
Fターム[2B250FA21]の内容
その他の木材加工、特定木製品の製造 (7,055) | 加工・処理 (1,825) | 押圧・プレス・圧搾 (272)
Fターム[2B250FA21]に分類される特許
21 - 40 / 272
装飾品の製造方法
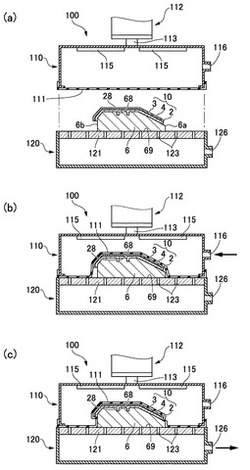
【課題】真空プレス接着法を採用した場合において、ベース体の設置に治具を用いたときでもベース体表面に装飾シートを好適に接着することのできる装飾品の製造方法を提供すること。
【解決手段】真空プレス接着装置100において、ベース体2に装飾シート3を被せたワーク10を吸引置台121上に配置する際、ベース体2の裏面(凹面)を受ける凸状受け面61を備えた治具6上にワーク10を載置する。ベース体2の裏面22には凸部28が形成されている一方、治具6の凸状受け面61には、ベース体2の凸部28が嵌る凹部68が形成されている。このため、加圧シート111がワーク10に触れる際や、加圧シート111をワーク10に押し付ける際、ワーク10に大きな力が加わっても、治具6上でベース体2が位置ずれすることがない。
(もっと読む)
木製容器の製造方法

【課題】損傷を最小限に抑えつつ箍が外れたりずれたりすることのない木製容器を容易に製造することができる木製容器の製造方法を提供する。
【解決手段】木片を用いて外周側面がテーパ状をなした筒状の容器本体2を形成し、外周側面に凹部4を周設し、外周側面における凹部4より上方に箍を載置し、外周側面に載置された箍5の上端面5aに割りスリット22を備えた筒状の押し込み治具20の下端面20aを当接させ、押し込み治具20を下方に押圧して箍5を凹部4の位置に取り付ける。
(もっと読む)
髄部補強木材の製造方法
【課題】低密度木材の髄部を補修して、木ねじ保持力等が向上した髄部補強木材を効率よく製造することができる髄部補強木材の製造方法を提供すること。
【解決手段】本発明の髄部補強木材の製造方法は、低密度木材1の髄部2を補修して髄部補強木材1Rを得る髄部補強木材の製造方法であり、表面に髄部2が表れている低密度木材1の該髄部2を押圧して圧縮し、該髄部2の圧縮により生じた凹部4にパテ5を充填し、該髄部2の圧縮回復力により該パテ5の一部51を木材の表面1aから隆起させ、その後、隆起部分51を除去する。
(もっと読む)
圧縮成型品の製造方法
【課題】石油系樹脂を使用しない、又は石油系樹脂の使用量が少なくてすみ、機械強度が高く、電子機器の筐体に好適な植物材料を用いた圧縮成型品の製造方法を提供する。
【解決手段】まず、植物を粉砕して植物粉砕物を得る。次に、第1の加圧成型工程を実施し、植物粉砕物に圧力を加えて仮成型体とする。次いで、第2の加圧成型工程を実施し、仮成型体を加熱しながら圧力を加え、植物粉砕物由来の接着成分を析出させる。これによおり、機械強度が高く、電子機器の筐体に好適な植物材料を用いた圧縮成型品が得られる。
(もっと読む)
浮造り木材ならびにその製造方法
【課題】 木材の浮造り方法は、木材に対する知識や表面加工の熟練を要するもので、また晩材部と早材部との性状の相違が明瞭ではない樹種では効果が少ない。圧縮による浮造り方法も知られるが、凸凹の明瞭性、品質の安定性が課題であり、効果的に木材表面に浮造りを施す製造方法の開発が望まれている。
【解決手段】 適正な引張りヤング係数を持つプラスチック、紙、単板等の圧力媒体を木材に重ねて圧縮することで、木材の晩材部の硬さが圧力媒体の接触面や周辺の早材部の柔らかな部位に伝えられ、このとき木材自体も収縮するにより、その表面に良好な凸凹が施され安定な浮造り加工ができる。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮木材を補強するとともに、該圧縮木材の木目や風合いが損なわれない圧縮木製品を得る。
【解決手段】本発明の圧縮木製品の製造方法は、略椀状をなす木材からなるブランク材を軟化し、圧縮力を加えることによって軟化前とは異なる略椀状の圧縮木材に圧縮する圧縮工程と(ステップS33)、圧縮されたブランク材の内壁面に、溶融した合成樹脂を通さない材料からなる保護膜を取り付ける保護膜取付工程と(ステップS33)、保護膜が内壁面に取り付けられた圧縮木材を射出成形用金型に配置し、合成樹脂を射出成形することによって保護膜10上に所定形状の樹脂補強部を形成する樹脂補強部成形工程と(ステップS37)、を含む。
(もっと読む)
圧縮木製品の製造方法
