
国際特許分類[B29C45/17]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/17]の下位に属する分類
射出成形機への材料の供給 (157)
射出ノズル (188)
金型 (3,741)
スプルーまたはインゲートのための切断装置 (141)
成形品の取り出しまたは突き出し (799)
成形材料を可塑化,均質化または金型内に圧入するための手段 (1,200)
型開き,型閉めまたはクランプ装置 (585)
型開き,型閉めまたはクランプ装置と組み合わせた,成形材料を可塑化もしくは均質化または型内に圧入するための手段 (217)
加熱または冷却 (620)
計量,制御または調整 (1,738)
潤滑手段 (31)
安全装置 (121)
国際特許分類[B29C45/17]に分類される特許
91 - 100 / 613
成形機の金型交換方法
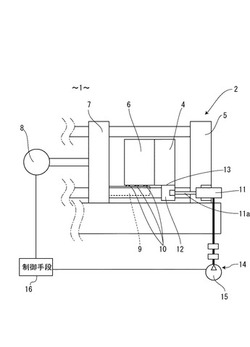
【課題】金型を誤って落下させることなく安全に金型の交換を行えるようにする。
【解決手段】型開閉用サーボモータ8の駆動による可動金型6の載置された可動ダイプレート受台9の後退動作と、油圧ユニット14の駆動による固定金型突出しシリンダー11に設けた固定ダイプレート受台12の前進動作とを同調させ、固定ダイプレート5と可動ダイプレート7との間であってこれらとは非接触となる吊り上げ位置へ相互に当接された状態の可動金型6及び固定金型4を移動させるとき、型開閉用サーボモータ8により動作される可動ダイプレート受台9に載置された可動金型6の後退動作に、油圧ユニット14により動作される固定金型突出しシリンダー11の固定ダイプレート受台12に載置されている固定金型4の前進動作を追従させながら動作させる。
(もっと読む)
射出成形装置、射出成形方法および筐体

【課題】微妙なストッパの位置調整なくフィルムの切断と射出成形を1つの工程で行え、部材の端面形状が切断刃の形状に限定されない射出成形装置、射出成形方法および筐体を提供する。
【解決手段】凹形状部分を有する金型であるキャビティ上に配置されたフィルムと、キャビティの凹形状部分に挿入される凸形状部分を有する金型であるコアとの間に樹脂を射出して部材を成形し、キャビティは、凹形状部分の外縁に、凹形状部分の外側平面に対して突出するよう配置されたフィルムを切断するための切断刃を有し、コアは、凸形状部分の外縁に、部材の端面を形成するエッジを有し、コアがキャビティに挿入されたときに、切断刃とエッジとに挟まれたフィルムが切断されるよう、射出成形機を構成する。
(もっと読む)
高圧ガスの定量供給装置および定量供給方法
【課題】射出成形機などに短時間の間に金型に樹脂を注入する際などに、この金型に炭酸ガスを精度よく注入でき、しかも成形機側の圧力変動に伴う炭酸ガスの注入量の変動を抑えて、発泡成形機への炭酸ガスを安定に定量供給する。
【解決手段】第1バッファータンク1と、第2バッファータンク2と、第2バッファータンクの下流側に設けられた流量調整弁5と、第1バッファータンクと第2バッファータンクの第1バルブ6と、第2バッファータンクと流量調整弁の間の第3バルブ7と、第2バッファータンクと第3バルブの間のガス供給経路から分岐した分岐経路の第2バルブ9と、制御部を備え、この制御部は、発泡成形機3にガスを供給する状態では、第1バルブと第2バルブを閉、第3バルブを開とするとともに、流量調整弁の下流側の圧力と第2バッファータンク内の圧力との差圧が低下することに基づいて流量調整弁の開度を制御する。
(もっと読む)
統合された部品取扱装置を有する射出成形機械
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
射出成形用金型装置
【課題】インモールド転写を実施する射出成形用金型装置において、巻取ローラの交換頻度を少なくすると共に、その交換作業を実施し易くすること。
【解決手段】固定型2と、固定型2に対して型締め及び離間可能に水平方向に移動する可動型5と、転写箔を備えた転写シートSが巻回され、可動型5の上方部位に配置された供給ローラ7と、供給ローラ7から転写シートSを固定型2と可動型5との間に送給するよう、可動型5の下方部位に配置された駆動ローラ8と、駆動ローラ8の下流側に、転写後の転写シートSの送り方向を変更する巻取方向変更機構10を備え、平面視において、可動型5及び固定型2の外方に備えた巻取ローラ11に転写後の転写シートSを巻取可能に構成する。
