
Fターム[2B260BA07]の内容
Fターム[2B260BA07]の下位に属するFターム
フスマ、籾殻 (23)
Fターム[2B260BA07]に分類される特許
21 - 40 / 199
竹繊維およびその製造方法ならびに竹繊維を用いた複合材の製造方法
【課題】実質的にヘミセルロースを含まず、セルロースに富み、繊維長の短い竹繊維を提供し、また、化学的な処理操作や高圧での処理操作を伴わず、あるいは使用した化学物質を後処理する必要のない竹繊維の製造方法を提供する。
【解決手段】竹繊維は、熱重量減少の微分曲線において、180〜320℃の温度範囲に実質的にピークを有さず、300〜400℃の温度範囲にピークを有し、繊維長1000μm以下の繊維の含有量が80質量%以上であり、竹繊維の製造方法は、竹を180〜320℃の温度の常圧過熱水蒸気で1〜3時間加熱処理した後、粉砕する。竹繊維と高分子材料を配合し溶融成形して複合材を製造する。
(もっと読む)
植物系バイオマス成形体の製造方法及び植物系バイオマス成形体の加熱流動成形用材料
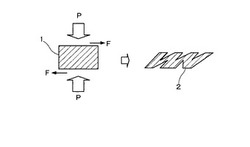
【課題】木質材料の外観の低下が抑えられ、曲げ強度が良好なバイオマス成形体を安価に製造することができる植物系バイオマス成形体の製造方法を提供する。
【解決手段】熱で軟化させた植物系バイオマス材料1を圧縮しながらせん断力Fの作用によりずり変形させて一旦加熱流動成形用材料2を得たのち、この加熱流動成形用材料2を金型に供給し加熱加圧して3次元形状を有する成形体を得る。
(もっと読む)
長繊維板とその製造方法
【課題】表面が平滑であり、化粧面材の基材に用いた場合に意匠性を損なうことのない長繊維板とその製造方法を提供する。
【解決手段】長繊維板を成型した後、成型時よりも高温かつ高圧の条件で熱圧処理して得られたものであることを特徴とする。
(もっと読む)
木材、紙材、プラスチックの代替材料となるエコ植物繊維の製造方法

【課題】本発明は、農作物非食部と植物廃棄物を利用して植物繊維を成形させてエコと省エネを達成する、木材、紙材、プラスチックの代替材料となるエコ植物繊維の製造方法を提供する。
【解決手段】農作物非食部或いは植物廃棄物に、澱粉、可塑剤、及び添加剤を加え、必要な比率で高速混合機を用いて充分に混ぜ合わせた後、二軸押出機に入れて加圧混合し、粉砕機で粉砕し、さらに押出機を通した後、金型温調機で温度を制御し、冷却システムで冷却することにより、エコ植物繊維のマスターバッチが形成される。エコ植物繊維のマスターバッチは、木材、紙材、プラスチックの各種代替用品を製造することができ、しかも、その製造過程で廃水や排気ガスが排出されず、回収して再利用することもできるため、エコと省エネの効果を達成することができる。
(もっと読む)
下地シート、化粧パネル、および化粧パネルの製造方法
【課題】本発明の課題は、木材資源保護のために木質材料を使用せず、非木質植物繊維を材料とする基板を使用して、表面平滑な優れた外観を有する化粧パネルを提供することにある。
【解決手段】 上記基板として非木質植物繊維をフェノール系樹脂で結着したものを使用し、上記基板と化粧シートとの間には上記基板の表面凹凸性を解消するために特定の不織布に擬似熱可塑性樹脂を含浸した下地シートを介在させる。
(もっと読む)
くん炭ボード製造装置
【課題】本発明は、天然素材のみを利用し接着剤を使用しない、建築材料に適したくん炭ボードを製造するくん炭ボード製造装置を提供する。
【解決手段】本発明のくん炭ボード製造装置は、水を満たした水槽4の上部に、前記水槽4と水密となるように嵩上げ水槽(昇降枠7及び型枠17)を一体に形成し、前記嵩上げ水槽(昇降枠7及び型枠17)に混練物を充填して表面を均した後、前記嵩上げ水槽(昇降枠7及び型枠17)の水位を前記水槽4の水位まで下降させて前記嵩上げ水槽(昇降枠7及び型枠17)の水を前記水槽4を通過させて排水して前記嵩上げ水槽(昇降枠7及び型枠17)内の混練物を自然脱水し、その後、前記混練物を前記水槽4の水面上で圧縮成型してくん炭ボードを形成するものである。
(もっと読む)
ボードの製造方法
