
Fターム[2F065CC06]の内容
光学的手段による測長装置 (194,290) | 対象物−個別例 (8,635) | 鋼板 (147)
Fターム[2F065CC06]に分類される特許
1 - 20 / 147
曲げ加工装置及び曲げ加工方法
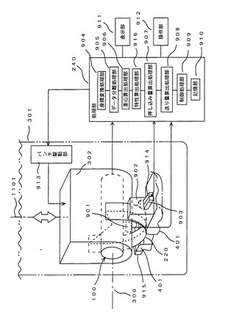
【課題】高精度な曲げ加工を可能にする。
【解決手段】1対のダイ401、402上に被加工物220を載置し、パンチ302の押し込み量に応じた負荷を被加工物220の複数の曲げ加工位置に加えることによって被加工物220を所定形状に曲げ加工する際に、被加工物220の形状に関連するデータを光学式測定装置本体100で測定し、記憶部910に記憶した被加工物220の目標曲げ量を参照して、前記測定した形状に関連するデータに基づいて次回の曲げ加工におけるパンチ302の押し込み量を決定し、パンチ駆動部3が次回の曲げ加工においてパンチ302が前記押し込み量に対応する負荷を被加工物220へ加えるように処理部が制御する。
(もっと読む)
印字装置および印字方法

【課題】金属コイルを固縛するバンドに跨って印字することなく、固縛後の金属コイルの表面に対して、印字レイアウトの制約を遵守しつつ情報を的確に印字できること。
【解決手段】本発明の一態様にかかる印字装置1は、バンド16によって固縛された金属コイル15に印字する装置であり、検出部2および印字レイアウト決定部8を備える。検出部2は、金属コイル15の印字対象領域の中から、バンド16の位置等を含む印字不可領域と、この印字不可領域以外の印字可能領域とを検出する。印字レイアウト決定部8は、指示された制約を加味した印字レイアウトと印字可能領域との適合度を所定の評価関数によって評価して、この制約を遵守しつつ印字可能領域に文字群を印字できる印字レイアウトの候補を複数選出し、選出した複数の候補のうち、文字群の印字面積が最大となる候補を印字レイアウトとして決定する。
(もっと読む)
高さ測定装置及び高さ測定方法
【課題】鏡面性を持つ試料の各位置の高さを正確に求めることができる技術を提供する。
【解決手段】撮像部2は、例えば所定のフレームレートで、試料Sの画像である試料画像を撮像する。輝線抽出部は、撮像部2により順次に撮像された試料画像から輝線を抽出し、所定の基準高さ及び基準傾きを示す基準輝線に対する各輝線のずれw(x)を求める。高さ算出部は、w(x)=2L・(d/dx)・d(x)+2sinθ・d(x)に、輝線抽出部により抽出された輝線のずれw(x)を代入することで、基準高さからの試料Sの高さd(x)を順次に算出する。
(もっと読む)
切断面の検出方法
【課題】画像処理の負担を軽減し、容易かつ正確に切断面を区別することのできる、新規の切断面の検出方法を提供する。
【解決手段】第1の偏光フィルタ2の偏光方向2aを所定の方向に向けて第1の偏光フィルタ2の偏光方向2aと第2の偏光フィルタ4の偏光方向4aを直交させ、照明光1を第1の偏光フィルタ2を透過させ試料3の切断面3b,3cで反射させてから第2の偏光フィルタ4を透過させデジタルカメラ5により撮影して第1の画像を取得し、第1の偏光フィルタ2の偏光方向2aを所定の方向から45度傾かせて第2の画像を取得し、第1の偏光フィルタ2の偏光方向2aと第2の偏光フィルタ4の偏光方向4aを平行にして第3の画像を取得し、第1、第2、第3の画像を加算する。
(もっと読む)
エッジ位置検出装置
【課題】帯状体の走行を継続させながら省スペースでメンテナンスを行うことができるエッジ位置検出装置を提供する。
【解決手段】帯状体10の一方の面側に、直線偏光を投射する投光器2と偏光フィルタを介して光を受光する受光器4とを配置し、帯状体10の他方の面側に、投光器2から投射される直線偏光が入射され、入射された直線偏光の偏光方向を偏光フィルタの透過軸に一致する方向に変化させて反射する偏光反射板3を配置する。そして、受光器4の各受光素子で得られた受光量が帯状体10の幅方向でする位置を検出し、その位置を帯状体10のエッジ位置として検出する。
(もっと読む)
