
Fターム[2F065AA49]の内容
光学的手段による測長装置 (194,290) | 測定内容 (27,691) | 表面の不規則性 (1,552)
Fターム[2F065AA49]の下位に属するFターム
表面粗さ (152)
Fターム[2F065AA49]に分類される特許
41 - 60 / 1,400
シート材端部の観察・評価装置及び方法
【課題】 シート材を高速搬送させても短時間で観察画像を取得することができ、シート材が搬送方向と垂直な方向であって、前記観察部の視野内にある前記シート材の搬送方向と直交する方向(つまり、シート材の厚み方向や幅方向)にバタツキや揺動を生じたとしても、観察画像の品質及び評価の質が損われることを防ぐことができる、シート材端部の観察・評価装置及び方法を提供する。
【解決手段】 観察対象となるシート材の端部を搬送させながら観察し、
観察視野範囲の一部分を観察領域として登録し、当該領域を別個に複数登録でき、当該観察部の外部から複数の部分観察領域を選択するかを指示して、複数登録された中から一つの部分観察領域に切り替える部分観察領域切替機能を有し、
シート端部位置検出器から得られた信号に基づいて観察部に対して部分観察領域が切り替わるように信号出力する、シート材端部の観察評価装置及び方法。
(もっと読む)
自走式管内検査カメラ装置および管径変換ユニット

【課題】2倍強の管径差をもつ広範な管径(350mm〜800mm)を対象に、検査対象となる配管内を円滑にかつ適正な速度で走行して、管内を斑なく的確に観察できる自走式管内検査カメラ装置を提供する。
【解決手段】走行ユニットを構成する管径変換ユニット1と管径変換ユニット1に選択的に結合される管径変換アダプタ用取付アダプタ13および第1乃至第3の管径変換アダプタ(CA1)〜(CA3)とにより複数種の管径に対応した自走式管内検査カメラ装置の管径変換ユニットを構成している。
(もっと読む)
ベルト検査装置
【課題】ベルトの深さ方向の傷の検出精度を向上させるベルト検査装置を提供する。
【解決手段】所定方向に形成された内側平坦部20及び外側平坦部22と、湾曲側部29a、29bとを輪郭とする略矩形断面を呈する薄型金属ベルト18の表面に存在する傷を検査するベルト検査装置30であって、内側平坦部20側から照明光を湾曲側部29a、29bに出力する赤色光源48、50と、外側平坦部22側から、前記湾曲側部によって反射された照明光を撮影するカラーカメラ40、42と、カラーカメラ40、42が照明光を撮影した画像に基づいて薄型金属ベルト18の表面状態を判定する表面状態判定部78とを備え、表面状態判定部78は、撮影された照明光の幅を計測し、該照明光の幅に基づいて、薄型金属ベルト18に、所定方向を深さ方向とする傷があるか否かを判定する。
(もっと読む)
円筒部材の検査法および検査装置
【課題】被検査対象物であるワークに対して加工したり、他の部位を装着したりすることなく、ワーク全周の疵を安定して検出することが可能な検査方法および検査装置を提供する。
【解決手段】ワークWの円筒面を検査部4にて検査するための検査装置および検査方法である。回転軸心L1,L2が相互に平行に配設されている一対の回転軸11,12にてワークを支持させた状態で、回転体11,12をワークに接触させる。一対の回転軸11,12を回転駆動させることにより、回転体31をワークとともに回転させる。回転軸11,12とワークWとの間に滑りが生じることなくワークWがその軸心廻りに1回転する基準時間での回転体31の回転状態を検出する。回転状態に基づいてワークWと回転軸11,12との間に滑りがあるか否かを判断しつつ、ワークWの画像を撮像する。
(もっと読む)
欠陥特性評価装置
【課題】反射型サンプル基板上の欠陥の特性を、非破壊かつ高精度に評価可能な欠陥特性評価装置を提供する。
【解決手段】本発明は、反射型サンプル基板であるマスク基板11上の被検欠陥12に対して、実際の露光で利用する波長のコヒーレント光を、マスク基板11上の被検欠陥と略同一のサイズに集光する集光光学系10と、集光光学系10により集光され、マスク基板11上にコヒーレント光を照射する照射部16と、照射部16により照射された照射パタン領域13bからの回折光を2次元的に受光する二次元検出器13と、二次元検出器13による受光結果である画像情報を記録する記録部17と、記録部17により記録された画像情報から、被検欠陥12の反射振幅と位相分布を反復計算により導出する導出部18とを備える。
