
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
111 - 120 / 714
溶接機用収納コンテナ
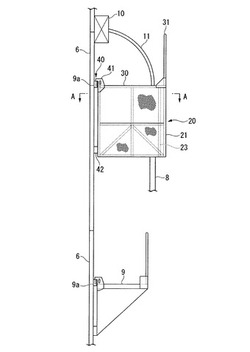
【課題】円筒型タンクの側板溶接に際し、2次ケーブルを短くでき、作業エリアを有効に活用できる溶接機収納コンテナの提供。
【解決手段】円筒型タンク内で側板6の溶接を行う自動溶接機を含む溶接機器を収納する溶接機用収納コンテナ20であって、少なくとも、上記溶接機器として、自動溶接機、外部の1次電源と電気的に接続される2次電源、上記自動溶接機と上記2次電源とを電気的に接続する2次側の溶接機用ケーブル、を収納する収納部21と、収納部21の天部に設けられると共に、収納部21に収納された上記溶接機器の少なくとも一部を取り出し可能な取出部を備える足場部30と、上記溶接するべき上記側板が設けられた所定高さに収納部21を取り付ける取付部40と、を有するという構成を採用する。
(もっと読む)
アーク溶接方法およびアーク溶接システム

【課題】 幅の均一なビードを形成できるアーク溶接方法およびアーク溶接システムを提供すること。
【解決手段】 消耗電極15と母材Wとの間にアークa1を発生させつつ消耗電極15から母材Wへ溶滴151を移行させる溶滴移行期間T1と、母材Wに形成された溶融池を冷却する冷却期間T2とを繰り返すアーク溶接方法であって、各溶滴移行期間T1中に、ピーク値ipで電流を流すピーク期間Tpとピーク値ipよりも小さいベース値ibで電流を流すベース期間Tbとを含む単位パルス波形の電流を、消耗電極15から母材Wへ繰り返し流す工程と、各冷却期間T2中に、溶接進行方向に、消耗電極15を母材Wに対し母材Wに沿って移動させる工程と、各溶滴移行期間T1におけるピーク期間Tpの回数が設定数に達したとき、当該溶滴移行期間T1を終了する工程と、を備える。このような構成によれば、各溶滴移行期間T1に母材Wに形成される各溶接痕の大きさを均一にすることができる。したがって、幅の均一なきれいなビードを形成することができる。
(もっと読む)
管路の施工方法及び管体並びに原子力設備
【課題】探傷不可範囲を無くし、確実且つ好適に溶接部の検査を行うことを可能にする管路の施工方法及び管体並びに該管体を備えた原子力設備を提供する。
【解決手段】管体10、11同士を突き合せ溶接で接合して管路Rを形成する管路の施工方法であって、管路Rの使用条件によって決定される溶接部Mの超音波探傷試験の条件に基づいて設定した外面の平滑長さを、接合端10a、11aから軸線O1方向に沿って有する管体10、11を準備する管体準備工程と、準備した管体10、11同士を溶接する管体溶接工程と、超音波探傷試験で溶接部Mを検査する溶接部検査工程とを備える。
(もっと読む)
溶接継手部の応力腐食割れと超音波探傷検査の特性低下の防止工法
【課題】圧力容器ノズルと配管の突き合わせ溶接する場合に、溶接継手部の応力腐食割れとその溶接部に対する超音波探傷検査特性の低下を防止できる工法を提供すること。
【解決手段】圧力容器のノズル2と配管3との突き合わせ面が、両者2,3の材料に溶接馴染みのよい溶接材料で溶接され、溶接されたノズル2と配管3の端部は、開先加工されて肉盛り溶接されることで溶接継手部5が形成され、溶接継手部5の外周面にウェルドオーバーレイ溶接4を実施することで、溶接継手部5の内面を圧縮応力に移行させるように作用させて溶接継手部5の応力腐食割れを抑制し、ウェルドオーバーレイ溶接4を実施する際、溶接継手部5の内周側にあるウォータージェットノズル7からのウォータージェット噴射6による流体振動を溶接部位に与えることでウェルドオーバーレイ溶接部並びに溶接継手部における組織の肥大化を回避して超音波探傷検査の特性低下を防止すること。
(もっと読む)
円筒部溶接形成方法および溶接装置
【課題】圧力容器の外周面に円筒部を形成する際に、効率良く肉盛溶接を行うことができる円筒部溶接形成方法および溶接装置を提供する。
【解決手段】圧力容器の外周面から突出する円筒部を、肉盛溶接により形成する円筒部溶接形成方法であって、形成される円筒部の軸方向は、円筒部の突出方向となっており、形成される円筒部の軸を中心として、円筒部の周方向に周回させながら、円筒部の径方向に移動させることで、圧力容器の外周面に渦巻状に肉盛溶接を行う渦巻肉盛溶接工程を備えた。