エッジ位置検出装置
【課題】帯状体の走行を継続させながら省スペースでメンテナンスを行うことができるエッジ位置検出装置を提供する。
【解決手段】帯状体10の一方の面側に製造ラインに存在しない色を着色したカラー板2を配置し、帯状体10を挟んでカラー板2と対向配置したカラーCCDカメラ3によって、カラー板2と帯状体10のエッジ部とを撮像する。そして、カラーCCDカメラ3で撮像したカラー画像の各画素の色情報と、カラー板2の着色面と同一色の色情報との類似度をそれぞれ算出し、帯状体10の幅方向で上記類似度が低下する位置を帯状体10のエッジ位置として検出する。
(もっと読む)
刻印装置
【課題】刻印試験を短時間で行うこと。
【解決手段】刻印装置1は、鋼片製品を固定する製品固定部2と、刻印試験を行うための鋼片製品と同種の鋼片試料を固定する試料固定部3と、製品固定部2および試料固定部3にそれぞれ固定された鋼片製品および鋼片試料に刻印ピン4bを押圧することによって鋼片製品および鋼片試料の表面に刻印を付与する刻印付与部4と、を備える。このような構成によれば、刻印試験を行う際、製造ラインに製品が搬送されてくるまで待機する必要がなくなるので、刻印試験を短時間で行うことができる。
(もっと読む)
金属板の外観評価方法
【課題】研磨部及び再研磨部の仕上がり具合を簡単な手法で定量的に評価できる金属板の外観評価方法を提供する。
【解決手段】この金属板の外観評価方法では、金属板1の表面のデジタル画像10をスキャナ4によって取得し、デジタル画像10の一部画像11に含まれる各ピクセルのRGB値をグレースケール変換して得られるAc値の波形パターンに基づいて研磨部2及び再研磨部3の外観の可否を判断する。波形パターンを用いることで、研磨部2及び再研磨部3の外観を容易かつ定量的に判断できる。また、この方法では、波形パターンに基づいて、研磨部2及び再研磨部3の研磨方向がスキャナ4の走査方向と一致しているデジタル画像10を判断対象として選別する。この前処理により、外観判断工程で用いる波形パターンのS/N比が向上し、判断精度が高められる。
(もっと読む)
長さ測定装置
【課題】搬送中の長尺材の長さを精度よく測定することができる長さ測定装置を提供する。
【解決手段】長さ検出装置1は、搬送ライン2の搬送方向上流側に設けられた通過検出部3と、搬送方向下流側に設けられた位置検出部4と、長尺材の長さを算出する算出部5と、演算部5等を制御する制御部6を備えている。通過検出部3は、搬送ライン2に向けて投光する複数の通過投光部31と、搬送ライン2を挟んで通過投光部31と対向して設けられた複数の通過受光部32とをセットで具備している。位置検出部4は、搬送方向にほぼ直交する光を搬送ライン2に向けて投光し、該光を該搬送方向に平行走査する投光部41と、該投光部41と搬送ライン2を挟んで対向し、該投光部41からの光を受光する受光部42とを具備している。
(もっと読む)
幅測定装置
【課題】安価でかつ信頼性の高い幅測定機能を有し、被測定物体の幅を高精度に測定することができる幅測定装置を提供する。
【解決手段】被測定物体1の上方より外側に配置され、その一方側にスリット状光を照射する光源2aと、そのスリット状光を撮像する一方側2次元撮像部4aと、被測定物体1の一端部28aの幅方向座標を演算する一端部幅方向座標演算部7aと、一端部高さ方向座標演算部8aと、一端部位置演算部9aと、被測定物体1の上方より外側でかつ光源2aと反対側に配置され、その他方側にスリット状光を照射する光源2bと、そのスリット状光を撮像する他方側2次元撮像部4bと、他端部28bの幅方向座標を演算する他端部幅方向座標演算部7bと、他端部高さ方向座標演算部8bと、他端部位置演算部9bと、一端部28aおよび他端部28bの空間位置に基づいて、被測定物体1の幅を演算する幅演算部10と、を備える。
(もっと読む)
形状測定装置
【課題】安価でかつ幅方向に高い分解能を有することができ、高精度に被測定物体の形状を測定可能にする。