【課題】所定形状を有するブランク材の一部の強度を向上する圧縮木製品の製造方法を提供する。
【解決手段】本発明の圧縮木製品の製造方法は、厚さ方向が木材の繊維方向と略平行であって圧縮を行う際の圧縮金型の移動方向と略直交するとともに、端面が圧縮時に対向する前記圧縮金型の当接面と異なる形状をなすブランク材を形取る形取工程を有し、前記ブランク材を前記圧縮金型を用いて圧縮することにより圧縮木製品を製造する。
(もっと読む)
圧密処理木材の製造方法及び圧密処理木材並びに化粧板
【課題】節があっても、圧密処理を行うことができる圧密処理木材の製造方法及び節を有する圧密処理木材並びにそういった圧密処理木材によって化粧単板が形成された化粧板を提供する。
【解決手段】木表側に節部kを有する厚さ9mmの杉製材品の裏面(木裏側)に、節部kを平面的に取り囲むように、節部kよりも一回り大きい深さ3mmの凹部2を形成し、これを、密閉熱盤加熱装置に入れ、厚さが3mmになるように、熱盤温度200℃、加圧圧力30kgf/cm2で10分間熱圧した後、熱盤に冷却水を通して熱盤冷却を行い、熱盤温度が80℃となったところで、圧密処理木材を取り出した。
(もっと読む)
塑性加工木材の製造方法
【課題】物性的に安定していて製品間の品質にばらつきが少なく、また、製品化後の周囲環境条件の変化による歪みの発生がなく、更に、高い硬度を有し傷跡や窪みが付き難いこと。
【解決手段】木材NW1,NW2に対して加えた加熱圧縮力によって、木材NW1,NW2の厚みが加熱圧縮されて塑性加工され、前記加熱圧縮された後の前記塑性加工した前記木材の気乾比重を0.85以上とし、かつ、塑性加工木材PW1,PW2の木口面の全ての年輪線RLと、塑性加工木材PW1,PW2の裏側板目面B1または樹心側柾目面の面とがなす鋭角側の交差角度が45度以下の範囲内として製造したものである。
(もっと読む)
木製スダレの製法
【課題】くず材を用いることができる木製スダレの製法を提供する。
【解決手段】天然木材の矩形状の端尺板片の平行な二辺を、傾斜角度をもって削って片刃型勾配面を二辺の各々に形成して、単位板片材を作製する。次に、色の相違する単位板片材を上記勾配面の接着によって順次連続させて定尺帯板状中間材を作製する。その後、帯板状中間材を長手方向に沿って小幅寸法wに切断分割して、小帯状ひご8を作製する。小帯状ひご8を織ってスダレとするための織り糸12を、ひご8に於て勾配面相互の接着による色の変化境界部に、対応して配置する。
(もっと読む)
木質床材の製造方法
【課題】水分の蒸発により収縮や凹反り等の変形が生じる問題を防ぎ、とくに床暖房用に好適に用いられる寸法安定性に優れた木質床材の製造方法を提供する。
【解決手段】木質基材1の表面に表面接着剤2を塗布した後、該木質基材1の上に上側熱板5で表面突き板3を加熱、加圧下に貼着すると同時に下側熱板6で上記木質基材1の下側を熱圧する第1両面熱圧工程と、この第1両面熱圧工程終了後に上下反転して上記木質基材1の裏面を上とし、この裏面に裏面接着剤21を塗布して裏面突き板4を粘着した後、再度上下反転して下側熱板6で裏面突き板4を加熱、加圧下に貼着すると同時に上側熱板5で上記木質基材1の上側を熱圧する第2両面熱圧工程とを含む木質床材の製造方法。
(もっと読む)
籾殻成形体の製造方法及び籾殻成形体
【課題】少量の接着剤で充分な強度を有する籾殻成形体及びその製造方法を提供しようとする。
【課題を解決するための手段】前記籾殻の粒子の表面にポリビニルアルコールを付着させ、吸水性粒子を主成分とする粉粒体、氷粒からなる粉粒体のいずれかと混合し、型に充填して、該造形体の内部の粒子間の隙間に水または水蒸気を送り込んで、前記籾殻の表面に付着させた前記ポリビニルアルコールを水溶液化し、この造形体を冷凍し、解凍し、乾燥する籾殻成形体の製造方法であり、この方法で得られた籾殻成形体である。
(もっと読む)
木質調加飾シート、その製造方法、木質調樹脂成形物およびその製造方法
【課題】樹脂成形物に木質調の格調高い外観を容易に付与することができる木質調加飾シートを提供する。
【解決手段】透明樹脂シート、接着剤層、および、木質層がこの順に積層されて構成され、かつ、前記接着剤層の接着剤の目付が70g/m2以上150g/m2以下である木質調加飾シート。
(もっと読む)
建材の製造方法及び建材
【課題】建材の裏面側に配される合板の毛羽立ち等を抑え、取り扱い性のよい建材の製造方法及び建材を提供する。
