
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
131 - 140 / 714
制御棒駆動装置ハウジングの溶接治具および溶接装置
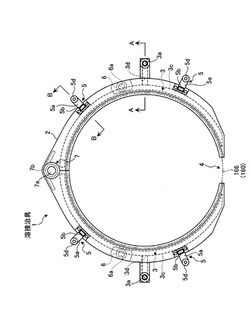
【課題】シールドガスを適宜導入し、かつ容易に制御棒駆動装置ハウジングの溶接を行うこと。
【解決手段】円筒状に形成された制御棒駆動装置ハウジングにて円周状に設けられるキャノピーシール166を円周に沿って溶接するための制御棒駆動装置ハウジングの溶接治具1であって、キャノピーシール166の円周に沿って円環状に形成され、内周面をキャノピーシール166の開先部に向けて配置される治具本体2と、治具本体2の円環状の外側に導入口3aを有するとともに治具本体2の内周面側に排出口を有して治具本体2の内部を貫通するガス導入部3と、治具本体2の一部が切り欠かれて形成され当該治具本体2の円環状の外側と内側とを開通する溶接トーチ配置部4と、治具本体2に設けられ制御棒駆動装置ハウジングに接触することで治具本体2の内周面がキャノピーシール166の開先部に対向した位置となるように治具本体2を保持するガイド部5とを備える。
(もっと読む)
溶接方法およびこれを用いた船舶

【課題】T字溶接継手のすみ肉の溶接にレーザーアークハイブリッド溶接を用いて、すみ肉溶接を行う入射面側に対して反対面側の反入射面側のすみ肉の硬度を改善することが可能な溶接方法およびこれを用いた船舶を提供することを目的とする。
【解決手段】母材3と部材2とをT字状に合わせたT字溶接継手1のすみ肉5をレーザービームおよび電気アークを用いる溶接9の溶接方法において、レーザービームおよび電気アークを用いる溶接9が施工される入射面側のすみ肉5に対して入射面側溶接を行ってから所定の時間内に、部材2を挟んで入射面側のすみ肉5とは反対の反対面側の反入射面側のすみ肉7に対して溶材8を供給することを特徴とする。
(もっと読む)
脆性亀裂伝播停止特性に優れる溶接構造体
【課題】船体構造に好適な、脆性亀裂伝播停止特性に優れる溶接構造体を提供する。
【解決手段】ウェブ1のフランジ2との突合せ面に未溶着部4が残存する隅肉溶接継手を備え、好ましくは、前記隅肉溶接継手の継手断面における未溶着部の幅と、ウェブの板厚と左右の隅肉溶接部の脚長3の和に対する比率X(%)と、前記フランジの供用温度における脆性亀裂伝播停止靭性Kca(N/mm3/2)が、X(%)≧{5900−Kca(N/mm3/2)}/85を満足する。更に好ましくは、前記隅肉溶接継手における未溶着部を、隅肉溶接継手断面において、ウェブの板厚と左右の隅肉溶接部の脚長の和の15〜90%の幅とする。ウェブに突合せ溶接継手部を有する場合は、突合せ溶接継手部の板厚と左右の隅肉溶接部の脚長の和に対する比率X(%)と、フランジの供用温度における脆性亀裂伝播停止靭性Kca(N/mm3/2)が上式を満たす。
(もっと読む)
タンクの周溶接用レールの隙間調整装置
【課題】タンクの側板の内外周に所定長さのレールを取り付ける際に生じる固定レール間の隙間を調整できるタンクの周溶接用レールの隙間調整装置を提供する。
【解決手段】円周方向に配列した側板10に沿って、一定長の固定レール13sを順次円周方向に接続して周溶接用レール13を形成し、その周溶接用レール13で自動溶接機を走行させて側板10の下縁とその側板10下方の既設側板10の上縁の開先部を周溶接する際に、円周方向に順次固定レール13sを順次接続したときの固定レール接続長とそのレール位置の円周長の違いで形成される隙間を調整できるタンクの周溶接用レールの隙間調整装置であって、固定レール13s間の隙間の側板10に、レール受台26を着脱自在に設け、そのレール受台26に調整用レール13tを、左右の固定レール13sに接続すべく周方向に移動可能に取り付けたものである。
(もっと読む)
分離板型遠心分離機用分離板の製造方法
【課題】分離板型遠心分離機用分離板の製造方法の提供。
【解決手段】分離板2の円錐面の所定位置に、帯状の分離空間仕切突条部片を一体的に配設する工程においては、前記分離板の円錐面の外周に着脱自在に密嵌合する位置決用円錐面型50を用い、前記位置決用円錐面型50には、予め、前記円錐面21に密着嵌合させた際に前記分離板の所定位置に相応する相応所定位置部位に、前記分離空間仕切突条部片が前記円錐面に一体化される状態で嵌り込む当該分離空間仕切突条部片と同一形状の位置決め孔51を設けておき、前記位置決用円錐面型50を前記分離板2の円錐面に密着嵌合させた状態で、前記位置決め孔51に別体に形成された分離空間仕切突条部片を挿入し、前記円錐面に当該分離空間仕切突条部片を溶接により一体的に配設することを特徴とする。