【解決手段】被測定物体1の搬送方向に対し垂直な平面内であってその斜め上方または下方に配置されスリット状光を照射するスリット状光光源2a,2bと、被測定物体1を介しスリット状光光源2a,2bと反対側となる被測定物体1の斜め上方または下方であって、被測定物体1の表面1aまたは裏面1b上に照射されたスリット状光をその照射方向に対し所定の角度だけずれた方向から撮像する撮像部3a,3bと、撮像部3a,3bが撮像した被測定物体表面1aおよび裏面1bの撮像画像の座標を、撮像部3a,3bがスリット状光光源2a,2bからの照射線上で撮像したように変換する座標変換部4a,4bと、その座標変換された撮像画像の座標に基づいて、被測定物体1の断面厚み形状を演算する断面厚み形状演算部5とを有する。
(もっと読む)
形状測定装置
【課題】帯状体の顕在化形状を、幅方向の分解能を高めて検出可能な形状測定装置を提供する。
【解決手段】被測定物体1の搬送方向に平行な直線と垂直の平面内に配置され、平面内の被測定物体1表面の幅方向へスリット状の光を照射するスリット光光源2と、平面と垂直な平面でかつ被測定物体1の表面に垂直な平面を介してスリット光光源2と反対側に配置され、被測定物体1上のスリット状の光を撮像する撮像装置3とを備えた。また、被測定物体1の幅方向に沿い被測定物体1に外力を印加する外力印加装置14を設け、潜在形状演算器40を備えた。
(もっと読む)
厚さ測定装置、及び厚さ測定方法
【課題】距離検出器の設定位置に変位があっても、短時間で、測定誤差の補正が可能な厚さ測定装置、及び厚さ測定方法を提供することを目的とする。
【解決手段】基準厚さを有する第1の厚さ部と第2の厚さ部を備える校正板3と、検出部1を移動させる移動機構部2と、検出部を予め定める一定長さの「校正位置」、及び予め定められる「測定位置」に、移動を指令する位置設定部4と、を備え、位置設定部は、「校正」指令を移動機構部に送り、検出部を「測定位置」から「校正位置」に移動させ、予め設定された第1の厚さ部と第2の厚さ部との校正位置信号を厚さ演算部5に送り、厚さ演算部は、第1の厚さ部及び第2の厚さ部の厚さを求め、夫々の基準厚さとの差を求めて、「測定位置」で求めた厚さを補正し、厚さ校正板を固定し、検出部を移動させて、予め設定された第1及び第2の距離検出器の設定位置の変位による測定誤差を補正するようにしたことを特徴とする。
(もっと読む)
矯正プレス
【課題】能率よく、かつ正確に適切な矯正を行うことができる矯正プレスを提供する。
【解決手段】被矯正プレートPを載せるベッド5と、ベッド5の上方から被矯正プレートPを押圧する上型7とを有する矯正プレスであって、被矯正プレートPの平坦度を測定する平坦度計を備えており、平坦度計が、レーザー光投射器10とカメラ20からなり、レーザー光投射器10は、プレスの一側においてレーザー光を被矯正プレートPの上面に照射できる位置に配置されており、カメラ20は、プレスの他側においてレーザー光の照射方向に対し被矯正プレートPの送り方向においてオフセットした位置に配置されている。レーザー光投射器10とカメラ20が1対もしくは2対用いられる矯正プレスは、ベッドとクラウン部をコラムを介して連結した構造であって、前後コラム間のサイドオープニング開口SOは被矯正プレートの幅(W)に対する比がSO/W≧0.3が好ましい。
(もっと読む)
塗膜劣化予測方法、塗膜劣化予測装置及びコンピュータプログラム
【課題】塗膜の将来の劣化状態を予測できる塗膜劣化予測方法、塗膜劣化予測装置及びコンピュータプログラムを提供すること。
【解決手段】塗膜劣化予測装置1の仮想劣化画像作成手段11は、所定のパラメータ及び時間変数に対応する複数の仮想劣化画像を作成する。対象画像作成手段12は、塗装面の撮影画像から対象画像を作成する。仮想プロファイル作成手段13は、仮想劣化画像の統計量として劣化部の個数f、面積率a、標準偏差sを算出し、f−a−s空間座標上に仮想プロファイルを示す。統計量算出手段14は、対象画像から統計量を算出し、対象値特定手段15は、対象画像に近い仮想プロファイルの統計量を特定し、特定した特定量に対応するパラメータ及び時間変数を特定する。劣化予測画像作成手段16は、特定されたパラメータを劣化進行モデルに入力し、時間変数に特定された値よりも大きい値を入力して、劣化予測画像を作成する。