(もっと読む)
検査装置、検査方法及び半導体装置の製造方法
【課題】検査対象からの反射光角度の変化に基づいて基板の欠陥を精度よく検査することができる検査装置を提供すること。
【解決手段】本発明に係る検査装置は、赤外光を出射する光源11と、光源11から出射される赤外光を平行光としてウエハ30に略垂直に入射させ、当該ウエハ30からの反射光を導く光学系と、光学系により導かれる反射光のうち、正反射光以外の光を検出するIRカメラ19、20とを備え、光源11からの赤外光を導光する光ファイバ13の出射端面面は、光学系の瞳位置に配置されている。
(もっと読む)
視覚装置
【課題】より明瞭に撮像できる視覚装置を提供する。
【解決手段】被撮像物1を撮像する撮像手段11と、照明光を発生する照明光発生手段12と、照明光を拡散させる照明光拡散手段13とを備え、照明光拡散手段13は、撮像手段11の光軸の延長上に配置された筒状の部材であり、照明光発生手段12は、照明光拡散手段13の筒壁の外面に照明光を照射できる位置に配置され、照明光拡散手段13の筒壁は、照明光発生手段12から照射された照明光を照明光拡散手段13の内部に透過させ、照明光拡散手段13の内部に透過した照明光を反射・拡散させることができるように形成されており、照明光拡散手段13の内部で反射・拡散された照明光が被撮像物1に当たり、被撮像物1に反射した照明光が照明光拡散手段13の内部を通じて撮像手段11に送られる。
(もっと読む)
検査装置および検査方法
【課題】簡素化を図りつつ、対象物を短時間で高精度に検査することができる。
【解決手段】撮像手段11と対象物Tとの間に光軸Oに交差する方向に向けて光線Lを放射する光源12と、光源12から放射された光線Lを撮像手段11の光軸O方向に沿って対象物T側に向けて反射するハーフミラー13と、ハーフミラー13と対象物Tとの間に光軸Oと同軸に配置され、外周面14aにハーフミラー13により反射された光線Lが入射する円錐状または円錐台状の内ミラー部材14と、内ミラー部材14よりも大径の円錐台状の孔部15が光軸Oと同軸に貫設され、孔部15の内周面15aに内ミラー部材14の外周面14aにより反射された光線Lが入射する外ミラー部材16とを備え、外ミラー部材16は、内ミラー部材14の外周面14aから孔部15の内周面15aに入射した光線Lを、対象物Tの外周面T1に垂直に入射するように反射する検査装置10を提供する。
(もっと読む)
欠陥検査装置および欠陥検査方法
【課題】欠陥検査工程における未検査を抑制すること。
【解決手段】ウエハを保持するステージ12と、前記ステージに保持されたウエハのアライメントを行なうアライメント部32と、アライメントされた前記ウエハ表面の欠陥を検査する検査部34と、前記アライメント部が前記アライメントを開始してから前記欠陥の検査が終了するまでの時間である検査時間が所定時間より短い場合、前記アライメント部に前記アライメントを再度行なわせ、前記検査部に前記欠陥を再度検査させる制御部36と、を具備する欠陥検査装置。
(もっと読む)
研削工具の砥面検査システム及び方法
【課題】砥粒の状態を新たな解析パラメータを用いてより詳しく解析し、これにより砥面の状態をさらに正確に検査できるようにする。
【解決手段】カメラ6により砥石3の砥面を撮像してそのライン画像データを取り込み、各ライン画像データに対し砥粒抽出処理部123により複数種のフィルタリング処理を行うことで上記ライン画像データから砥粒切れ刃候補の画像を抽出する。そして、砥粒解析処理部124の制御の下で、上記抽出された各砥粒切れ刃候補の画像から、砥面全域における各砥粒切れ刃候補の重心の座標と、凸多角形近似データ及び円形度と、内部欠損及び外部欠損と、面積及び欠損度と、すくい角側の稜線形状をそれぞれ算出または検出する。そして、この得られた解析パラメータをもとに、砥石3の幅方向における砥粒分布ヒストグラムと、砥石3の砥面全域における砥粒の分布状態を表す三次元マップを生成する。
(もっと読む)
陽極酸化アルミナの検査装置および検査方法、ならびに陽極酸化アルミナを表面に有する部材の製造方法
