
Fターム[2F069AA31]の内容
測定手段を特定しない測長装置 (16,435) | 測定内容 (3,272) | 長さ (547)
Fターム[2F069AA31]の下位に属するFターム
Fターム[2F069AA31]に分類される特許
101 - 120 / 123
3次元計測システム、検査方法およびプログラム

【課題】 3次元計測による検査を簡易に行うことが可能な技術を提供する。
【解決手段】 3次元計測システム1は、計測対象物の3次元データを計測する計測ユニット10と、CADデータに含まれるアノテーション情報に基づいて、計測対象物のプリミティブを特定する特定部34と、計測対象物について取得された3次元データのうち、特定されたプリミティブに対応するデータを用いて、計測対象物の寸法を検査する検査部37とを備える。
(もっと読む)
パターン抽出システム、測定ポイント抽出方法、パターン抽出方法及びパターン抽出プログラム

【課題】 半導体集積回路のパターン密度に起因する寸法変動を検査可能なパターン抽出システムを提供する。
【解決手段】 リソグラフィ許容度を基に、回路パターンから複数の検査候補パターンを抽出する抽出部301と、複数の検査候補パターンのそれぞれを、隣接するパターンとのスペース距離を基に複数のスペース距離群に分類するスペース分類部303と、複数の検査候補パターンのそれぞれを、周辺のパターン密度を基に複数のパターン密度群に分類する密度分類部305と、複数のスペース距離群及び複数のパターン密度群のそれぞれに分類された複数の検査候補パターンのサンプル数を示すテーブルを作成するテーブル作成部306とを備える。
(もっと読む)
センサ
【課題】測定力や加速度の二軸以上の方向成分を直接、かつ、個別に検出可能であり、さらに、従来のものより簡素化、かつ、小型化を達成できるセンサを提供すること。
【解決手段】辺構成要素31…によって四角形に形成された構造体2Aの一方の角部を移動部材6に固定し、他方の角部にスタイラス5を装着する。一対の辺構成要素31,32に、そのスタイラス側端を反スタイラス側端に対してZ軸方向へ平行変位可能とする平行リンク機構31Z,32Zを形成する。他対の辺構成要素41,42に、そのスタイラス側端を反スタイラス側端に対して、それぞれX軸方向、Y軸方向に平行変位可能とする平行リンク機構41X,42X、および、41Y,42Yを形成する。各平行リンク機構は辺構成要素に薄肉状に形成された少なくとも2箇所の弾性ヒンジ部35Zと、2つの弾性ヒンジ部35Zの間に形成された2本のリンク片36Zとを含んで構成される。
(もっと読む)
塑性域寸法測定方法
【課題】 簡単な方法で部材の応力集中部に生じた塑性域を推定することができる塑性域推定方法を提供する。
【解決手段】 繰り返し荷重が加えられる測定対象物の、塑性変形によって生じる塑性域寸法を測定する塑性域寸法測定方法において、繰り返し荷重が加えられた上記測定対象物の温度変動を赤外線センサによって検出し、発熱と吸熱が繰り返される温度変動の平均温度θmを求め、この平均温度θmと上記測定対象物の初期温度θ0との差(θm−θ0)の最大値を最大温度上昇量tmaxとして求め、上記温度変動に影響を与える上記測定対象物固有の強度・伝熱パラメータを既知数pとするとき、上記塑性域寸法sを下記式
塑性域寸法s1.7=α1・C・tmax/p
ただし、Cは塑性域寸法推定値のバラツキの中心を規定する定数、α1は塑性域寸法の許容誤差を考慮した補正係数
により求めることを特徴とする。
(もっと読む)
画像形成装置
【課題】 記録材の厚さを検出する装置を用いて、記録材の先端、後端、重送、重送発生時における画像形成対象の記録材位置を検出する。
【解決手段】 記録材を給紙する給紙手段と、給紙された記録材を搬送する搬送手段と、搬送された記録材の厚さを検出する検出手段と、前記記録材厚さ検出手段により検出した記録材の厚さに基づき画像形成条件を設定する設定手段と、副走査基準信号を生成する手段によって構成される。
