
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
151 - 160 / 714
蒸気発生器用管板及び蒸気発生器用管板の製造方法
【課題】蒸気発生器用管板の水室鏡側の面について、耐食性のばらつきを抑制すること。
【解決手段】管板面に肉盛溶接を施して蒸気発生器の構成部材として用いられ、肉盛溶接が施される面の端縁から離れた中心部分が隆起している。
(もっと読む)
管台接合方法、蒸気発生器の製造方法、管台用部材及び蒸気発生器

【課題】管台用部材が容易に基材に対して位置決め可能であって溶接後にあっても管台用部材と基材とを高精度に接合できる管台接合方法、蒸気発生器の製造方法、管台用部材及び蒸気発生器を提供すること。
【解決手段】管台となる管台用部材は基材に固定可能な固定部を有する。また、固定部により基材に管台用部材を仮固定する仮固定工程と、仮固定された管台用部材と基材との隙間の少なくとも一部を溶接により接合させる接合工程と、溶接後の管台用部材から基材にかけて開口する開口工程と、を有する管台接合方法とする。この本発明は、予熱を加えずに簡単に位置決めすることができるので、管台用部材と基材とを高精度に接合できる。
(もっと読む)
タービンロータの補修方法
【課題】補修溶接部の欠陥検査に費やされる時間を軽減することのできるタービンロータの溶接補修方法を提供する。
【解決手段】回転軸が水平に支持されたタービンロータ10をその回転軸を中心に回転させながら肉盛り溶接を行うとともに、肉盛り溶接を行いながら溶接された部位を電磁超音波探触子20により欠陥検査を順次行うタービンロータの補修方法。この場合、溶接欠陥の種類ごとに対応する欠陥モデルを保持しておき、この欠陥モデルと、実際に検出された溶接欠陥に対応する欠陥情報とを比較することで、検出された溶接欠陥の種類を特定し、その特定結果に応じた処理を行うことが好ましい。また、補修溶接部には熱処理が施されるが、肉盛り溶接の工程からこの熱処理の工程まで、電磁超音波探傷法による検査を継続することが好ましい。
(もっと読む)
円筒容器の製造方法および密閉型圧縮機
【課題】密閉容器の溶接接合部のピンホールによる洩れ品質の低減、及び密閉容器内に飛散する溶接スパッタを低減させる。
【解決手段】一方の円筒の一方の端部に形成した拡径部の内面、又はこの拡径部に挿入される他方の円筒の外面の一方に、嵌め合い方向の軸線に沿って直線状に延びる凸条を周方向複数箇所に設け、拡径部に他方の円筒を挿入して、凸条と他方の円筒の外面、又は凸条と拡径部の内面とを当接させて、拡径部の端部と他方の円筒の外面とをアーク溶接によって接合する。
(もっと読む)
溶接方法及び溶接装置
【課題】U字状リブの外側の片面からすみ肉溶接を行った場合でも、U字状リブの内側に形成される裏波ビードが応力集中を回避する形状とする。
【解決手段】デッキプレート10と縦板を構成するU字状リブのフランジ24の突合せ部を溶接する方法に関する。フランジ24のデッキプレート10に当接する縁部をフランジ24の一方の側(外側)から溶接することで、縁部を貫通してフランジ24の他方の側(内側)に裏波ビードを形成する。その際に、フランジ24の内側であって、フランジ24の外側から溶接している領域に対応する領域に、当て金1をデッキプレート10とフランジ24に当接するように配置する。当て金1は、裏波ビードに対応する領域に面取りCが施されている。
(もっと読む)
タービンロータの補修溶接方法
【課題】小径のタービンロータであっても溶接工程を通じて施工面に安定してフラックスを堆積させることで、タービンロータの補修をサブマージアーク溶接で行うのが容易なタービンロータの補修溶接を提供する。