【課題】陽極酸化アルミナの状態(微細凹凸構造の形状、欠陥等)を簡易に検査できる検査装置および検査方法、ならびに陽極酸化アルミナの微細凹凸構造の形状等のムラや表面の欠陥が抑えられた、陽極酸化アルミナを表面に有する部材の製造方法を提供する。
【解決手段】モールド100に光を照射するライン状照明装置10(第一の照射手段)と;モールド100の陽極酸化アルミナで反射した光を撮像するカラーラインCCDカメラ12(第一の撮像手段)と;モールド100に光を照射するライン状照明装置20(第二の照射手段)と;モールド100の陽極酸化アルミナで反射した光を撮像するモノクロラインCCDカメラ22(第二の撮像手段)と;2つのカメラによって撮像された画像から得られた色情報および輝度情報に基づいて陽極酸化アルミナの状態の良否を判定する画像処理装置30(画像処理手段)とを有する検査装置を用いる。
(もっと読む)
レール凹凸測定装置
【課題】レールの凹凸をレール長手方向に連続測定するレール凹凸測定装置を提供する。
【解決手段】測定レール(R1)上を走行可能な測定車両(10)と、測定車両(10)の進行距離を測定する距離センサ(31)と、測定車両(10)に取り付けられると共に測定レールの長手方向に不均等な間隔で順に直列に配置された第1、第2および第3の変位センサ(21、22、23)からなる変位センサ群(20)を有し、第1、第2および第3の変位センサ(21、22、23)のうち少なくとも1つの変位センサは位置について変更可能である。
(もっと読む)
検査装置のデータ分配方法及び検査装置
【課題】検査装置における伝送プロトコルは画像データの送信側と受信側が使用する伝送プロトコルに応じて最適化されている。このため、使用する伝送プロトコルが変更されると、データの分配を実行する部分の再開発が必要とされる。
【解決手段】画像データに付加情報を付して出力する撮像部と画像データを処理する画像処理部との間に画像分配部を配置する。さらに、画像分配部を、第1の伝送プロトコルにより撮像部から入力される画像データを所定のデータ形式に変換する画像入力部と、所定のデータ形式に変換されたデータの分配を制御する分配制御部と、所定のデータ形式のデータを第2の伝送プロトコルの画像データに変換して画像処理部に出力する画像出力部とで構成する。
(もっと読む)
孔形状検査方法および孔形状検査プログラム
【課題】被検出形状に縁部における輝度変化を除去し、欠けや異物の検出を確実に行える孔形状検査方法および孔形状検査プログラムを提供する。
【解決手段】孔形状良否を判定する孔形状検査方法およびプログラムであって、前記孔の孔形状撮像工程と、前記孔形状画像の2値化画像形成工程と、前記孔の面積が既定値であるかを判定する孔面積判定工程と、前記孔の内形状の孔重心を求める孔重心演算工程と、前記孔形状画像に前記孔重心を中心とする同心フィルターをかけ、前記孔重心を中心とする同心形状上の画素の平均輝度と、1画素の画素輝度と、の差によるフィルタリング画像形成工程と、前記フィルタリング画像の2値化フィルタリング画像形成工程とを有し、前記2値化フィルタリング画像の画素数が所定の値以下である場合、前記孔を良品と判定する良否判定工程を有する孔形状検査方法、およびその検査方法をコンピューターに実行させるプログラム。
(もっと読む)
錠剤検査装置及びPTP包装機
【課題】錠剤の変更にも柔軟かつ円滑に対応することができ、しかも検査精度の飛躍的な向上を図ることのできる錠剤検査装置及びPTP包装機を提供する。
【解決手段】錠剤検査装置21は、容器フィルムのポケット部に収容された錠剤に対し光を照射可能な照明装置22と、照明された範囲内の錠剤を撮像可能なカメラ23と、カメラ23から出力される画像信号を処理する画像処理装置24とを備える。画像処理装置24は、画像データに基づき錠剤の輪郭を抽出し、輪郭上における第1の所定点及び第2の所定点の接線の向き情報を演算するとともに、第1及び第2の所定点で挟まれた第3の所定点の接線の向き情報を求め、第3の所定点の接線の向き情報が、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲を逸脱している場合に、当該第3の所定点に関し不良候補として判定する。
(もっと読む)
検出装置、移動体装置、パターン形成装置及びパターン形成方法、露光装置、及びデバイス製造方法