(もっと読む)
原子力設備の施工用準備ユニット、原子力設備の施工システム、および原子力設備の施工方法
【課題】短時間で、且つ容易に装置の位置決め精度の高い施工を行なうことができる。
【解決手段】原子力容器の管台の空間内に進入される装置本体30と、装置本体30を空間内部に進入させるための移動装置と、装置本体30に設けられ、空間内の部材面の溶接部を検出する渦電流探傷検査センサ31と、装置本体30に設けられ、管内面にポンチ痕を行うポンチ打刻部32と、渦電流探傷検査センサ31での検出結果に基づいて移動装置およびポンチ打刻部32を制御して、溶接部に対する相対位置にポンチ痕を打刻させる制御部と、を備えた施工用準備ユニット20とを提供する。
(もっと読む)
シェルター内殻ユニットの溶接接合方法と溶接接合構造
【課題】
作業性と経済性を確保しながら、高い耐久性と完全な防湿防水性、電磁シールド性を確保することのできるシェルター内殻ユニットの溶接接合方法と溶接接合構造を提供する。
【解決手段】
金属板1からなる水平方向筒状体であるシェルター内殻ユニット2a、2bの溶接接合方法および溶接接合構造であって、当該溶接接合方法および溶接接合構造は、シェルター内殻ユニット2a、2bの接合部3をユニットの外側から溶接する外側溶接部8とユニットの内側から溶接する内側溶接部9とに分けて溶接し、且つ、外側溶接部8と内側溶接部9の端部同士を溶接して一体化し、ユニットの接合部3の溶接を途切れない環状に形成して接合する。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】溶接スタート時から溶接終了時まで良好な溶接を行うことができるアーク溶接方法を提供すること。
【解決手段】第1期間T1と第2期間T2とを交互に複数回繰り返す初期工程と、上記初期工程の後に、消耗電極と母材との間にアークを発生させつつ上記消耗電極から上記母材へ溶滴を移行させる定常工程と、を備え、上記初期工程は、各第1期間T1中に、上記母材に沿った溶接進行方向における、上記母材に対する上記消耗電極の速さである移動速さVvが第1速さv1である状態で、上記アークを発生させつつ上記消耗電極から上記母材へ溶滴を移行させる第1工程と、各第2期間T2中に、移動速さVvを第1速さv1より大きい第2速さv2として、上記消耗電極を上記母材に対して移動させる第2工程と、を含み、上記定常工程においては、移動速さVvを第1速さv1より大きい定常速さv4として、上記消耗電極を上記母材に対して移動させる。
(もっと読む)
隅肉自動溶接装置及び隅肉自動溶接方法
【課題】特定の環境に限らず隅肉溶接範囲の始端や終端を確実に検出することができるようにすること。
【解決手段】板材A上を走行する台車3を有する溶接装置1に、板材Aと隅肉溶接する板材B上を転動するガイドローラ3h,3iの近傍に近接センサ3j、3kを設ける。また、台車3が走行する板材Aを検出する近接センサ3p,3qを台車3の側面3l,3mにそれぞれ設ける。各近接センサ3j,3k,3p,3qに、磁性体製の板材を検出する渦電流式センサを用いる。近接センサ3p,3qのどちらかが板材Aを検出しなくなるか、あるいは、近接センサ3j,3kのどちらかが板材Bを検出しなくなると、溶接トーチ5による溶接を停止する。但し、近接センサ3p,3qが共に板材Aを検出している間は、台車3の走行を継続させる。
(もっと読む)
継合部材の段差修正治具装置及び継合部材の製造方法
【課題】継合部材の製造において作業性と仕上がり品質とを向上させる。
【解決手段】複数の板状体bが継ぎ合わされていると共に互いに隣接する二つの前記板状体bの端縁が突き合わされて突合部tが形成された継合部材Tの製造において、突合部tに形成された段差の修正に用いられる継合部材の段差修正治具装置Mであって、継合部材Tの突合部tに対応する形状となった受け部32を含む治具2と、継合部材Tと受け部32との間に間隙を形成した状態で治具2を支持可能な支持具1と、を備えることを特徴とする。
(もっと読む)
111 - 120 / 714
[ Back to top ]