【解決手段】建材1の製造方法であって、合板2の表面20側に化粧材を貼付するための接着剤3を塗布する第1塗布工程と、前記接着剤の濃度よりも濃度が10〜30倍薄い希釈接着剤4を前記合板の裏面側に塗布する第2塗布工程と、前記合板の表面側に化粧材を載置し、これらの両面側から熱プレスして、前記接着剤及び前記希釈接着剤を硬化させるプレス工程とを含むこと特徴とする。
(もっと読む)
圧縮木製品の製造方法
【課題】木目が自然な感じで連続的に変化し、意匠性にも優れた木目模様を生じさせることができる圧縮木製品の製造方法を提供する。
【解決手段】周回して閉じた周縁部が第1の平面を通過し、かつ前記第1の平面によって分けられる二つの空間の一方にのみ複数の凸状の頂点を含む起伏を有し、かつ前記複数の凸状の頂点のうち任意の二つの頂点は、該二つの頂点を通過するとともに前記第1の平面と直交する第2の平面上で見たとき、前記第1の平面からの高さが高い頂点ほど中心部の近くに位置し、かつ圧縮によって減少する分の容積を加えた容積を有する形状をなすブランク材を形成するブランク材形成工程と、前記ブランク材形成工程で形成したブランク材を軟化させる軟化工程と、前記軟化工程で軟化したブランク材を、大気よりも高温高圧の水蒸気雰囲気中で圧縮することによって略椀状に変形させる圧縮工程と、を有する。
(もっと読む)
圧縮木製品の製造方法
【課題】曲面を含む三次元形状の木材を製造する際、所望位置に所望パターンを形成することが可能な圧縮木製品の製造方法を提供すること。
【解決手段】大気よりも高温高圧の水蒸気雰囲気中で木材に圧縮力を加えて形状変化を生じさせる圧縮工程を有し、曲面を含む三次元形状を有する圧縮木製品を製造する圧縮木製品の製造方法。圧縮工程S3の後に、木材の表面にパターンを形成する付着物を所望位置に配置し、木材と共に大気中で加熱しながら加圧力を加えることにより、木材を圧縮工程後の形状と略等しい形状に整形すると共に、付着物を木材に定着させる定着工程S6を有する。
(もっと読む)
積層塑性加工木材
【課題】傷跡や凹みが極めて付き難く、長時間意匠面を良好に維持することができると共に、その用途を拡大でき、しかも、製品化後に周囲環境条件の変化を受けた場合における寸法形状安定性を損なうことがないこと。
【解決手段】積層塑性加工木材LPWは、木材NWの木目の長さ方向に対して垂直方向の加熱圧縮により、厚み全体が圧縮され、塑性加工されて気乾比重を1.05以上とした表層材SWの片面側に接着剤を介して内層材IWを接合したものである。
(もっと読む)
配向木質熱圧成形材の分割加工方法
【課題】厚肉の配向木質熱圧成形材を分割、薄肉化しても反りの程度を軽減しえ、生産性向上を図れる加工方法を提供する。
【解決手段】上記配向木質熱圧成形材の分割加工方法を、配向木質熱圧成形材を、その表面から削り取ったのち、厚さ方向に分割するものとする。配向木質熱圧成形材は、長手方向に配向させた結合剤付きの細長い木質材片の積層物を熱圧成形してなるもの、さらには比重0.6〜1.0や厚さ50mm以上や長さ1800mm以上のものが好ましい。木質材片は、間伐材、端材、廃パレット材または解体廃材由来のもの、さらには重量比で70%以上が厚み1〜11mm、長さ20mm〜150mmの範囲にあるのが好ましい。
(もっと読む)
木質化粧合板の製造方法
【課題】 耐キャスター性、耐落下衝撃性に優れ、凹凸を抑制し、凹凸や節、木目の経時形状変化の少ない表層改質針葉樹材製合板およびその製造方法を提供する。
【解決手段】 木質化粧合板の製造方法であって、合板が少なくとも台板を針葉樹材とする合板であり、合板の台板表面を70〜130℃に前加熱する工程(工程1)、活性エネルギー線硬化性塗料を塗工し、活性エネルギー線を照射する工程(工程2)、装飾層を貼合する工程(工程3)をこの順に有することを特徴とする木質化粧合板の製造方法。
(もっと読む)
籾殻成形体の製造方法及び籾殻成形体
【課題】少量の接着剤で充分な強度を有する籾殻成形体の製造方法を提供しようとする。
【課題を解決するための手段】籾殻を主成分とする粒体を型容器に充填して造形体となす充填工程と、該造形体を固化する固化工程とを含む籾殻成形方法であって、前記固化工程で、前記造形体を充填した前記型容器内にポリビニルアルコール系樹脂水溶液を送り込み、前記造形体にポリビニルアルコール系樹脂水溶液を含有させてポリビニルアルコール系樹脂水溶液を含有した前記造形体を冷凍後解凍し乾燥する籾殻成形方法である。
(もっと読む)
21 - 40 / 272
[ Back to top ]