【課題】高精度なウエハステージの移動制御を行う。
【解決手段】ウエハステージの位置を計測するために用いられるスケール39Y2に対して検出装置PDY1の照射系69Aからの検出ビームを照射し、スケール39Y2を介した検出ビームを受光系69Bで検出することにより、スケールの表面状態(異物の存在状態)を検出する。これにより、スケールに対して非接触で表面状態の検出を行うことができる。さらに、この表面状態を考慮することで、ウエハステージの移動制御を高精度に行うことができる。
(もっと読む)
タイヤの欠陥検出方法
【課題】 タイヤ表面の薄広凸欠陥を高精度に検出することができるタイヤの欠陥検出方法を提供する。
【解決手段】 ステップS1を開始するまでに、予め連続的にスリット光像を含む2次元画像を取得しておく。ステップS1では、撮像された複数の2次元画像データから、スリット光像を抽出する。ステップS2では、抽出されたスリット光像から偏心によるぶれである偏心成分を除去する。ステップS3では、偏心成分を除去した光像に基づいて特徴量を算出し、ステップS4で、算出された特徴量に基づいて薄広凸欠陥を検出する。
(もっと読む)
欠陥観察方法及びその装置
【課題】検査装置の検査情報とレビュー装置で取得した観察情報とを用い、欠陥の高さ、屈折率、材質の情報を取得して欠陥材質・屈折率分析や、微細なパターン形状の三次元解析を行う方法、並びにこれを搭載した欠陥観察装置を提供する。
【解決手段】試料上の欠陥を観察する方法において、光が照射された試料からの反射・散乱光を受光した検出器からの検出信号を処理して検出した検査結果の情報を用いて観察対象の欠陥が存在する位置を走査電子顕微鏡で撮像して画像を取得し、この取得した観察対象の欠陥の像を用いて欠陥のモデルを作成し、作成された欠陥のモデルに対して光を照射したときに欠陥モデルから発生する反射・散乱光を検出器で受光した場合のこの検出器の検出値を算出し、この算出した検出値と実際に試料からの反射・散乱光を受光した検出器の検出値とを比較して観察対象の欠陥の高さ又は材質又は屈折率に関する情報を求めるようにした。
(もっと読む)
錠剤検査装置及びPTP包装機
【課題】PTPシートの製造過程における錠剤の欠け等の検査に際し、検査精度の飛躍的な向上を図ることのできる錠剤検査装置及びPTP包装機を提供する。
【解決手段】錠剤検査装置21は、容器フィルムのポケット部に収容された錠剤に対し光を照射可能な照明装置22と、照明された範囲内の錠剤を撮像可能なカメラ23と、カメラ23から出力される画像信号を処理する画像処理装置24とを備える。画像処理装置24は、目標となる錠剤の輪郭に関し、重心を原点とする各角度毎の複数の各点の接線の向き情報を目標向き情報として記憶しておき、検査に際し、抽出された錠剤の輪郭に基づき重心を特定するとともに、前記各角度毎の対応する各交点の接線の向き情報を求め、当該接線の向き情報と目標向き情報とを比較する。そして、1の交点の接線の向き情報が、対応する目標向き情報に対し許容範囲を逸脱している場合に、不良候補として判定する。
(もっと読む)
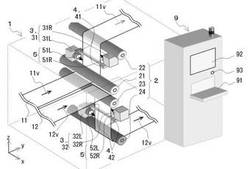
溶削済み鋼材の表面検査方法および表面検査装置
【課題】表面を溶削された鋼材の表面に残留する湯だれや未溶削部などの欠陥を精度良く確実に検出できる溶削済み鋼材の表面検査方法、およびこれに用いる検査装置を提供する。
【解決手段】1200℃以上に加熱され且つ表面f1〜f4,c1〜c4を溶削された鋼材Mの該表面を撮像する第1カメラ10、および、該カメラ10により得られた画像の輝度信号bsを温度に換算し、健常部位との温度差により湯だれ部mdや未溶削部umの疑似欠陥部分の有無を判別する信号処理部11を含む疑似欠陥検出部12と、上記撮像がされた同じ鋼材Mの表面f1〜f4,c1〜c4にレーザL1を照射するレーザ照射装置2、照射された該レーザL1が拡散反射された鋼材Mの表面f1〜f4,c1〜c4を撮像する第2カメラ7、および、該カメラ7により得られた画像を基に、鋼材Mの表面を連続した断面形状により3次元的に示す画像処理部8を含む3次元計測部9と、を備えている、溶削済み鋼材の表面検査装置1。
(もっと読む)
41 - 60 / 1,400
[ Back to top ]