
Fターム[2B250FA21]の内容
その他の木材加工、特定木製品の製造 (7,055) | 加工・処理 (1,825) | 押圧・プレス・圧搾 (272)
Fターム[2B250FA21]に分類される特許
61 - 80 / 272
木質板状建材の製造方法
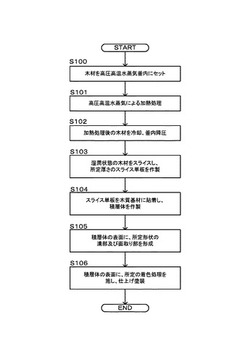
【課題】表面に溝部及び面取り部のうちの少なくともいずれか一方が形成された木質板状建材における表面の違和感を低減し得るとともに、意匠性を向上し得る木質板状建材の製造方法を提供する。
【解決手段】高圧高温水蒸気による加熱処理を施した木材1を、湿潤状態のままでスライスしてスライス単板13を作製し、このスライス単板を、木質基材12に貼着して積層体11を作製した後、該積層体の表面11aに、溝部14及び面取り部15のうちの少なくともいずれか一方を形成し、次いで、該積層体の表面の色調を阻害しない程度の塗料で該表面に着色処理を施すようにした。
(もっと読む)
木製単板容器の製造方法とこれにより製造した木製単板容器ならびに木製単板容器製造ホットプレス装置

【課題】木材単板を金型によりパンク現象を防止しつつ熱圧して形状自由度の大きい木製単板容器を効率よく生産し得る成形技術の実現を目的としている。
【解決手段】金型に挟持される木製単板を熱圧して所定形状の容器に成形する木製単板容器の製造方法であって、前記木製単板は熱圧前又は熱圧時に可塑化するとともに、熱圧に際して水分除去手段により木製単板中の水分除去をなした後、所定時間熱圧を連続して前記所定形状の固定をなすようにした木製単板容器の製造方法を提供して、上記課題を解決する。
(もっと読む)
集成材加工機及び集成材加工方法
【課題】 複数の木材を集成加工する集成材加工に関し、構造が簡素でかつ取り扱いが容易であり、品質及び経済性にも優れた集成材加工機及び集成材加工方法を提供することを課題とする。
【解決手段】 左右の保持板14,14がそれぞれ45度の傾斜角度をなして谷状に配置され、これら両保持板14,14の上部に、複数の長尺状の木材60を組み合せて各木材同士が接触する面に接着剤を塗布した断面正方形状の集成材61が載置される保持体4と、上記保持体4を支持する支持脚8と、左右の加圧板15,15がそれぞれ45度の傾斜角度をなして山状に配置され、上記保持体4に載置した集成材61の上部に被せて配置される加圧体6と、上記保持体4の両側部と上記加圧体6の両側部間を締め付け、上記保持体4に対して上記加圧体6を下方に加圧して上記集成材61を加圧状態に保持する締付ボルト10とを有する構成である。
(もっと読む)
木質板状建材の製造方法
【課題】木質板状建材の表層側に積層されるスライス単板を効率的に肉厚に加工し得るとともに、木質板状建材の意匠性を向上し得る木質板状建材の製造方法を提供する。
【解決手段】高圧高温水蒸気による加熱処理を施した木材1を、湿潤状態のままでスライスしてスライス単板13を作製し、このスライス単板を、木質基材12に貼着して積層体11を作製した後、前記積層体の表面11aに、溝部14及び面取り部15のうちの少なくともいずれか一方を、前記スライス単板の表面13aから下端14a,15aまでの深さDが、該スライス単板の厚さTの二倍以内となるように形成するようにした。
(もっと読む)
型枠分解装置
【課題】パネル板と枠材とを正確且つ効率良く分解することが可能な型枠分解装置を提供する。
【解決手段】型枠Kの横桟W1、縦桟W2、W3をそれぞれ厚み方向から挟み込む複数の挟持機構(横桟挟持機構A、第1外縦桟挟持機構B、第2外縦桟挟持機構C、中間縦桟挟持機構D)と、型枠Kのパネル板Pを枠材Wから離間する方向に押し上げる押し上げ機構Eとを備え、各挟持機構により各桟を厚み方向から挟み込んだ状態で、押し上げ機構Eによってパネル板Pを押し上げて固定具Nによる固定状態を解除することにより、枠材Wとパネル板Pとを分解する型枠分解装置Xとした。
(もっと読む)
