
Fターム[2F069AA61]の内容
測定手段を特定しない測長装置 (16,435) | 測定内容 (3,272) | 輪郭 (491)
Fターム[2F069AA61]の下位に属するFターム
Fターム[2F069AA61]に分類される特許
21 - 40 / 186
円環状測定物の軸方向形状測定用治具及び軸方向形状測定装置
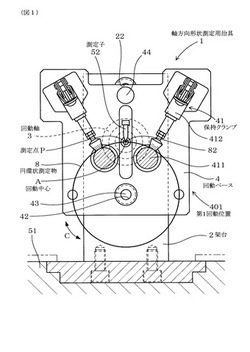
【課題】円環状測定物の測定点における外周位置及び内周位置の各軸方向形状を正確に測定するための円環状測定物の軸方向形状測定用治具及び軸方向形状測定装置を提供すること。
【解決手段】円環状測定物8の軸方向形状測定用治具1は、円環状測定物8の測定点Pにおける外周位置及び内周位置の各軸方向形状をそれぞれ測定する際に用い、架台2、回動軸3、回動ベース4及び保持する複数の保持クランプ41を備えている。複数の保持クランプ41は、回動軸3の回動中心Aに円環状測定物8の測定点Pを合わせて円環状測定物8を保持する。回動ベース4は、回動軸3の回動中心Aを中心に回動することによって測定点Pを中心に回動して、測定点Pの外周位置を所定の測定方向に向けた第1回動位置401と、測定点Pの内周位置を所定の測定方向に向けた第2回動位置とに回動停止させる。
(もっと読む)
計測治具および配管の断面形状計測方法

【課題】配管周りのスペースが狭くても、安価な構成で、配管の軸方向に直交する断面の外径を好適に計測することができる計測治具および配管の断面形状計測方法を提供する。
【解決手段】エルボ1の軸方向に直交する断面の外径を計測する計測治具5であって、エルボ1に取付可能に構成され、エルボ1の外径よりも大径となる円形の計測枠11と、計測枠11に形成され、ダイヤルゲージ30を挿入可能に、計測枠11の径方向に貫通形成した計測穴12と、を備え、計測枠11は、真円との誤差が予め計測され、計測穴12は、計測枠11の周方向に複数設けられている。
(もっと読む)
表面形状測定装置及び表面形状測定方法
【課題】複数の測定面領域が互いにオーバーラップ領域を持たない場合などでも、複数の面測定データの相対位置関係を高精度に合わせることができる表面形状測定装置及び表面形状測定方法を提供する。
【解決手段】表面形状測定装置10は、光学的表面形状測定機11と触針式検出器22などの高さ測定機を備え、光学式表面形状測定機11で測定した複数箇所の測定面領域の各面測定データにおける高さ測定点の各測定値の相対的位置関係を、高さ測定機22で測定した前記高さ測定点の各測定値の相対的位置関係に合わせるように前記各面測定データを移動補正する。
(もっと読む)
座標測定用ヘッドユニット及び座標測定機
【課題】小型、安価で、高速の高精度測定が可能であり、工作機械における機上測定や搬送ラインでのインサイト測定が容易な、座標測定用ヘッドユニットを提供する。
【解決手段】座標測定用ヘッドユニット10において、コンピュータ数値制御によりプローブ12を互いに直交する複数の駆動軸に沿って移動させ、測定対象に当接させて測定対象の寸法を計測するための駆動手段(X軸駆動部14、Y軸駆動部16、Z軸駆動部18)と、該駆動手段14、16、18を収めるための一体化された筐体13と、該筐体13のいずれかの側面に設けられた、前記駆動手段14、16、18のいずれか一つを支持体(ベース30に固定されたスタンド32上のサポート34)に取付けるための取付手段(取付面20)と、を備える。
(もっと読む)
被加工物の真直度校正方法
【課題】 表面形状測定装置を介して工作機械のワークテーブル上の加工ワークの真直度を測定し、その測定された真直度の値を校正する方法の提供。