【解決手段】 回転軸が水平に支持されたタービンロータ10をその回転軸を中心に回転させながら、溶接施工面に第1供給ホッパ21からフラックスFを供給し、堆積されたフラックスF中に溶接トーチ30の溶接ワイヤ31を挿入してサブマージアーク溶接により肉盛り溶接を行う、タービンロータの補修溶接方法において、施工面からのフラックスの落下を防止する第1じゃま部材41をタービンロータ10に近接して配置する。肉盛り溶接が連続的に行われる間、肉盛り溶接部を含むタービンロータ10の径が大きくなるのに対応して、第1じゃま部材41とタービンロータ10の間隔を一定に保つように、第1じゃま部材41の位置を制御することが好ましい。
(もっと読む)
金属部品の補修方法及び補修された金属部品
【課題】冷却孔近傍の肉盛溶接補修を行う場合でも、溶接割れを低減可能な金属部品の補修方法及び補修された金属部品を提供する。
【解決手段】高温に曝されると共に冷却のための冷却孔15を有する動翼11において、冷却孔15に近接して発生した亀裂と共に冷却孔15の一部を表面側から開先加工し、開先加工後、共金系材料のワイヤ22を用いて、冷却孔15を孔埋め加工し、孔埋め加工した部分をスムージング加工し、開先加工した部分及びスムージング加工した部分に肉盛溶接を行って、肉盛部25を形成し、ワイヤ22及び肉盛部25に当初の冷却孔15を再加工して、動翼11を肉盛溶接により補修する。
(もっと読む)
構造物製造装置、クレーンジブ製造方法およびクレーンジブ製造装置
【課題】クレーンジブを容易に製造すること。
【解決手段】複数の断面四辺形状の本体部材21aを溶接接合してクレーンジブの長尺の支持部21を形成するクレーンジブ製造方法であって、本体部材21aの長さに応じて複数の架台100をスライド移動設置し、架台100上に本体部材21aを載置する配材工程と、当該架台100に載置された各本体部材21aの端部を突き合わせて、仮溶接止めする突き合わせ工程と、当該突合せ部の上面部を溶接する一部溶接工程と、作業床Gに配置された保持機構200により本体部材21aを輪転させて、突合せ部のその他の辺を順次、溶接施工する溶接工程と、を含む。
(もっと読む)
鋼床版の溶接装置
【課題】鋼床版のデッキプレートと閉断面リブの当接箇所を閉空間の内側から溶接可能な溶接装置を提供する。
【解決手段】溶接装置1は、全体が閉空間sを長手方向に通り抜け可能な寸法を有する。
溶接装置は、台車10、20と、デッキプレートと閉断面リブとの当接箇所に対向可能な溶接トーチ30と、溶接トーチ30に溶接ワイヤwを供給可能なワイヤ送給機40と、溶接トーチ30にガスおよび電力を供給可能なケーブル50と、を備える。台車10、20を走行させながら溶接トーチ30により閉空間sの内側から溶接作業をおこなう。
(もっと読む)
ハイブリッドレーザアーク溶接プロセス及び装置
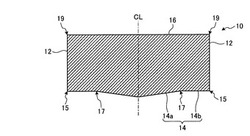
【課題】ワーク(12、14)の接合面(16)によってそれらの間に画成された溶接シムを含む継手領域(22)上で前方ハイブリッド溶接プロセスを行った後、継手領域(22)で後方ハイブリッド溶接プロセスを行ってワーク(12、14)を溶接する溶接方法及び装置(10)を提供する。
【解決手段】前方ハイブリッド溶接プロセスは、同時に前方レーザビーム(32)及び前方電気アーク(36)を継手領域(22)に沿って移動させ、これらを組み合わせて溶接シムを溶込ませて溶接プールを形成し、該溶接プールが凝固して溶接物(40)を形成する。後方ハイブリッド溶接プロセスは、後方電気アーク(56)及び後方レーザビーム(34)を利用して第2の溶接プールを生成し、該溶接プールが再溶融して溶接物(40)と混合する。冷却時には、継手領域(22)の溶接シムを深く溶込ませることができる溶接継手(30)が形成される。
(もっと読む)
151 - 160 / 714
[ Back to top ]