インキ塗布方法、インキ塗布装置、インキ塗布済の造作部材または家具部材の製造方法およびインキ塗布済の造作部材または家具部材
【課題】造作部材または家具部材の上面に形成された溝または面取り部に対して高速でインキを塗布することが可能なインキ塗布方法およびインキ塗布装置を提供する。
【解決手段】インキ塗布装置10は、幅木材11を支持して搬送する複数の搬送ローラー31と、搬送ローラー31により搬送される幅木材11の面取り部21aまたは縦溝21cおよびそれらの近傍の上面21に、インキ27に対して親和性を持つ溶液28を塗布する溶液塗布ロール32と、溶液塗布ロール32により塗布された溶液28のうち、上面21に残る溶液28を掻きとる吸水ロール33とを備えている。さらに、面取り部21aまたは縦溝21cに塗布された溶液28に対してインキ27を塗布するインキ塗布手段34が設けられている。このインキ塗布手段34は、その外周面上に付着されたインキ27を面取り部21aまたは縦溝21c上の溶液28に塗布する2段印刷版胴35,45を有している。
(もっと読む)
建築用中空板材とその製造方法
【課題】軽量で吸音性が良好であり、品質が低い木材を有効に活用した建築用中空板材とその製造方法を提供する。
【解決手段】品質が高い木材で作られた薄い表板12と、表板12の裏面に貼り合わされ品質が低い木材で作られ表板12よりも厚い裏板14を備える。裏板14の表板12との接着面には、互いに平行な溝部16が等間隔で設けられている。裏板14は、表板12に接着剤18を介して接着されている。
(もっと読む)
非水系塗布材、塗装木質床材の製造方法及び塗装木質床材
【課題】 ディスペンサにより木質床材の実部に確実に塗布でき、実部の仕上がり外観を良好とし、実部同士の嵌合性を良好とすることができる非水系塗布材等を提供することを目的とする。
【解決手段】 非水系塗布材TZ1は、木質床材110に形成された実部113,123にディスペンサDPにより塗布するための塗布材である。そして、このディスペンサ用非水系塗布材TZ1は、非水系であり、粘度が10〜200mPa・sであり、かつ、表面張力が20〜38dyn/cmである。また、このディスペンサ用非水系塗布材TZ1は、イソシアネートを含んでいる。
(もっと読む)
セパレーテッドスカーフによる板材の接合方法
【課題】単板の厚さやスカーフ面の重なり具合に誤差があっても、良好な接合を行い得るようにする。
【解決手段】図示しない接着剤を介して、多数条の溝y1を有するセパレーテッドスカーフ状のスカーフ面a2(a1)が噛み合うように、単板A1、A2を重ね合わせると共に、単板の表裏面に対する前記スカーフ面a2(a1)の投影長さLと略同等の長さL1、L2及び単板の幅Wを上回る幅W2(W1)を有する加圧面2a(1a)と、前記接着剤の性状に適応する加熱機能又は冷却機能とを具備する一対の加圧部材1、2を用いて、単板の表裏面から、重ね合わせたスカーフ面a2(a1)を熱圧又は冷圧することにより、前記接着剤を硬化させる場合に、前記加圧部材1、2の加熱面2a(1a)に於ける各単板の端部側に対向する部位の形状を、単板の表裏面に対するスカーフ面a2(a1)の投影形状に準ずる形状とする。
(もっと読む)
木質表面化粧材の製造方法
【課題】従来の高圧水蒸気処理の着色方法よりもさらに木目のコントラストを必要とした場合に、木質感が高い木質表面化粧材が得られる木質表面化粧材の製造方法を提供することを目的としている。また、木質感を強調する際に、木質表面化粧材の耐光性も確保することを目的としている。
【解決手段】木材2に高圧水蒸気による加熱を与えて、木材2の内部に耐光性の高い重合性着色物を生成させる熱着色処理を行い、その後、木材2をスライスしてスライス単板2sを作製し、スライス単板2sの表面に、白色顔料を主成分とした着色剤を希釈剤で希釈した塗料Pを塗布する。
(もっと読む)
床板用複合基材の製造方法とそれを用いた表面化粧床材の製造方法
