
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
101 - 110 / 714
洋上高圧ガス配管構造
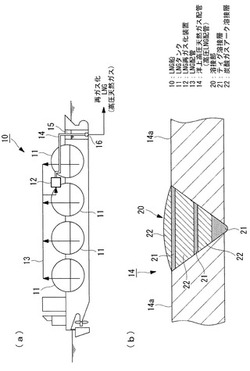
【課題】温度条件の過剰仕様を改善して最適化するとともに、配管重量の低減や施工性の向上を実現できる洋上高圧ガス配管構造を提供する。
【解決手段】ガスの液化及び/または液化ガスの再ガス化を行う装置を備えた浮体設備に配設されて気化したガスを取り扱う洋上高圧ガス配管構造において、洋上高圧天然ガス配管14の配管素材として2相ステンレス材を用い、配管素材の溶接部20に、1層目にティグ(TIG)溶接層21を形成した後、炭酸ガスアーク溶接層22とティグ溶接層21とを交互に形成した多層溶接が施されている。
(もっと読む)
被覆部材および肉盛溶接構造

【課題】耐食性、耐磨耗性に優れた被覆部材および肉盛溶接構造、さらにはバランスディスクおよびポンプを提供する。
【解決手段】ポンプケーシング2の内部に、回転軸5の軸心廻りに回転する羽根車6a〜6cと、回転軸5と一体的に回転するバランスディスク101と、回転軸5の軸心方向でバランスディスク5の摺動面102に対向し、ケーシング側に装着するディスクシート103を備え、バランスディスク101が母材金属表面に形成する第1の肉盛溶接層106と、第1の肉盛溶接層106の上に形成する第2の肉盛溶接層107を備え、第1の肉盛溶接層106はPREN値が40以上のCo基合金からなり、第2の肉盛溶接層107は、重量%単位において、Cr:27−32、W:2−4、C:0.6−0.9、Ni:0−5、Mo:4−8、N:0.01−3.0、Fe:0−5、Co:Bal.を含有するCo基合金からなる。
(もっと読む)
サスペンションのクロスメンバ
【課題】溶接時の作業効率を改善する。
【解決手段】サスペンションメンバの一部を構成するクロスメンバ20は、二つ以上の板状部材を組み合わせて中空構造となるように成形されている。二つの板状部材22、24を隣り合わせて溶接すべき部分に沿って、溶接すべき部分の長さに基づき予め定められた位置に切り欠き30a−30eが形成されている。
(もっと読む)
クリープ特性に優れた溶接金属
【課題】優れたクリープ特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属、およびこのような溶接金属を備えた溶接構造体を提供する。
【解決手段】所定の化学成分組成を有し、下記(1)式によって規定されるA値が200以上であり、且つ円相当直径で0.40μm以上の炭化物の平均円相当直径が0.85μm未満であると共に、溶接金属中に存在する粒界のうち炭化物が存在する長さの割合が25%以上である。
A値=([V]/51+[Nb]/93)/{[V]×([Cr]/5+[Mo]/2)}×104 …(1)
但し、[V],[Nb],[Cr]および[Mo]は、夫々溶接金属中のV,Nb,CrおよびMoの含有量(質量%)を示す。
(もっと読む)
乗物用シートのシートフレーム
【課題】材料の無駄を無くして重量の増加を発生させることなく、且つ安定した溶接を行うことができる乗物用シートのシートフレームを提供する。
【解決手段】長尺状の複数のフレーム部材のそれぞれの長手方向の端部が溶接されて構成され、フレーム部材F3、F4のそれぞれは板材にて形成されてハット断面形状を有している。そしてフレーム部材の長手方向端部には、溶接相手のフレーム部材に向かう接続方向に沿った所定長さL32、L23と板材の厚さtに相当する幅とを有する接続方向面Maと、接続方向面Maの端部を起点としてハット断面形状に沿った突出面Mbと、接続方向面Maの端部を起点としてハット断面形状に沿った凹み面Mcと、が形成され、互いに溶接されるそれぞれのフレーム部材の接続方向面Maが対向させて接触されて突き当て溶接されている。
(もっと読む)
溶接方法