(もっと読む)
レンズ保持具及びこれを用いたキャリブレーション装置
【課題】キャリブレーション用具の抜き差し等の作業を必要とせず、かつレンズの画像を遮ることがなくキャリブレーションを行うこと。
【解決手段】レンズ10の外周縁に押し付けてレンズ10を保持する各押え用ピン7、8、9を設け、これら押え用ピン7、8、9の各頂部に例えば十字ライン等の目盛を表示する各目盛表示部17、18、19を設けた。
(もっと読む)
小さい対象物の表面再構成のための較正ソフトウェア
ゲージ測定システム内で回転台又はプラットフォーム(10)に取付けた対象物(12)の回転軸線(AR)を求めるための方法を提供する。本方法は、異なるポーズで取得した対象物(12)の複数のビュー又は測定値間の変換(δ)を推定することによって対象物(12)の回転軸線(AR)を求める。まず、回転軸線の周りで増分的に回転させた対象物(12)の複数のポーズの各々について、該ポーズを表す測定値セットを取得し、測定値セットの連続する対から、前記複数のポーズの各々間での増分回転に対する剛体変換(δ)を推定し、推定剛体変換を推定回転値と推定並進値とに分解し、回転値及び並進値から回転軸線を推定する。  (もっと読む)
(もっと読む)
走行装置、形状測定装置
【課題】走行体の変位量を正確に検出できる走行装置を提供する。
【解決手段】略平行に配設されたガイドレール310、320と、ガイドレール310、320に摺動可能に設けられたスライダ部711、712および2つのスライダ部711、712を連結する連結部720を有する走行体700と、推進力を付与する推進力付与手段500と、ガイドレール310、320間で配設されたスケール610およびスケール610に対する変位量を検出する検出ヘッド620を有する変位検出手段600と、を備える。連結部720は、スライダ部711、712を架橋する主ビーム721と、両端が主ビーム721においてスライダ部711、712に近接する位置に固定された補助ビーム722と、を備える。推進力付与手段500は主ビーム721に推進力を付与し、検出ヘッド620は補助ビーム722に設けられている。
(もっと読む)
レーザ加工装置
【課題】 レーザ加工装置において加工ヘッドを被加工面へアプローチする際、アプローチ動作中の状況に応じた迅速で最適な制御を可能にすると共に、制御系の遅れによるオーバーシュートを抑制し、短時間で信頼性よく目標位置に収束させる。
【解決手段】 被加工面位置6aを検出すると共に、加工ヘッドの位置制御に用いるその時点の位置指令4aをフィードバックして、アプローチ終了までの上記加工ヘッドに対する残り位置指令分に対応する距離8aを演算し、この残指令距離8aに対応する速度指令13aを予め設定された最大加速度および最大速度とに基づいて演算し、該速度指令13aを位置指令4aに変換して、加工ヘッドの移動を位置制御する。
(もっと読む)
基板の平坦度測定装置および形状寸法測定装置
【課題】 背面側に縦型定盤を設置した測定装置において、被測定基板の両面の平坦度を測定できる基板の平坦度測定装置を提供する。
【解決手段】 基準平面3bの面方向がほぼ垂直状態になるように配置された縦型定盤3と、被測定基板Wを保持する保持機構30と、前記縦型定盤3の基準平面3bと前記保持機構30によって保持された被測定基板Wの間に配置され前記縦型定盤3の基準平面3bとの距離及び前記被測定基板Wの板面との距離をそれぞれ測定する一つの移動ブロック21上に搭載された非接触型距離測定センサと、前記保持機構30によって保持された被測定基板Wの前面に配置され、前記縦型定盤3の基準平面3b及び、前記被測定基板Wとの距離を測定する一つの移動ブロック31上に搭載された非接触型距離測定センサと、前記各非接触型距離測定センサによる測定結果に基づいて、被測定基板Wの表裏の各平坦度を演算する演算手段とを具備する。
(もっと読む)
