
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
81 - 90 / 714
缶体の製造装置およびその製造装置を用いた缶体の製造方法
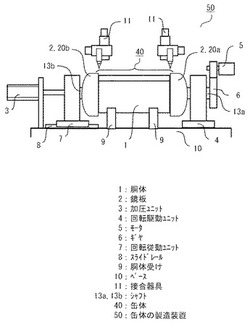
【課題】缶体の製造時、胴体と鏡板との接合部の仮止め溶接を不要とし、接合部を密に当接した状態を保持し、溶接器具配置の空間を充分に備えた製造装置を提供する。
【解決手段】胴体1の両側に設けた鏡板2に配置された各矯正用リング21の段付き部21aに、鏡板2の立ち上げ部後面2bを当接し、鏡板2の立ち上げ部前面2cと胴体1の立ち上げ部前面1bとを加圧ユニット3の加圧力により密に突き合わせ、矯正用リング21を横方向駆動ユニット22により突き合わせ部12から離脱後、回転駆動ユニット4により、胴体1、鏡板2、各矯正用リング21を一体的に回転する。
(もっと読む)
複合鋼部品及びその製造方法

【課題】耐摩耗性が必要な部分の十分な表面硬度向上効果が得られると共に、溶接部の特性をこれまで以上に向上させることができ、かつ、製造時の防炭処理を完全に廃止することができる複合鋼部品の製造方法を提供すること。
【解決手段】第1の鋼部品を製造するに当たり、その後の浸炭工程において形成される浸炭層の厚み以上の余剰部826を溶接予定部825に加えた中間品800を準備し、その表面に浸炭層88を形成する浸炭工程と、マルテンサイト変態する冷却速度よりも遅い冷却速度により、冷却による組織変態が完了する温度以下まで中間品800を冷却する冷却工程と、高密度エネルギーによって浸炭焼入部にすべき部分をオーステナイト領域まで加熱した後にマルテンサイト変態する冷却速度以上の冷却速度により冷却する焼き入れ工程と、溶接予定部826を最終所望形状となるよう切削する切削工程とを行う。
(もっと読む)
異種金属のライニング方法
【課題】特殊な加工を必要とせず簡易な方法によって、ライニング材を母材にライニングすることができるライニング方法を提供する。
【解決手段】ライニング材1に接合材2を取付け、ライニングされる母材3に貫通穴4を設け、ライニング材1に取付られた接合材2と母材3の貫通穴4の位置が一致するように母材3とライニング材1を重ねた後、接合材2と母材3とを固定することにより、母材3にライニング材1をライニングする。
(もっと読む)
積層管の製造方法及び製造装置
【課題】歩留りや生産性の向上により低コスト化を図ることができる積層管の製造方法を提供する。
【解決手段】内層11と、少なくとも1つの外層12と、を有する積層管10の製造方法は、芯材20を準備する第1の工程S10と、芯材20の外周面に第1の材料を肉盛溶接して内層11を形成する第2の工程S20と、内層11の外周面に第2の材料を肉盛溶接して少なくとも1つの外層12を形成する第3の工程S30と、芯材20を除去する第4の工程S50と、を備えている。
(もっと読む)
熱加工制御鋼板の溶接方法
【課題】熱加工制御鋼板を用いたときの、耐脆性破壊特性を確保する溶接施工方法を提供する。
【解決手段】鋼板の成分を用いて計算されるフェライトパーライト組織の硬さよりも、実際の硬さがビッカース硬さで20以上硬くなっている熱加工制御鋼板を溶接するにあたり、本溶接の止端部に、化粧盛溶接を行い、応力集中部を溶接熱影響部から離れたところに位置するようにし、かつ、鋼材と最軟化部の硬さの差を15以下に制限することで、軟化部へのひずみ集中を回避することで、耐脆性破断特性を確保する。
(もっと読む)
部品及びその工処理方法
【課題】部品、及び部品を加工処理する方法を開示する。