【課題】円筒部材への品質要求を満たしつつ、連結部材により円筒部材同士を簡単に仮接合することができる溶接方法を提供する。
【解決手段】第1材料からなる第3円筒部材9と第4円筒部材10とを軸方向に突き合わせて形成される開先部K5を挟んで、第3円筒部材9および第4円筒部材10に、第1材料からなる溶加材を用いて肉盛溶接を行うことにより、第3円筒部材9および第4円筒部材10に第1肉盛部21および第2肉盛部22を形成する肉盛溶接工程と、連結板35の一方の端部と第1肉盛部21とを、第2材料からなる第1当て板25を介して接合すると共に、連結板35の他方の端部と第2肉盛部22とを、第2材料からなる第2当て板26を介して接合することで、連結板35を第3円筒部材9および第4円筒部材10に仮接合する連結板接合工程と、を備えた。
(もっと読む)
真空断熱容器及びその製造方法
【課題】溶接部を有する真空断熱容器の基本構造を一旦組み立てた後に、溶接部の気密性に欠陥が見つかって真空状態を維持できない場合、或いは溶接部に後から欠陥が生じて真空状態を維持できなくなった場合にも、溶接部を容易に補修することができる真空断熱容器を提供する。
【解決手段】内容器と外容器とで容器本体を形成し、内容器と外容器との間に設けられる内部空間を真空にし、この内部空間を気密にする所要の溶接部を、容器本体の内部空間に対して逆側に露出する部位に設ける真空断熱容器であり、例えば内容器の底板22と別体の第二側壁24の下端部に内側方に向かって屈曲する折曲部241を形成し、折曲部241を底板22の縁近傍における底板22上に載置し、折曲部241の先端と底板22とを溶接して溶接部W1を形成する。
(もっと読む)
ドアサッシュおよびその製造方法
【課題】アッパー部材とピラー部材とをコーナー部で溶接してなるドアサッシュであって、突合せ部における外表面部および裏面部に段差が生じないように溶接し、溶接後の表面部に仕上げ加工を施す必要がなく、安全かつ機能的で、優れた外観を有するドアサッシュとその効率的な製造方法を得る。
【解決手段】2層構造のエッジ部2kを有するアッパー部材2と、インナー部3hの端末部3jを覆うようにアウター部3gの折返し部3iを折り曲げてヘム加工し、カシメることにより形成された3層構造のヘム部3kを有するピラー部材とを突合せ部5で溶接したドアサッシュ1であり、ピラー部材3のヘム部3kは、突合せ部5付近ではインナー部3hの端末部3jに形成された切欠部3nにアウター部3gの折返し部3iが折り曲げられ、ヘム加工により2層構造部3pが形成され、この2層構造部3pがアッパー部材2の2層構造のエッジ部2kと突合せ状態で溶接されている。
(もっと読む)
回転機械のロータの熱処理装置及び熱処理方法
【課題】熱影響部及び溶接金属に対してそれぞれ適した温度での熱処理を効率的に行うことができる回転機械のロータの熱処理装置及び熱処理方法を提供する。
【解決手段】母材5となるタービンロータ1に発生した損傷部に対して溶接補修を施した後に、該溶接補修により形成された熱影響部6及び溶接金属7に対して熱処理を施す熱処理装置10において、熱影響部6に付与される熱量が溶接金属7に付与される熱量よりも大きくなるように、これら熱影響部6及び溶接金属7を同時に加熱する加熱手段20を設ける。
(もっと読む)
薄板部材の溶接方法、およびその溶接方法を用いた缶体の製造方法
【課題】金属性薄板同士の溶接時、余分な専用工具を必要とせず作業性を向上させて溶接部の品質を向上させ、応力集中部のないビード形状を得ることのできる溶接方法を提供する。
【解決手段】第1の薄板部材1の一端にはL字型端部1aが形成され、第2の薄板部材2の一端にはL字型端部2aに延伸して形成されたひさし部2bが設けられ、両L字型端部1a、2aの接触面1c、2cが接し、前記ひさし部2bが第1の薄板部材1のL字型端部1aの頂部1bと所定の隙間Gを設けて覆うことで突き合わせ部20を形成され、加熱によって突き合わせ部20が溶融される。
(もっと読む)
101 - 110 / 714
[ Back to top ]