
国際特許分類[B26D3/00]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 切断;切断機,例.切断,穴あけ,押抜,型抜によるもの,に共通の細部 (4,343) | 切断加工の種類によって特徴づけられた切断作業;そのための装置 (976)
国際特許分類[B26D3/00]の下位に属する分類
斜め切り加工 (6)
被加工材表面より材料を除去するものを含む溝切り加工 (22)
被加工材表面より材料を除去しない浅い切断加工,例.切目加工,切り込み加工 (131)
単一直線型以外の切断加工 (69)
被加工材端部への切込み加工,すなわち材料を除去しないである角度,例.90°,で被加工材端部に切断加工するもの (1)
切断による被加工材端部への切欠加工 (5)
棒,管の横方向切断 (79)
立方体またはそれと類似のものを得るためのもの (28)
スライス以外の切片を得るためのもの,例.パイ切断 (170)
被加工材を層状に分割するもの;切断により層状物を相互に分離するもの (196)
2分割装置,例.甘パンを2分割するためのもの (11)
国際特許分類[B26D3/00]に分類される特許
121 - 130 / 258
木口加工機および木口部の加工方法
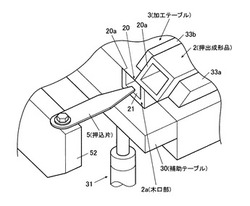
【課題】押出成形品の木口部を加工する際の加工不良の発生を確実に防ぐことが可能な木口加工機および木口部の加工方法を提供する。
【解決手段】中空状に形成された押出成形品2の木口部2a近傍を加工するものであり、押出成形品2が載置される加工テーブル3と、押出成形品2の木口部2a近傍に略V字状の溝部20を切削形成する回転刃と、加工テーブル3の近傍に設けられるとともに、この加工テーブル3側に突出して、押出成形品2に形成される溝部20よりも先端側の内壁面21を押さえ込む押込片5とを備えていることを特徴とする木口加工機。これにより、従来とは異なり、回転刃によって押出成形品を切削して溝部を形成する際に、押出成形品の先端側が折れ曲がることを防ぐことができる。
(もっと読む)
長尺フィルムの型抜き加工方法および装置

【課題】薄膜太陽電池など、幅広の長尺フィルムから製品部分を型抜き加工する場合における搬送時の皺の発生を抑制し、寸法精度の高い型抜き加工を行うことが可能な長尺フィルムの型抜き加工方法および装置を提供する。
【解決手段】ダンサロール33の下流側に設けたグリップフィーダにより間歇的に搬送し、型抜き加工部6に位置決めして製品部分11の型抜き加工を行う場合に、グリップフィーダによる長尺フィルムのグリップ搬送中は、ダンサロール33でごく小さい張力付加のみ行うか、または張力付加を行わないようにし、長尺フィルムが型抜き加工部6に位置決めされた後、型抜き加工部の下流側で長尺フィルムの両側部をグリップフィーダで把持した状態で、型抜き加工部の上流側にてグリップ搬送中より相対的に大きい張力を付加34し、その後、製品部分の型抜き加工を行うようにした。
(もっと読む)
帯状タイヤ部材の切断装置及び切断方法
【課題】スチールコードが埋設された帯状タイヤ部材をスチールコードに沿って切断するときに、帯状タイヤ部材の表面に垂直に切断する。
【解決手段】帯状タイヤ部材切断装置1を左方へ移動させる。カムフォロワ141,142がドラム7の外周面上を走行し、上ローラ111と下ローラ121,122がラジアルカーカスプライ6を挟み、切断刃13がラジアルカーカスプライ6を切断しながら左方へ移動する。ラジアルカーカスプライ6は、右側縁から左側縁まで切断されていく。上ローラ111及び下ローラ121,122により挟まれたラジアルカーカスプライ6の厚さ方向と、切断刃13の延びる方向とが垂直になるように維持された状態で切断するため、ラジアルカーカスプライ6をその表面に垂直に切断することができる。
(もっと読む)
発泡成形部材の切断方法および切断装置
【課題】製品の外観の悪化を抑制できる発泡成形部材の切断方法および切断装置を提供する。
【解決手段】本発明は、発泡層を表皮層3で覆った発泡成形部材1を切断刃12により切断する発泡成形部材の切断方法および切断装置10であり、前記切断刃12を表皮層3側から押し付けつつ前記表皮層3を軟化点以上に加熱して発泡成形部材1を切断した後、前記切断刃12の温度を前記表皮層3の軟化点未満に低下させつつ、前記表皮層3の溶融または軟化した溶融部20に気体を吹き付けて冷却する。