スコープ装置、工具の研削装置、工具の製造方法及び工具の検査方法
【課題】 研削される工具を測定のつど着脱することなく、工具の所要寸法を測定できるスコープ装置、工具の研削装置、工具の製造方法及び工具の検査方法を提供する。
【解決手段】 工作機械4のテーブル6に着脱自在とされており、テーブル6に着脱可能とされたベース21と、工具1の被測定部に対向して位置するようにベース21に取り付けられたスコープ本体25とを備えてなり、被測定部の中心を通り、スコープ本体25側へ延びるように測定基準線Yを設定したときに、スコープ本体25が、測定基準線Yの方向に移動自在であって、このYを含む平面上において、Yに直交する方向Xに移動自在であって、且つ、このYを通り、前記平面に直交する方向Zに移動自在に支持されると共に、スコープ本体25の方向Xへの移動量を計測する計測手段23を備えた。
(もっと読む)
複数き裂の進展解析方法および装置
【課題】構造物のき裂解析において、複数き裂の発生と合体の繰返しによる進展を対象とする解析が可能で、短時間で進展解析結果を提供することのできる複数き裂の進展解析方法および装置を提供する。
【解決手段】複数のき裂状欠陥を有する構造物を構成する材料のき裂進展特性データが入力されるデータ入力部と、き裂進展を計算する複数き裂進展計算部とを備えた複数き裂進展解析装置であって、前記複数き裂進展計算部が、前記データ入力部に入力された応力と部材寸法とき裂寸法とから個々のき裂の応力拡大係数を計算する応力拡大係数計算部と、計算された前記応力拡大係数と前記き裂進展特性データからき裂進展量を計算するき裂進展量計算部と、き裂間の距離が予め設定された基準値以下となるものを総ての隣り合うき裂同士について確認する合体判定部と、前記合体判定部によりき裂同士のき裂同士の距離が基準値以下と判定した場合にこのき裂同士を一つのき裂に置き換えるき裂置換部とを備えたことを特徴とする複数き裂の進展解析装置。
(もっと読む)
ねじの許容差検査のための方法およびシステム
ねじ製品を測定し、予め規定された仕様と製品との整合性を判断する方法およびシステムが提供されている。測定システムは、電気的にコンピュータベースの構成要素に結合された測定装置を含む。測定装置はねじ製品の幅の情報を検出し、検出された幅の情報に関して回転の情報と長さの情報とを検出する。コンピュータベースの構成要素は検出された情報を受信し、検出された情報と予め規定された製品の品質仕様情報とを比較し、その比較に基づいて製品が仕様情報の不確定要素の範囲内にあるかどうかを測定する。 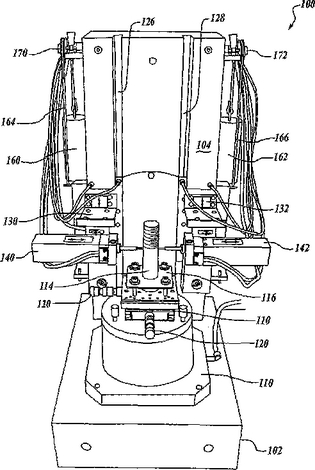 (もっと読む)
(もっと読む)
データ自動入力装置
【課題】 矯正分野における模型分析の各部の計測をパソコン入力用インターフェースを有するデジタルノギスを用いて測定し、測定データをパソコンへ直接送ることにより測定値入力の時間を大幅に短縮することができる。また、ヒューマンエラーにより誤った測定値を入力する測定値の入力ミスがなくなる。このようなことを特徴とするデータ自動入力装置を提供する。
【解決手段】 矯正分野における模型分析における各部の計測をパソコン入力用インターフェースを有するデジタルノギスを用いて測定し、測定データを直接パソコンへ送りパソコンにある模型分析用ソフトへ直接入力する。
(もっと読む)
製造された部品の取り付けおよび位置合わせを評価する方法
組立環境に関して組立部品の取り付けおよび位置合わせを評価する自動化方法を提供する。この方法は、前記組立部品に関する測定データを集める工程と、組立環境を示すモデルデータを定義する工程と、前記測定データを前記組立環境に関するモデルデータと比較することにより、その組立環境に関して前記組立部品を評価する工程と、を含む。前記組立環境は、組立配置において前記組立部品に隣り合う物体の表面により定義される。  (もっと読む)
(もっと読む)
間口の寸法測定装置および方法