(もっと読む)
型内コーティング成形装置及び型内コーティング成形方法
【課題】樹脂成形体に成膜処理が施されて形成される製品の生産性を向上させる。
【解決手段】固定盤10と可動盤20との間に配置され固定盤10及び可動盤20に対して型開閉方向に移動可能でかつ型開閉方向と直交する回転軸38を中心として回転可能に設けられ、第1の回転位置および第1の回転位置から180°回転した第2の回転位置において固定型12および可動型22とそれぞれ対向する2個の回転型34、36が設けられた回転型機構30と、固定型12に接続可能な状態で固定盤10側に装着され、固定型12と回転型機構30の一方の回転型とが型締めされて形成される第1キャビティに樹脂を射出充填する射出ユニット40と、可動盤20の可動型22に設けられ、回転型機構30の他方の回転型との間で第2キャビティを形成すると共に第2キャビティ内の樹脂成形体に成膜処理を施す成膜装置50とを備える。
(もっと読む)
押出機のスクリュ軸固定用分割式カラーおよび押出機
【課題】スクリュ軸からの脱落や回転軸線方向のずれを防止できる押出機のスクリュ軸固定用分割式カラーおよびこの分割式カラーを有する押出機を提供すること。
【解決手段】 押出機のスクリュ軸22を固定するために前記スクリュ軸22の半周分となる一対のカラー部材10A,10Bを有する分割式カラー10であって、前記カラー部材10A,10Bの端縁には他の前記カラー部材10A,10Bと凹凸係合して前記スクリュ軸22の軸線方向に移動規制される係合部が形成され、かつ前記カラー部材10A,10Bは少なくとも内周面側の中心角Aが180度より大きい分割式カラー。
(もっと読む)
フィルムカット装置
【課題】フィルム一体化成形品を製造において、ロール状フィルムのロスを少なくするとともに、あらゆる幅のロール状フィルムに対応する。
【解決手段】ロール状フィルム60からシート状フィルム14を作製するフィルムカット装置であって、ロール状フィルムの先端部を吸引して吸着保持した状態で移動することにより該先端部を引き出すフィルムチャックユニット64と、引き出されたフィルムの部分を幅方向に切断してシート状フィルムを作製するカッタユニット66と、シート状フィルムを吸引して吸着する吸着面70aを備える吸着テーブル70とを有する。フィルムチャックユニットは、ロール状フィルムの先端部を吸着保持して設定量移動し、切断時には吸着保持状態を維持し、切断によって作製されたシート状フィルムを吸着保持した状態で吸着テーブルに移動し、シート状フィルムがシート吸着テーブルに移動した後、吸引を停止する。
(もっと読む)
樹脂成形品の製造方法
【課題】ハイサイクルに樹脂成形品を冷却できる有効な射出成形製造方法を提供する。
【解決手段】冷却溶媒がパーフルオロカーボン、ハイドロフルオロカーボン、ハイドロフルオロエーテル、およびパーフルオロケトンの少なくとも1つを含み、下記特性(a)〜(d)を持つ常温において液体である冷却溶媒を使用する。(a)沸点が100℃未満であり、凝固点が−50℃以下、(b)25℃における蒸気圧が5〜28KPa、(C)25℃における密度が1050kg/m3以上、(d)25℃における表面張力が20mN/m以下を用いてハイサイクルを実現できる事を特徴とする射出成形品の製造方法。
(もっと読む)
複数の金型を使用する樹脂成形方法
【課題】射出成形機を金型搬送ライン内に設置して複数の金型を各ステーションに順次移送して樹脂成形品を成形する樹脂成形方法において、各金型において成形品の品質が安定した射出成形を可能にし、パージ作業直後の捨て射ちの無い成形を可能にする樹脂成形方法を提供する。
【解決手段】射出成形機のパージを実行後に最初の金型を前記射出成形機に取付けて第1の射出成形を実行し、別な金型を前記射出成形機に取付けて射出成形を実行した後に取外す同様な工程を複数回繰り返す樹脂成形方法において、射出成形条件がマップとして、前記射出成形機を制御する制御装置に記憶されており、前記マップは、第1の射出成形条件を予め設定された射出成形条件とし、第1を含まない第Nの射出成形条件を、第(N−1)の経過時間に基づいた射出成形条件とするデータマップであることを特徴とする樹脂成形方法。
(もっと読む)
91 - 100 / 613
[ Back to top ]