
Fターム[2B250FA37]の内容
その他の木材加工、特定木製品の製造 (7,055) | 加工・処理 (1,825) | 加熱 (102)
Fターム[2B250FA37]に分類される特許
21 - 40 / 102
圧縮木製品の製造方法
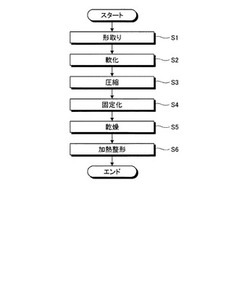
【課題】曲面を含む3次元形状をなし、寸法安定性に優れるとともに意匠性にも優れた圧縮木製品を得る。
【解決手段】略椀状をなす木材からなるブランク材を軟化させる軟化工程と、前記軟化工程で軟化した前記ブランク材に圧縮力を加えることによって前記軟化工程前とは異なる略椀状に変形する圧縮工程と、前記圧縮工程で変形した前記ブランク材の形状を固定化する固定化工程と、前記固定化工程で形状を固定化した前記ブランク材を乾燥させる乾燥工程と、前記乾燥工程で乾燥させた前記ブランク材を大気中で加熱しながら該ブランク材の形状と略相似する形状に整形する加熱整形工程と、を有し、前記乾燥工程後であって前記加熱整形工程前の前記ブランク材が、略椀状における内側面の形状が外側面の形状より前記加熱整形工程後に到達すべき最終形状に近く、かつ前記外側面の表面積が前記最終形状における外側面の表面積より大きくなるようにする。
(もっと読む)
圧縮木製品の製造方法、および圧縮木製品

【課題】開口を有する箱状のブランク材を成形する際に割れを発生することがなく、成形後に適切な強度を付与する。
【解決手段】略長方形の主面を有する平板状の主板部と、前記主板部の周縁から該主板部に対して斜め方向に湾曲して延在し、周回する開口端面を有する側板部とを備えた箱状をなし、木材の繊維方向が、前記主板部の主面と略平行であり、かつ前記主面上で該主面の外縁をなす略長方形の四辺とそれぞれ交差するブランク材を形成するブランク材形成工程と、前記ブランク材形成工程で形成したブランク材を軟化させる軟化工程と、前記軟化工程で軟化したブランク材に圧縮力を加えることによって前記軟化工程前のブランク材よりも容積が小さくかつ前記軟化工程前のブランク材と異なる箱状に変形させる圧縮工程と、前記圧縮工程によって変形したブランク材の形状を固定化する固定化工程とを有する。
(もっと読む)
木材の乾燥方法
【課題】材面割れ及び/又は内部割れを抑制しつつ、簡便且つ効率的に木材の乾燥を行うことのできる木材の乾燥方法を提供すること。
【解決手段】本発明の木材の乾燥方法は、木材を人工乾燥によって乾燥させる方法であって、木材10の木口面10aを、木口面遮蔽具11等の、該木材の木口面10aからの水分の蒸発を軽減可能な遮蔽物で覆った状態で、該木材10を人工乾燥する。好ましい木口面遮蔽具11は、木材10の木口面10aを覆うように、該木材10の木口部10bに取り付け可能である。
(もっと読む)
木粉含有成型物製造方法および木粉含有成型物
【課題】印刷フィルムの転写や、塗装を利用しなくても表面に多様なデザインを施した木粉含有製品を提供すること。
【解決手段】木粉を主成分として含む成型体の全表面の少なくとも一領域内において、一部分のみを、他の部分よりも、高い温度で加熱する加熱工程を少なくとも経ることにより、全表面の少なくとも一領域内において、一部分の色調と、他の部分の色調とが互いに異なる木粉含有成型物を製造する木粉含有成型物製造方法およびこれにより得られた木粉含有成型物。
(もっと読む)
防炎性薄型積層体、ブラインド用スラットおよびそれを備えたブラインド
【課題】 本願発明は、防炎製品として認定可能な横型・縦型木製ブラインドのスラットに使用可能な防炎性薄型積層体を提供することにある。
【解決手段】 芯材20となる不燃あるいは難燃樹脂材の両面に、防炎処理の施された吸水性を有する天然繊維又は/及び人工繊維を接着用基材30として接着剤40を使いた接着層50を介して、単板あるいは紙・布・不織布・炭素繊維から選ばれた化粧材60を貼り合わせたものに吸水防炎処理して積層加工した積層体10を加熱加圧成形し、その積層体10の外側を防炎塗装したことを特徴とする。
(もっと読む)
明色表面層
精製繊維、バインダー、顔料および耐摩耗性粒子の混合物からなる乾燥粉末層を用いることによって淡色および/または無地色の耐摩耗性表面層を製造する方法。  (もっと読む)
(もっと読む)
多孔質の木質ペレットからなる水及び油吸着材及びその製造方法
【課題】かなりの部分が産業廃棄物として処理される木屑又は木粉を利用して多孔質のペレットを製造し、性能と取扱い性に優れた水及び油吸着材提供すること。
【解決手段】木屑を造粒してなる多孔質の木質ペレットであって、嵩比重が0.1〜0.6、好ましくは0.2〜0.4、圧縮強度が1000gf以下、好ましくは10〜500gf、含水率が5〜15重量%、好ましくは8〜12重量%で、直径が1〜7mm、好ましくは2〜5mmで、長さが1〜12mm、好ましくは2〜7mmの範囲にある円柱状の多孔質の木質ペレットからなる水及び油吸着材。
