(00・2)/Is(00・2)]/Σ[I(hk・l)/Is(hk・l)]。ただし、I(hk・l)はX線回折測定によって得た亜鉛めっき皮膜の各結晶面(hk・l)の回折ピーク強度(cps)、Is(hk・l)は標準亜鉛粉末の各結晶面(hk・l)の回折ピーク強度(cps)、Σ[I(hk・l)/Is(hk・l)]は、(hk・l)が、(00・2)、(10・0)、(10・1)、(10・2)、(10・3)、(11・0)、(11・2)、(20・1)、(10・4)、(20・3)の各結晶面についてのI(hk・l)/Is(hk・l)の値の合計。
(もっと読む)
銅箔の粗面化処理方法及び粗面化処理液
【課題】 短時間で、粗化粒子の脱落危険性のない、均一な粗化粒子が得られ、低粗度で、樹脂等との高い密着力を有し、厚さの薄い銅箔に対しても生産効率の良い粗面化処理方法、並びに、このような銅箔の粗面化処理方法にて使用される処理液を提供する。
【解決手段】 粗面化処理のための処理液として、分子中に下記の化学構造:
【化1】
を含み、かつ2つ以上の環式構造を有する複素環式化合物である粗面化添加物質の少なくとも1種を含有した硫酸酸性溶液を調製する工程Aと、前記硫酸酸性溶液を用いて銅箔の片面もしくは両面を限界電流密度以上で陰極処理し、前記銅箔表面に銅の突起状電着物を形成させる工程Bとを含むことを特徴とし、前記粗面化添加物質としては、水溶液中で1価の銅イオンと錯形成し、かつ14以上の全安定度定数βを有する物質が使用され、フェナントロリン、ピリジル又はこれらの誘導体が好ましい。
(もっと読む)
電気接点用Cuめっき鋼板の製造方法
【課題】 導電性,バネ性に優れたCuめっき鋼板を高生産性で製造する。
【解決手段】 C:0.1〜0.6質量%,Si:0.6質量%以下,Mn:0.1〜1.5質量%,P:0.05質量%以下,S:0.05質量%以下の組成で母材硬さ:300HV以下の鋼板をめっき原板に使用する。片面当りめっき厚:1.5μm以上のCuめっき層を鋼板の両面に設けた後、冷間圧延し、300〜500℃×1〜30時間で低温焼鈍する。冷間圧延時の断面減少率Rは、めっき厚T:1.5〜8μmでは15≦R<2.1+17.1T-0.92T2を満足する値,T>8μmでは15〜80%の範囲に設定される。
(もっと読む)
装飾板の製造方法
【課題】 装飾感を向上させることができるとともに、その装飾感を容易に変化させることができる装飾板の製造方法を提供する。
【解決手段】 装飾板は次の手順に従って製造される。基板11の表面及び裏面に板面方向に位置が異なる外周側位置ずれ部12a及び内周側位置ずれ部12bを生ずるようにマスキング材により表面側マスキング層13a及び裏面側マスキング層13bを形成する。その後、基板11の表面及び裏面からそれぞれ基板11の厚さ方向の中央部に達するまでハーフエッチングを行なう。そして、前記位置ずれ部12に段差部を形成し、その段差部にメッキを施した後、前記マスキング層13を剥離することによって装飾板が製造される。
(もっと読む)
金めっき液および金めっき方法および半導体装置の製造方法および半導体装置
【課題】 表面保護膜の段差部分がその上に形成されるバンプ表面に出てしまうことを防止する。
【解決手段】 バンプを形成する亜硫酸系金めっき液中のタリウム濃度を30mg/l程度の高濃度に設定することで、金めっきの結晶の粒子が従来のものより大きな粒子になり、この大きな金めっき結晶でバンプ7を形成する。例えば金めっき液温度を60〜65度、金めっき電流密度を0.4〜0.8A/dm2の条件で金めっきを行うことで、バンプ表面状態が下地であるポリイミド膜の段差に関係なく表面段差の無いバンプの形成が可能になる。
(もっと読む)
電気接点
【課題】潤滑性を有し摩擦係数が小さく、半田付着及び転移し難く、安定した接触抵抗を得られ、相手物が電気接点上を摺動するような構造の電気接点を提供する。
【解決手段】少なくとも表面が錫を含有する半田である物体と接触する電気接点10において、該電気接点10の表面に、PTFE(ポリテトラフルオロエチレン)の微粒子を含有する金属マトリックスのメッキ層からなる潤滑メッキ層28と、潤滑メッキ層28上に形成されるAuメッキ層からなる厚さが微粒子の直径を超えない貴金属メッキ層32とを施し、電気接点10の周囲に略U字形状のスリット20を設ける。
(もっと読む)
銅又は銅合金の表面処理方法、表面処理材及びこれを用いた電子部品
【課題】 とりわけコネクタ、端子、スイッチ及びリードフレーム等の電子部品として使用可能な銅又は銅合金の、簡便かつ比較的安価に実施可能なウィスカー抑制のための表面処理方法を提供する。
【解決手段】 銅又は銅合金の表面の一部又は全体に錫めっきを施すめっき工程と、前記錫めっきを加熱溶融するリフロー工程と、これにより得られたリフロー錫めっき材を冷却する冷却工程と、冷却されたリフロー錫めっき材のリフロー錫めっき表面を1種又は2種以上のシランカップリング剤と下記一般式(ア)で示されるベンゾトリアゾール系化合物及び下記一般式(イ)で示されるベンゾチアゾール系化合物から選択される1種又は2種以上の含窒素化合物とで任意の順(同時を含む)に被覆する被覆工程とを含む銅又は銅合金の表面処理方法。
【化1】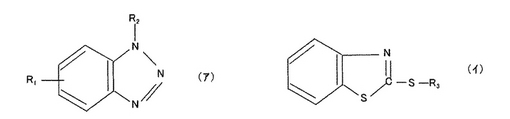
(式中、R1は水素原子、アルキル基又は置換アルキル基を表し、R2はアルカリ金属、水素原子、アルキル基又は置換アルキル基を表す。R3はアルカリ金属又は水素原子を表す。)
(もっと読む)
電池容器用めっき鋼板、その電池容器用めっき鋼板を用いた電池容器およびその電池容器を用いた電池
【課題】 優れた電池特性を有する電池とすることが可能な電池容器用めっき鋼板、その電池容器用めっき鋼板を用いた電池容器およびその電池容器を用いた電池を提供する。
【解決手段】 鋼板の電池容器内面となる側にビスマスめっきを施し、次いでその上に銀めっきを施してなるめっき鋼板、あるいはまたニッケルめっきを施し、次いでその上にビスマスめっきを施し、引き続いてさらにその上に銀めっきを施してなるめっき鋼板、あるいはさらにニッケルめっきを施した後、熱処理を施し、次いでその上にビスマスめっきを施し、引き続いてさらにその上に銀めっきを施してなるめっき鋼板、あるいはまたニッケルめっきを施し、次いでその上にビスマスめっきを施した後、熱処理を施し、引き続いてさらにその上に銀めっきを施してなるめっき鋼板を作成して電池容器用めっき鋼板とし、それを電池容器に成形加工して電池に適用する。
(もっと読む)
541 - 560 / 666
[ Back to top ]