【解決手段】この方法は、ある特徴を有する基材金属を準備し、特徴を除去して加工処理領域を形成し、第1の層を前記加工処理領域に適用し、第2の層を第1の層に適用することを含む。基材金属、第1の層、及び第2の層は各々が所定の熱膨張率、降伏強度、及び伸び率を有する。加工処理部品は、基材金属の加工処理領域に適用された第1の層と、第1の層に適用された第2の層を含む。
(もっと読む)
鉄骨構造物柱梁接合部の梁と突起付き内ダイアフラム直結工法
【課題】
従来、建築鉄骨柱梁接合部は角形鋼管柱を建物階毎に切断して通しダイアフラム方式で組み立てて複雑で製作工数が多くかかりダイアフラム外周部の劣化と変形を惹起し、柱を階毎に切断しなくても4面ボックス柱とダイアフラムとの間でエレクトロスラグ溶接で多大な溶接量を余儀なくされ500〜1000KJ/cmの超大入熱でダイアフラムと柱の溶接をして柱のラメラーテア等の割れや劣化を起こしやすくしている。
【解決手段】
本発明では、板厚が25mm以上で直径400mm以上の4面箱形鋼管柱に対し、該鋼管柱を各階ごとに切断せず、該箱形鋼管柱面に部分的に開けた貫通孔と外開きの全周開先付き突起を設けた内ダイアフラム端部とを小溶接量・低入熱で溶接し、更に、H形鋼梁を、貫通孔溶接部を含めて多層盛りの一つの溶接部で溶接接合することによりこれらの問題を解決した。
(もっと読む)
消耗電極アーク溶接のアークスタート制御方法
【課題】溶接ワイヤの先端と母材とが初めから接触しているタッチスタート状態にあっても、良好なアークスタート性を実現する。
【解決手段】溶接ワイヤを前進移動させて母材に一旦接触させた後に引き離してアークを発生させるリトラクトアークスタート制御と、溶接ワイヤを前進移動させて母材に接触させてアークを発生させる通常アークスタート制御とを備え、溶接開始信号Asが溶接電源に入力されて溶接ワイヤの前進移動Fiが開始された時点t2から所定期間Tt以下で溶接電流Iwが通電したときはリトラクトアークスタート制御を行い、上記所定期間Tt経過時点t3で溶接電流Iwが通電しないときは通常アークスタート制御を行う。これにより、タッチスタート状態のときは自動的にリトラクトアークスタート制御が選択されるので、良好なアークスタート性を実現できる。
(もっと読む)
ブームとブームの溶接方法
【課題】筒体の捩れや歪が少ないブームを提供することを目的とする。また、歪の発生が少なくてすむブーム溶接方法を提供する。
【解決手段】複数枚の鋼板1,2を溶接して断面筒形の筒体に形成し、かつ筒体の表面に補強板3〜6を取り付けたブームであって、筒体と補強板との接合部分が、アーク溶接法a1とレーザ溶接Rからなるハイブリッド溶接Hで溶接されている。アーク溶接法a1で筒体と補強板の接合部を溶融して、母材の溶融金属量に溶加材の溶融金属量を加えておき、次いでレーザ溶接Rで加熱すれば、溶融金属を接合部の深さ方向に溶け込ませるので、補強板を確実に溶接により接合することができる。しかも、レーザ溶接法Rは入熱が少ないので、溶接後のブームに捩れや歪が生じにくい。このため、多段入れ子式ブームにおける多段ブーム間の寸法差を小さくできるので、先端側のブームの断面寸法を大きくし剛性を向上させることができる。
(もっと読む)
シリンダ装置
【課題】良好な接合状態を維持可能なシリンダ装置の提供。
【解決手段】筒状のシリンダ101と、シリンダ101の端部側に内に圧入される端部部材102と、シリンダ101と端部部材102とを溶接にて固定する溶接部103とを有し、端部部材102の周方向に、シリンダ101に接する当接部108と切欠部107とを交互に設け、切欠部107が、溶接部103と、シリンダ101の内部空間114を連通する。これにより溶接部103にブローホールが発生することを抑制する。
(もっと読む)
81 - 90 / 714
[ Back to top ]