(もっと読む)
成形同時加飾繊維成形品とその製造方法
【課題】 美麗な加飾が可能な成形同時加飾繊維成形品とその製造方法を提供する。
【解決手段】 微細な皺を一面に形成し見かけ上の寸法を小さくした易成形用紙1にあらかじめ図柄2を形成し、易成形用紙1を金型3に挟み込み、次いで型締めし、次いで繊維性主材料に高分子結合材および水を添加して混練した混合物を成形材料5として用い、加熱した金型3のキャビティ4内に成形材料5を充填し、次いで金型3のパーティング面の間に0.02〜0.50mmの間隙を形成し、この間隙から前記キャビティ4内で発生した水蒸気を放出除去して成形材料5を乾燥し固化させ、次いで型開きして易成形用紙1が表面に一体成形された繊維成形品6を得るように構成した。
(もっと読む)
一種の木質型材及びその製造方法
【課題】
【解決手段】本発明は木質型材及びその製造方法に関わるものであって、特に軟質木素材型材及びその製造方法に関わるものであり、木材の加工分野に属するものである。本発明は下記の技術案により実現できる。一種の木質型材の製造方法であって、下記の手順が含まれる。(1)製材手順、(2)乾燥手順、(3)研磨手順、(4)熱圧手順:二枚の140〜200℃温度の押え板にて素材板の両表面層に対して、圧縮密着を行う。(5)予炭化手順: 160〜200℃の条件で素材板に対して予め炭化を行う。(6)炭化手順:200〜225℃の条件で素材板に対して炭化を行う。(7)冷却手順。(8)含水率制御手順。本発明は特に床材及び事務用家具等の木質製品の製造に適用する。
(もっと読む)
表面強化型天然木型材及びその製造方法
【課題】本発明によって既存技術での問題が解決でき、密度が小さく、表面強度が高く、耐腐食レベルがII級以上に達し、含水率が安定した各気候に適合する天然木型材を提供する。
【解決手段】本発明は木質型材及びその製造方法に関わるのであって、特に軟質木素材型材及びその製造方法に関わるのである。本発明は下記の技術案により実現できる。一種の表面強化型天然木型材であって、圧縮密着層と、前記圧縮密着層に自然層の繊維が繋がれた自然層と、が含まれ、その全体の密度が350〜750kg/m3で、含水率が5〜12%で、耐腐食等級がII級以上で、重量損失が24%以下である、一種の表面強化型天然木型材。本発明は特に床材の製作に適用する。
(もっと読む)
木質板状建材の製造方法
【課題】耐光性を付与し得るとともに、木目模様を強調し得る木質板状建材の製造方法を提供する。
【解決手段】木質板状建材10の製造方法は、道管14aにより連なるような木目14を有する木材1を、高圧高温水蒸気によって加熱処理し、加熱処理後の処理木材13の表面13aに、前記木目を含んで塗膜層16が形成されるように着色塗装処理を施し、次いで、前記木目の塗膜層16aを残存させるように、表面に形成された前記塗膜層を含む表面層17を、表面研磨処理を施すことで除去する。
(もっと読む)
集成木材製品、構成材、及び方法
スティックを乾燥させる方法、関係する装置、結果的に得られる製品、及びその使用法であり、乾燥させる方法は、複数のスティックを平行にして単一の層とするステップと、押圧部材の列により、スティックの少なくとも一方の面上に又は面の中に、各スティックを押圧するステップであって、各押圧部材が複数の隆起部を有し、これにより、湾曲しないようにスティックを拘束する、ステップと、このように拘束されている間にスティックを乾燥させるステップと、を備える。押圧部材の各列は、フレーム又は格子の裏面にあることが好ましく、当該フレーム又は格子は、隣接する上側と下側のフレーム又は格子の間に、このようなスティックの単一の層を受け入れることができ、隆起部は、下向きにのみ方向付けされていることが好ましい。 (もっと読む)
木製単板容器の製造方法とこれにより製造した木製単板容器ならびに木製単板容器製造ホットプレス装置
【課題】木材単板を金型によりパンク現象を防止しつつ熱圧して形状自由度の大きい木製単板容器を効率よく生産し得る成形技術の実現を目的としている。
【解決手段】金型に挟持される木製単板を熱圧して所定形状の容器に成形する木製単板容器の製造方法であって、前記木製単板は熱圧前又は熱圧時に可塑化するとともに、熱圧に際して水分除去手段により木製単板中の水分除去をなした後、所定時間熱圧を連続して前記所定形状の固定をなすようにした木製単板容器の製造方法を提供して、上記課題を解決する。
(もっと読む)
木質板状建材の製造方法