【課題】市販品であり容易に入手できる比較的厚手の木質繊維板1をそのまま使用して、任意の厚みの半裁木質繊維板1aを台板2の一方の面に積層した、表面化粧床材用の複合基材5を得る。
【解決手段】市販品の木質繊維板1の両面に台板2,2を貼り合わせる。貼り合わせた後に、台板2,2の間に貼り合わせられた木質繊維板2を厚さ方向で2分割する。この製造方法によれば、あらかじめ半裁した薄手の木質繊維板を用いる従来法と比較して、製造は容易でありかつ製造コストも低減することができる。さらに、半裁に伴う木質繊維板の損傷も軽減されることから、製品歩留まりも向上する。
(もっと読む)
合板のスカーフ接合方法
【課題】湿気硬化型ウレタン樹脂系ホットメルト接着剤を採用することにより、合板のスカーフ接合に要するサイクルタイムを大幅に短縮し、生産性の向上を図る。
【解決手段】合板(1)をその厚み(T)が7.5〜35mm、幅(W)が900〜1250mm並びに長さ(L)が1600〜5000mmの合板(1)とし、そのスカーフ比が1:5〜1:10にシェービング加工されたスカーフ斜面(3f)(3r)へ、湿気硬化型ウレタン樹脂系ホットメルト接着剤(5)を100〜170g/m2 だけ塗布して、油圧コールドプレス(6a)(6b)により圧締圧力が0.8〜1.0MPaのもとで10〜20秒間冷圧硬化させる。
(もっと読む)
圧縮用木材および木材の成形方法
【課題】複雑な3次元形状を有する木材を圧縮成形する際にも割れ等の不具合の発生を防止し、歩留まりを向上させることができる圧縮用木材および木材の成形方法を提供する。
【解決手段】略均一な肉厚を有する椀状をなし、内側面および外側面に凹部および凸部を有し、前記凹部の形状が前記凸部の形状よりも前記3次元形状に近い形状をなす圧縮用木材を形成し、この形成した木材に圧縮力を加えることによって所定の3次元形状に成形する。
(もっと読む)
木質様成形品、表面処理装置および表面処理方法
【課題】表面に施すべき木目模様の外観品質をさらに向上させることが可能な木質様成形品と、外観品質の高い木目模様を施すことが可能な表面処理装置および表面処理方法を提供する。
【解決手段】セルロース材を粉砕して得られた粉砕粉と樹脂とを混合し溶融させて押出成形してなる成形品1aまたは不純物を含む木質廃材から得られた木質廃材粉砕粉と、不純物を含む樹脂廃材から得られた樹脂廃材粉砕粉とを混合し溶融させて押出成形してなる成形品2aの表面に、不均一な幅および密度で、かつ成形品1a(2a)の加工面の側端縁1c(2c)に平行しないように形成される複数の溝部1b,1b…(2b,2b…)で構成された木目模様が施された木質様成形品1(2)。また、この木質様成形品1(2)を構成する成形品1a(2a)の表面に木目模様を施すための表面処理装置10および表面処理方法。
(もっと読む)
板材の接合方法
【課題】板材の厚さ誤差、板材の搬送誤差等に起因する、板材の接合不良を、防止乃至は大幅に軽減させる。
【解決手段】接合すべき板材A5、A6の端面を、夫々スカーフ状に形成すると共に、板材A6のスカーフ面a6へ、接着剤Cを塗布し、次いで、双方の板材A5、A6のスカーフ面a5、a6を重ね合わせると共に、前記接着剤Cの性状に適応する加熱機能又は冷却機能を具備した一対の加圧部材1、2を用いて、板材5、6の表裏面から、重ね合わせたスカーフ面a5、a6を熱圧又は冷圧することにより、前記接着剤Cを硬化させて、板材A5、A6を接合するに際し、前記一対の加圧部材1、2の加圧面1a、2aの長さL1、L2を、正常な厚さTを有する板材A5の表裏面に対する前記スカーフ面1aの投影長さLよりも、適宜寸法αだけ短く設定し、主として各板材A5、A6のスカーフ面a5、a6の中央を中心とする大部分を、限定的に熱圧又は冷圧する。
(もっと読む)
ロール巻き化粧シートの枚葉自動貼方法と化粧シートの枚葉自動貼装置
【課題】 化粧シートを台板に貼り付けする方法において、ロール状の化粧シートを連続で貼り付けする方法では、ロール交換時に巻始めと巻き終わりの化粧シートが無駄になる。また化粧シートを一旦枚葉にカットしてから貼り合わせる方法では、工程や設備面積が増え、化粧シートによっては巻き癖の影響で生産性が低下する問題があった。