【課題】 ケナフを原料とし合成樹脂接着剤を使用しないボードの製造において、生産効率が良くコストの低いボードの製造方法を提供することを目的とする。
【解決手段】 ケナフの小片をマット化し、そのマットの表面には水が添加されており、次いでそのマットをプレス機で180〜260℃の温度で加熱加圧することにより、高温高圧水蒸気処理とボード成型とを一つの工程で行うことを特徴とするボードの製造方法である。
(もっと読む)
植物繊維系断熱ボード
【課題】断熱性を確保しつつ強度を持たせた植物繊維系断熱ボードを提供すること。
【解決手段】植物繊維系断熱ボード10は、植物繊維系コア材12と、植物繊維体14とを含んで構成されている。植物繊維系コア材12は、薄肉の壁部12Aと、この薄肉の壁部12Aにより区画され植物繊維系断熱ボード10の厚さ方向に貫通する複数の孔12Bとを備えて植物繊維系断熱ボード10の全域に位置するように設けられている。植物繊維体14は、コア材12の周囲および複数の孔12Bの内部に取着され圧縮された植物繊維から構成されている。植物繊維として、パルプ繊維(再生パルプ繊維を含む)、木材繊維、麻繊維、竹繊維などの従来公知のさまざまな植物繊維が使用可能である。
(もっと読む)
木質系建材
【課題】植物性資源を主原料とし、かつ難燃性、抗菌性を付与した木質系建材を提供する。
【解決手段】リグニンを含む組成物からなる木質系建材であって、前記リグニンが有機溶媒に可溶である、木質系建材。組成物が、さらに、少なくとも1種の硬化剤と硬化促進剤を含み、前記組成物を硬化させてなる、前記の木質系建材。組成物が、さらに、植物繊維を含む、前記の木質系建材。
(もっと読む)
天然繊維補強樹脂材とその製造方法
【課題】環境影響負荷を低減できる天然繊維を使用し、軽量かつ高剛性で、しかも成形不良が抑制されて面品質に優れた天然繊維補強樹脂材とその製造方法を提供する。
【解決手段】第1の天然繊維12を含有する補強層20と第1の天然繊維22を含有する補強層30を有し、上部に形成された補強層20と下部に形成された補強層30の間に、第1の天然繊維2および第1の天然繊維に比して相対的に剛性が高い第2の天然繊維3を含有する中間層10が介在されて、中間層10と補強層20,30が、発泡性樹脂1,11,21によって一体に形成されている。
(もっと読む)
面材
【課題】フラッシュ構造のパネル体に用いられる面材において、ケナフボートを基材とし、表面の平滑性及び化粧シートとの接着性に優れた面材を提供する。
【解決手段】フラッシュ構造のパネル体1に用いられる面材10であって、ケナフ繊維をボード化した基材2の一方の表面に、ジアリルフタレート系樹脂を含浸させた樹脂含浸紙3が貼着され、該貼着された樹脂含浸紙の厚みを薄くするようにサンダー処理が施され、サンダー処理が施された樹脂含浸紙上に、化粧シート4が貼着されていることを特徴とする。
(もっと読む)
リグノセルロース製品の製造
人工木材
本発明は人工木材を製造するための組成物に関し、その組成物は30〜40重量%のPVC樹脂と、30〜40重量%の粒径0.42〜0.25mm(40〜60メッシュ)の籾殻粉末およびピーナッツ殻粉末の少なくともいずれか一方との混合物を含有する。本発明はさらに、本発明による組成物を押出加工することにより製造される人工木材に関する。本発明による人工木材は、木材に非常に近い外観および質感を有し、従来の木工具を使用して加工することができる。この人工木材は色塗りや接着剤による接合を問題なく行うことができ、また、耐候性が非常に高いため、屋外での用途、特に湿度の高い環境や湿潤環境に適している。 (もっと読む)
木質樹脂組成物及び木質ペレット
【課題】成形時の流動性に優れ、水蒸気処理木質材料の混合割合が80質量%であっても成形を行うことができる木質樹脂組成物及び木質ペレットを提供する。
【解決手段】本発明の木質樹脂組成物は、木質材料を水蒸気によって加熱処理した水蒸気処理木質材料と樹脂とが混合された木質樹脂組成物であって、前記樹脂はポリエチレンオキサイドとマレイン酸変性ポリオレフィンとを含むことを特徴とする。
(もっと読む)
成形同時加飾繊維成形品とその製造方法
【課題】 美麗な加飾が可能な成形同時加飾繊維成形品とその製造方法を提供する。