(もっと読む)
CCDカメラを使用した測定装置、及びその応答時間の短縮方法
【課題】CCDカメラの飽和露光量を超える過大な入力光量に対して、最短時間で測定可能なCCDカメラ信号を得ることが可能な測定装置、及びその応答時間の短縮方法を提供することを目的とする。
【解決手段】CCDカメラ1aの露光時間を制御する測定装置100の応答時間の短縮方法であって、CCDカメラは、異なる透過率の2つ以上のフィルタ出力を同時に使用し、入力光量の最小値を検出する第1の透過率の大きいフィルタ出力の測定範囲の最大値(飽和値)と、第2の透過率の低い第2のフィルタ出力の測定範囲の(最小値)とがラップするような透過率とし、第1のフィルタ出力が飽和している場合には、前記第2のフィルタ出力から、前記第1の透過率と前記第2の透過率との比率から、前記第1のフィルタ出力に換算した露光時間の補正ゲインを求め、一回の制御周期(測定周期)で入力光量を検知し、次の制御周期で第1のフィルタの露光時間を更新する。
(もっと読む)
熱間長尺材の長さ測定方法および装置
【課題】熱間圧延後の長尺材がその長さ方向に搬送されつつある時に、その長さを精度良く、しかも安価に、測定することができる、熱間長尺材の長さ測定方法および装置を提供する。
【解決手段】後端センサとしてのロードセル10から搬送ライン下流側に順次所定のセンサ配置間隔で複数のアナログHMD121、122‥‥12nを配置し、最上流側のアナログHMD121を用いて先端検出用の閾値を決定し、該決定した閾値を下流側のアナログHMD122‥‥12nに設定してこれらを先端センサとして用いる。長尺材(鋼管)1の長さは、後端センサ(ロードセル)での後端検出時刻と、その直前に先端検出した先端センサ(アナログHMD)での先端検出時刻と、センサ配置間隔とから算出される。
(もっと読む)
厚さ測定装置
【課題】C形フレームの機械的なドリフトによる距離検出器間の距離の変位を瞬時に測定し、厚さ測定誤差を補正する厚さ測定装置を提供することを目的とする。
【解決手段】C形フレーム3の腕部に設けられる第1の距離検出器1と第2の距離検出器2との出力から厚さを求める厚さ測定装置であって、C形フレーム3の腕部の下部に設けられ、腕部空間内に、レーザビームの光路にハーフミラーを設けて、当該ハーフミラーの反射した第1のレーザビームの位置の変化を検出する第1のビーム位置変位検出器4aと、当該第1のビーム位置検出器の出力から第1のレーザビームの入射角度の変位と記第1の距離検出器と第2の距離検出器間の距離検出器間の距離の変位と、を求める第1のビーム位置変位処理部4bとを備え、厚さ測定値を自動的に補正するようにした厚さ測定装置。
(もっと読む)
溶接ビード切削幅測定方法
【課題】溶接ビード切削幅測定の信頼性を向上させる照明方法および画像処理方法を提供する。
【解決手段】照明光をエリア光とし、該エリア光を測定領域がビード長手方向13で相異なる二以上の輝度部(例えばA部、B部、C部の全三部)に分かれるように照射し、画像処理では、ビード長手方向での輝度変化が最大値のビード幅方向分布から、溶接ビード切削幅を求める。
(もっと読む)
尾端クロップ検出装置及び熱間圧延設備
【課題】費用面及びメンテナンス面で好適な構成で、適切に尾端クロップを検出することができる尾端クロップ検出装置およびそれを備えた熱間圧延設備を提供する。
【解決手段】熱間圧延ライン外に、熱間圧延ラインの仕上圧延スタンド間(F3−F4間)を通過する被圧延材7を連続的に撮像するカメラ11を設置する。そして、カメラ11で撮像した被圧延材7の連続画像から被圧延材7の尾端画像を検出し、その尾端画像から被圧延材7の尾端のエッジ部を抽出する。さらに、そのエッジ画像に対して画角合わせ処理を施すことで、圧延方向に対して斜めから見たエッジ画像を圧延方向に対して直交する方向から見た画像に変換し、被圧延材7の尾端クロップ形状を認識する。
(もっと読む)
1 - 20 / 147
[ Back to top ]