【解決手段】 化粧シートはロール状で供給可能とし、化粧シートの先端と台板先端を位置決めして挟み込んだ後、台板先端から後端に向けて化粧シートの貼り合せと接着を行い、台板後端で化粧シートを切り離すと同時に次の化粧シート先端を位置決め保持することで、台板の投入に応じた枚葉生産を可能とした。
(もっと読む)
木材難燃化用化粧シートおよび難燃化された木製化粧ボード
【課題】 可燃性の木製板を化粧しながらも難燃化するために用いられるシート(木材難燃化用化粧シート)、および当該化粧シートを用いることにより化粧とともに難燃化された難燃性の木製化粧ボードを提供する。
【解決手段】木材難燃化用化粧シートとして、少なくとも5μmの厚みを有する銅箔表面に、接着層およびシート状基材を介して、石灰含有組成物から形成される化粧層が200μm以下の厚みで積層されてなることを特徴とするシートを用いる。当該シートを貼着することで可燃性の木製板を、化粧しながら難燃化することができる。
(もっと読む)
複合化粧パネル、及び複合化粧パネルにおける化粧縁部材の貼着方法
【課題】ハニカム構造材に対し十分な接着強度を得ることができ、化粧縁部材の剥がれを防止することが可能な複合化粧パネルを提供する。
【解決手段】ペーパーハニカム2、表面材3、及び裏面材4からなるサンドイッチ構造のパネル体5と、パネル体5の木口面5aに貼着された化粧縁部材7とを備える。特に、ペーパーハニカム2の端面には、パネル体5の木口面5aから外方に突出するように形成され、且つその後、木口面5aに沿って折曲げられた複数の折曲突出片12が設けられ、化粧縁部材7は、複数の折曲突出片12を含むパネル体5の木口面5aに、接着剤を介して貼着されている。
(もっと読む)
薄い木材の水分の絞り出し及び細胞破壊の装置と応用
【課題】 厚さ薄い3mm〜5mmの合板の素材は輸入材のラワン材が主に使用されている。
ラワンを約1mm位にロータリー剥きし3層に積層している。ラワンのロータリー剥きは水分を通し難く塗布するだけで薬液剤を注入することは不可能である。
12mm以上の合板では実用化されているが、その製造工程は、厚い合板を製造後、加圧容器にいれ減圧、加圧注入し乾燥する方法である。厚さの薄い合板は乾燥の工程で狂いが生じ実用化が難しく商品化されていない。
【解決手段】)
厚い木材をローラーでプレスする技術はあるがプレス工程でひび割れが発生し商品化には問題が多くある。
ローラーを通した1mm〜1.5mmの薄い木材はひび割れが出にくい。又ひずみが出ず満遍なくプレス出来るため、細胞破壊が均一に出来る。上下のローラーの速度を少し変える事でより細胞破壊は向上した。
特に国産材の杉の芯材の部分は水分や空気を通しにくいが、水分絞り出し工程の細胞破壊により乾燥も容易に出来、又加熱による減圧も出来るため、薬液剤注入が出来る。また木材の張力も無くなるため、狂いやゆがみも出にくくなって、合板にした際の剥離防止となる。前記を鑑みローラーを通した薄い板は不燃合板、又機能性合板の素材として適している。
(もっと読む)
搬送車用板材
【課題】多量に製造したとしても、木材資源の枯渇及びそれによる環境破壊を防止することができ、しかも長期間にわたって一定の品質を維持することができる搬送車用板材を提供する。
【解決手段】主素材板2をその厚さ方向に並べ、厚さ方向の側面どうしを接着固定する。主素材板2の上下の側面には、幅が主素材板2の厚さより広い下表面素材板3及び上表面素材板4を配置する。下表面素材板3及び上表面素材板4の厚さ方向の各側面を主素材板2の幅方向の各側面にそれぞれ接着固定する。これにより、平板状をなす搬送車用板材1を構成する。板材1を構成する主素材板2、下表面素材板3及び上表面素材板4は、竹材によって形成する。
(もっと読む)
61 - 80 / 272
[ Back to top ]