【課題】 経験や熟練を要することなく、間口の寸法および柱の傾きや鴨居の傾斜・撓みなどの形状を測定する装置を提供すること。
【解決手段】 立設した柱21を有する架台2と、この架台2の柱21に取り付けられる寸法測定装置本体1とを具備し、この寸法測定装置本体1は、柱21に取り付けられる基台26と、この基台26に水平方向に植設された固定軸27に回動自在に設けられた回転台3と、この回転台3上に載置され、基台26に対する回転台3の回動角度を検出するロータリ・エンコーダ32と、回転台3に載置され、基台26から間口の測定点まで長さを検出するワイヤーまたはテープ38およびインクリメンタル形のリニア・エンコーダ33と、検出した角度データおよび長さデータを対応させて極座標で格納する記憶手段とを具備するものである。
(もっと読む)
マスクおよびマスクパターンの寸法測定方法
【課題】 マスクパターンの寸法を精度良く測定する。
【解決手段】 測定対象パターン11の先端部近傍に、寸法測定用の補助パターン12を形成する。この補助パターン12を基準にして測定対象パターン11のパターンエッジの位置を測定し、設計値からの変動量を測定することによって測定対象パターン11の寸法を求める。補助パターン12は、測定対象パターン11が転写されてウェーハ上に回路パターンが形成されたときに、その回路パターンの本来有すべき機能を維持させるような形状と寸法で形成されるとともに、その回路パターンの本来有すべき機能を維持させるような位置に形成される。
(もっと読む)
長さ測定装置の弾性固定具及び固定方法
【課題】大きさや加工精度の制約が小さい上に、製造が容易で、マニュアル工作機械等の比較的厳しい温度環境での使用にも対応でき、平行板ばね機構に比べ小型化、低価格化が可能な弾性固定具を提供する。
【解決手段】長さ測定装置10を、線膨張係数が異なる被測定物Mに取付けるために用いる、該測定装置の長手方向に弾性変形可能な弾性固定具を、一端が長さ測定装置に固定され、他端が被測定物に固定される、板金製曲りはり42、44を含む構成とした。
(もっと読む)
組立品の品質評価方法及びそのシステム
【課題】ユニットの組立前に、ユニットの組立不良率を精度良く求めることができ、ま
た、時間のロスについても少なくすることのできる組立品の品質評価方法を提供すること
。
【解決手段】複数の部品を組み立てて製造されるユニットの品質を評価するための組立
品の品質評価方法において、部品の寸法規格を示した情報と、ユニットの品質良否の判定
に利用するユニットの設計仕様を示した情報と、部品を実際に測定することによって得ら
れる、部品の寸法のばらつきに関する情報とに基づいて、ユニットの組立不良率を求める
ステップを設ける。
(もっと読む)
形状記憶合金ワイヤの連続的品質制御の方法および装置
形状記憶合金ワイヤまたは類似物を連続的に品質制御する方法であって、a)ワイヤを装置内に供給し、該ワイヤの材料に特有の各遷移温度を含む範囲をカバーする温度遍歴を該装置内で該ワイヤにさせる工程、b)種々の既知温度に対応する該装置の各所定箇所で、該ワイヤの伸びを直接または間接にインラインで測定する工程、c)温度と伸びのデータを用いて、箇所毎に、温度−伸び線図における上記材料のヒステレシス曲線を求める工程を含む方法。望ましくは、ワイヤを既知の速度と一定の張力で供給し、上記伸びの測定を、ワイヤの速度の想定によって行なう。上記方法を行なう装置であって、ワイヤ(F)の張力および供給速度を調節するのに適した供給ユニット(B、B'、V、V')、ワイヤ(F)はアイドルプーリー(M)を含む一連の恒温槽(T)を通り、該プーリ(M)に滑らずに巻き付き、該プーリ(M)の回転速度を例えば高分解能エンコーダで測定することができる。 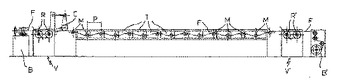 (もっと読む)
(もっと読む)
101 - 120 / 123
[ Back to top ]