(もっと読む)
シート切断装置
【課題】接着シートに切り込みを形成しても、接着シートの平滑性を良好に保つことができるようにすること。
【解決手段】シート切断装置11は、剥離シートRLに接着シートSが仮着された帯状の原反Rの接着シートSに切り込みを形成可能に設けられている。シート切断装置11は、切り込みに沿って延出する形状を備えて刃先部18Aが同一平面内に位置する切断刃18と、この切断刃18に対向する原反Rを切断刃18A側に押さえ付け可能な押圧ローラ21と、当該押圧ローラ21を切断刃18の延出方向に沿って移動させる回動手段22とを備えている。
(もっと読む)
プラスチックボトル等の切断装置
【課題】小型化が可能でコストを低く抑えることができて、しかもペットボトル等のプラスチックボトル、空き缶等の被切断物をチップ状に切断することができるプラスチックボトル等の切断装置を提供する。
【解決手段】ペットボトルPはシャフト29とシャフト31の対抗領域へ引き込まれながら押し潰されて圧縮された状態となり、しかも互いに隣り合うカッター42aとカッター42bの縦刃40によって縦方向に切断される。即ち、重なった状態で互いに異なる方向へ回転するカッター42a、42bの縦刃40によって押し切られる、これと同時にペットボトルPはカッター42aの横刃37とシャフト31並びにカッター42bの横刃37とシャフト29によって横方向に切断されてチップ状態にされる。
(もっと読む)
食品切断装置
【課題】切断刃に付着した付着物を確実に除去でき、切断刃やワイパー本体を傷めることなくメンテナンス性のよい食品切断装置を提供する。
【解決手段】回転する切断刃30に付着した付着物を拭い取る清掃ワイパー40においてワイパー本体を切断刃30が通るようにスリットが形成された固定プレートに各切断刃30ごとに独立した形態で個別に着脱可能に設けるととともに、ワイパー本体が各切断刃30に巻き込まれて動かないようにズレ防止手段を設置する。
(もっと読む)
シート材切断装置及び画像形成装置
【課題】光沢、質感の高い画像を有するシート材の端縁の揃ったシートを容易、確実に形成することの可能なシート材切断装置及びこれを備えた画像形成装置を提供する。
【解決手段】貼合シート材200の上面200a及び下面200bに対して対向する上刃部38と下刃部39をこれらの刃部先端38a及び39aが対向するように配設し、切断時に上刃部38と下刃部39を上下動させてこれらの刃部先端38a及び39aが貼合シート材200の両側から等しく力を加えて剪断することで、従来の一枚の刃で画像シート(貼合シート材)200の3層を切断する場合と比べて各層の変位が小さく、中間層のトナーに生じる応力を小さくすることができ、画像のひび割れやシートの剥離が抑制されて端縁の綺麗な写真調画像を得ることができる。
(もっと読む)
筒部内周部切削加工用被加工物保持装置
【課題】被加工物が有する筒部の内周部に対する超音波切削加工時に、被加工物の筒部を確実に保持して、筒部の内倒れを防止し得る筒部内周部切削加工用保持装置を提供する。
【解決手段】装置本体14に、挟持部60を開口周縁部に有する保持孔51を設けて、吸気パイプ17の外フランジ部54が挟持部60に配置された状態で、かかる吸気パイプ17の端部部位を保持孔51内に挿入配置して、保持する一方、挟持部60と挟持治具16との間で、外フランジ部54を挟持して、超音波ホーン18の切削刃24を吸気パイプ17に押し込むことにより惹起される吸気パイプ17の端部部位の軸方向の動きを規制し得るように構成した。
(もっと読む)
光学用ポリビニルアルコール系フィルムのスリット方法
【課題】延伸工程での破断頻度の少ない、製造安定性に優れた偏光膜等の光学用ポリビニルアルコール系フィルムのスリット方法を提供すること。
【解決手段】材質がハイス鋼、合金鋼、ステンレス鋼、超硬合金鋼から選ばれ、刃先角度が60〜90°、逃げ角が1°00′〜5°00′、刃先端厚みが0.05〜1.2mmである上刃と、材質が合金鋼、ハイス鋼、ステンレス鋼、超硬合金鋼から選ばれ、逃げ角が0°00′〜8°00′である下刃よりなるシェア刃を用いて、所定の幅になるように、フィルム流れ方向に向かってフィルムの両端をスリットする光学用ポリビニルアルコール系フィルムのスリット方法。
(もっと読む)
121 - 130 / 258
[ Back to top ]