【課題】表面に溝部及び面取り部のうちの少なくともいずれか一方が形成された木質板状建材における表面の違和感を低減し得るとともに、意匠性を向上し得る木質板状建材の製造方法を提供する。
【解決手段】高圧高温水蒸気による加熱処理を施した木材1を、湿潤状態のままでスライスしてスライス単板13を作製し、このスライス単板を、木質基材12に貼着して積層体11を作製した後、該積層体の表面11aに、溝部14及び面取り部15のうちの少なくともいずれか一方を形成し、次いで、該積層体の表面の色調を阻害しない程度の塗料で該表面に着色処理を施すようにした。
(もっと読む)
処理木材製造方法、及びこの処理木材を用いた木質板状建材
【課題】均質な処理木材を製造し得る処理木材製造方法、及びこの処理木材を用いた木質板状建材を提供する。
【解決手段】蒸気釜20内において被処理木材1を加熱処理して処理木材1Aを製造する方法であって、前記蒸気釜内に、高圧高温水蒸気を間欠的に供給することで該蒸気釜内を急昇圧させる状態を繰り返し生じさせて、前記被処理木材を高圧高温水蒸気で加熱処理するようにした。
(もっと読む)
木質板状建材の製造方法
【課題】木質板状建材の表層側に積層されるスライス単板を効率的に肉厚に加工し得るとともに、木質板状建材の意匠性を向上し得る木質板状建材の製造方法を提供する。
【解決手段】高圧高温水蒸気による加熱処理を施した木材1を、湿潤状態のままでスライスしてスライス単板13を作製し、このスライス単板を、木質基材12に貼着して積層体11を作製した後、前記積層体の表面11aに、溝部14及び面取り部15のうちの少なくともいずれか一方を、前記スライス単板の表面13aから下端14a,15aまでの深さDが、該スライス単板の厚さTの二倍以内となるように形成するようにした。
(もっと読む)
合成木材複合材
【課題】物理化学的性質が改善された、生分解性合成木材フィルムまたはコーティング材を提供する。
【解決手段】一方の巨大分子であるリグニンともう一方の巨大分子であるセルロースおよびヘミセルロースまたはそれらの組合せからなる群より選択される少なくとも2つのポリマー巨大分子に、有機ポリマーおよび無機ポリマー、多糖類、ペプチド、細胞、ウイルス、色素およびカーボンナノチューブからなる群より選択される成分をさらに含む複合材よりなるフィルムまたはコーティング材。
(もっと読む)
非水系塗布材、塗装木質床材の製造方法及び塗装木質床材
【課題】 ディスペンサにより木質床材の実部に確実に塗布でき、実部の仕上がり外観を良好とし、実部同士の嵌合性を良好とすることができる非水系塗布材等を提供することを目的とする。
【解決手段】 非水系塗布材TZ1は、木質床材110に形成された実部113,123にディスペンサDPにより塗布するための塗布材である。そして、このディスペンサ用非水系塗布材TZ1は、非水系であり、粘度が10〜200mPa・sであり、かつ、表面張力が20〜38dyn/cmである。また、このディスペンサ用非水系塗布材TZ1は、イソシアネートを含んでいる。
(もっと読む)
セパレーテッドスカーフによる板材の接合方法
【課題】単板の厚さやスカーフ面の重なり具合に誤差があっても、良好な接合を行い得るようにする。
【解決手段】図示しない接着剤を介して、多数条の溝y1を有するセパレーテッドスカーフ状のスカーフ面a2(a1)が噛み合うように、単板A1、A2を重ね合わせると共に、単板の表裏面に対する前記スカーフ面a2(a1)の投影長さLと略同等の長さL1、L2及び単板の幅Wを上回る幅W2(W1)を有する加圧面2a(1a)と、前記接着剤の性状に適応する加熱機能又は冷却機能とを具備する一対の加圧部材1、2を用いて、単板の表裏面から、重ね合わせたスカーフ面a2(a1)を熱圧又は冷圧することにより、前記接着剤を硬化させる場合に、前記加圧部材1、2の加熱面2a(1a)に於ける各単板の端部側に対向する部位の形状を、単板の表裏面に対するスカーフ面a2(a1)の投影形状に準ずる形状とする。
(もっと読む)
合板のスカーフ接合方法
【課題】湿気硬化型ウレタン樹脂系ホットメルト接着剤を採用することにより、合板のスカーフ接合に要するサイクルタイムを大幅に短縮し、生産性の向上を図る。
【解決手段】合板(1)をその厚み(T)が7.5〜35mm、幅(W)が900〜1250mm並びに長さ(L)が1600〜5000mmの合板(1)とし、そのスカーフ比が1:5〜1:10にシェービング加工されたスカーフ斜面(3f)(3r)へ、湿気硬化型ウレタン樹脂系ホットメルト接着剤(5)を100〜170g/m2 だけ塗布して、油圧コールドプレス(6a)(6b)により圧締圧力が0.8〜1.0MPaのもとで10〜20秒間冷圧硬化させる。
(もっと読む)
21 - 40 / 102
[ Back to top ]