【解決手段】 微細な皺を一面に形成し見かけ上の寸法を小さくした易成形用紙1にあらかじめ図柄2を形成し、易成形用紙1を金型3に挟み込み、次いで型締めし、次いで繊維性主材料に高分子結合材および水を添加して混練した混合物を成形材料5として用い、加熱した金型3のキャビティ4内に成形材料5を充填し、次いで金型3のパーティング面の間に0.02〜0.50mmの間隙を形成し、この間隙から前記キャビティ4内で発生した水蒸気を放出除去して成形材料5を乾燥し固化させ、次いで型開きして易成形用紙1が表面に一体成形された繊維成形品6を得るように構成した。
(もっと読む)
繊維ボードの製造方法
【課題】建材用途等として使用可能な強度をもつ繊維ボードを効率よく簡便に製造できる繊維ボードの製造方法を提供する。
【解決手段】植物性繊維に合成樹脂繊維をバインダー成分として混合した混合物1を加熱圧締して繊維ボード20を製造する方法において、合成樹脂繊維として植物性繊維より融点が低い低融点合成樹脂繊維、および低融点合成樹脂繊維より融点が高く、かつ植物性繊維より融点が低い高融点合成樹脂繊維を用い、低融点合成樹脂繊維および高融点合成樹脂繊維が溶融する温度で混合物1を加熱して双方の合成樹脂繊維を溶融させ、冷却固化により植物性繊維を合成樹脂繊維に仮固定した後、高融点合成樹脂繊維の融点より低く且つ低融点合成樹脂繊維が溶融する温度で混合物1を加熱圧締する。
(もっと読む)
化粧板とその製造方法
【課題】木質材として長繊維ボードを用いて表面化粧材の樹脂含浸紙を圧着する際に、反りを低減できるとともに、長繊維の吸水膨潤による表面平滑性の低下等の品質劣化を抑制することができ、養生期間も大幅に短くすることが可能な化粧板とその製造方法を提供する。
【解決手段】本発明の化粧板1は、長繊維ボード2の片面に樹脂含浸紙3を熱圧成型により圧着した後、樹脂含浸紙3の面に散水し、養生して得られたものであることを特徴とする。
(もっと読む)
積層材の製造方法
【課題】軽量で、水により膨潤せず、植物茎の質感と意匠性に富んだ積層材を得る。
【解決手段】複数の植物茎を互いに平行に配列してシート状物を形成し、複数のシート状物をシート状物を構成する植物茎が互いに交差するように積層して第1積層体を形成する。第1積層体を熱圧成形して第1積層成形体を形成し、この第1積層成形体をその積層面に垂直にかつその構成要素である植物茎に平行に又は直交するようにスライスして複数のスライス片を得る。平面状の基材に複数のスライス片をスライス面が接着面となるように配列して第1層を形成することにより第2積層体を得る。第2積層体を冷圧成形又は熱圧成形して板状の第2積層成形体からなる積層材を形成する。この積層材に透明なフィルムを貼合せ、フィルムを有する積層材をクッション材を用いて冷圧成形して、フィルム表層に第2積層成形体の表層を構成する木質の硬さに応じた凹凸を付与する。
(もっと読む)
長繊維ボードおよび長繊維複合ボード
【課題】極めて高い寸法安定性を有し、さらに強度も十分に高い長繊維ボードとそれを用いた長繊維複合ボードを提供する。
【解決手段】リグノセルロース長繊維4と前記リグノセルロース長繊維4同士を接着するための接着剤5とを含む長繊維ボード1であって、前記リグノセルロース長繊維4の平均繊維長が200mm以上であり、前記リグノセルロース長繊維4同士が略同一方向に配向し絡み合って前記接着剤5により接着されていることにより、前記配向方向において吸湿時に負の寸法変化率を示すことを特徴とする。
(もっと読む)
長繊維ボードおよび長繊維複合ボード
【課題】極めて高い寸法安定性を有し、さらに強度も十分に高い長繊維ボードとそれを用いた長繊維複合ボードを提供する。
【解決手段】平均繊維長200mm以上のリグノセルロース長繊維4同士が略同一方向に配向し絡み合って形成され、接着剤5が添加された、長繊維ボード1の表面層6a、中心層6b、裏面層6cをそれぞれ構成する3枚の長繊維配向マット3を、3枚の長繊維配向マット3におけるリグノセルロース長繊維4の配向方向が互いに直交するように積層成形してなり、長繊維ボード1における表面層6aおよび裏面層6cの合計厚さが長繊維ボード1全体の厚さに対して10〜70%の範囲であることを特徴とする。
(もっと読む)
21 - 40 / 199
[ Back to top ]