(もっと読む)
肉盛溶接材料及び肉盛溶接金属が溶接された機械部品
【課題】酸による腐食環境下で使用される肉盛金属用の溶接材料として、肉盛金属の耐食性及び耐摩耗性が優れ、割れの発生が防止された肉盛溶接材料及び肉盛溶接金属が溶接された機械部品を提供する。
【解決手段】肉盛溶接材料は、C:0.2乃至1.5質量%、Si:0.5乃至2.0質量%、Mn:0.5乃至2.0質量%、Cr:20乃至40質量%、Mo:2.0乃至6.0質量%、Ni:0.5乃至6.0質量%、V:1.0乃至5.0質量%、W:0.5乃至5.0質量%を含有し、残部がFe及び不可避的不純物からなる。肉盛溶接材料は、鋼材を母材とし、鍛造及び圧延又は熱間加工される機械部品の肉盛溶接に使用される場合には、P及びSの含有量を、P:0.03質量%以下、S:0.02質量%以下に規制した組成を有することが好ましく、肉盛溶接金属の健全性を損なわない範囲で、不純物成分を含有できる。
(もっと読む)
燃料給油管
【課題】防錆力が高く、製作精度の高い燃料給油管を提供する。
【解決手段】メッキ鋼板からなる筒状給油管本体2は、給油口2aを一端に有し、他端が燃料タンク10に接続されている。ステンレス鋼材からなる短筒状リテーナ3は、給油口2aに組み付けられ、両端が開口する第1筒部材5及び第2筒部材6からなる。第1筒部材5は、給油キャップCの雄螺子部C1と螺合する雌螺子部5aが一端開口側内周面に形成されている。第2筒部材6は、第1筒部材5の内部にその他端開口側から挿入されて雌螺子部5a手前で点溶接Swされる。第2筒部材6の反挿入側開口端は、給油ガンGのノズルG1が差し込まれる差込孔6aを構成している。差込孔6a側の外周面と第1筒部材5の他端開口側の内周面との間の隙間Sに給油管本体2の給油口2a側の端部が挿入されるようにリテーナ3を給油管本体2に嵌合させ、嵌合部分をろう付けTwで連続溶接する。
(もっと読む)
配管溶接部の予防保全方法
【課題】カメラの損傷を回避することができる配管溶接部の予防保全方法を提供する。
【解決手段】連結された第1走行体29及び第2走行体28を有する配管内アクセス装置27は、第1走行体29の駆動輪41及び第2走行体28の駆動輪35の回転によって、配管25内を移動する。噴射ノズル30及びCCDカメラ31が第1走行体29に設けられたシリンダ装置34に取り付けられる。第1走行体29が配管25の溶接部26に到達したとき、配管内アクセス装置27の移動が停止され、噴射ノズル30がシリンダ装置34の外側に向って移動し、CCDカメラ31がシリンダ装置34内に収納される。溶接部26の外面が高周波誘導加熱装置55によって加熱され、噴射ノズル30から噴射された冷却水によって溶接部26の内面が冷却される。これによって、溶接部26付近の内面に圧縮残留応力が付与される。
(もっと読む)
排気集合管の溶接構造
【課題】溶接部の応力集中を緩和し、疲労強度を低コストで向上させることのできる排気集合管の溶接構造を提供する。
【解決手段】エンジンの複数の排気口に対して取り付けられる取付フランジ2に溶接される排気集合管4の溶接構造において、最も外側の枝管4aの取付フランジ2に対する溶接部6は、プレ溶接部6aと増し溶接部6bとから形成されている。増し溶接部6bは、しごき成形により形成された溝部2eを埋めるとともに、プレ溶接部6aの下方の止端部6cを覆うように形成される。この増し溶接部6bは、垂直方向境界線8aよりも外側であり、且つ水平方向境界線10より下側の領域にのみ形成されている。排気集合管4の集合部は水平方向境界線10よりも下側に配置されている。
(もっと読む)
改善された溶接性を有する潜水艦船体用鋼
【課題】溶接を使用して組み立てられる、圧延鋼または鍛造鋼部材によって構成される潜水艦船体の製造用の鋼、その使用、および潜水艦船体を提供する。
【解決手段】鋼の化学成分が重量%で、0.03%≦C<0.08%、0.04%≦Si≦0.48%、0.1%≦Mn≦1.4%、2%≦Ni≦4%、Cr≦0.3%、0.3%≦Mo+W/2+3(V+Nb/2+Ta/4)≦0.89%、Mo≧0.15%、V+Nb/2+Ta/4≦0.004%、Nb≦0.004%、Cu≦0.45%、Al≦0.1%、Ti≦0.04%、N≦0.03%を含み、残りは、鉄および製造作業から結果として生じる不純物、含有量が0.0005%未満の不純物であるホウ素、およびP+S≦0.015%を含み、この化学的成分は、410≦540×C0.25+245[Mo+W/2+3(V+Nb/2+Ta/4)]0.30≦460の条件を満たす。
(もっと読む)
131 - 140 / 714
[ Back to top ]