【解決手段】 一対の平面鏡(M1,M2)を距離d離して両端に設けた姿勢表示物体2を1個、変位センサ4を用い、長尺の被測定物(加工ワーク)wを距離dずつ移動さして変位センサ4により被測定物の真直度を測定し、この測定値に含まれる装置の運動誤差誤差を差し引く校正を行うので、短い姿勢表示物体2を用いて長い被測定物の真直度を校正することができる。
(もっと読む)
形状推定システム、センタサーバ、形状推定方法、および形状推定プログラム
【課題】精度よく検出対象物に関する情報を推定する形状推定システム、センタサーバ、形状推定方法、及び、形状推定プログラムを提供する。
【解決手段】複数のセンサ端末201−1〜201−mのそれぞれは、センシングエリア内にある検出対象物を検出するとともに、当該検出対象物との距離に応じた強度を検出する検出部101と、前記検出部による検出結果をセンタサーバ401に送信する通信部102とを有し、前記センタサーバは、前記複数のセンサ端末から送信される前記検出結果を受信する通信部301と、前記複数のセンサ端末から送信される前記検出結果と記憶部303から読み出したセンシングエリア情報を用いて前記強度に応じて区分される複数のクラス毎に推定方程式を求め、当該複数の推定方程式に基づき連立方程式を解くことにより、前記検出対象物を表わす検出対象物情報を算出するデータ処理部302とを有する。
(もっと読む)
工作機械用測定方法
【課題】本発明は、工作機械上の被加工物を測定する方法及び装置を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。また、いくつかの方法で前提の機械位置の値と実際の値との間の誤差を補償する。
(もっと読む)
軌道解析装置、軌道解析方法
【課題】微小な動きから、大きな動きまで正確に検出可能とする軌道解析装置および軌道解析方法を提供する。
【解決手段】物体に固定され、角速度センサーと、少なくとも2個の加速度センサーと、を備える慣性センサーを備える姿勢検出部と、検出データを増幅しA/D変換するデータI/F部と、データを処理する演算部と、演算結果に基づき、前記加速度センサーのどちらか一方の加速度センサーを選択するセンサー制御部と、選択された前記加速度センサーを含む前記慣性センサーからの出力データから姿勢データを生成し、送出する姿勢データ生成部と、を備える姿勢検出装置と、前記姿勢検出装置からの前記姿勢データを解析する解析部と、前記姿勢データおよび解析結果を保存する保存部と、前記解析結果を通知する通知部と、を備える解析装置と、前記姿勢検出装置と前記解析装置との通信手段と、を含む軌道解析装置。
(もっと読む)
測定方法及び形状測定装置
【課題】センサ1本だけを用いた繰返し走査型の2点法で高い測定精度を実現する新しい測定方法及び形状測定装置を提供する。
【解決手段】回転ガイドRGの周囲を走査用回転部SRを相対回転させ、それと共にセンサS1が被測定対象OBの周囲を回転し外周の凹凸を検出するので、変位センサS1の出力が不図示のエンコーダの信号に同期して出力される。回転軸線Xの交差位置を変えずに被測定対象OBと検出部保持台BSとを走査方向に所定の角度だけ回転変位させる。回転ガイドRGの周囲を、走査用回転部SRを相対回転させるとそれと共にセンサS1が被測定対象OBの周囲を回転し、その出力を取得することで(4)ー(6)式が求められ被測定対象OBの形状だけを求める差分が得られる。
m1(θ)=f(θ)+ex(θ)(4)、m2(θ)=f(θ+φ)+ex(θ)(5)、m2(θ)−m1(θ)=f(θ+φ)−f(θ)(6)
(もっと読む)
座標位置決め装置を用いて得られる測定値の誤差の補正
測定プローブ(18)を有する座標位置決め装置を操作する方法が記載される。方法は、一連の公称同一の部品の内の第一の部品(24)を選択する工程であって、少なくとも、第一の部品(24)の一つ以上の構造と関連する第一の基準幾何学的特性は知られている工程を含む。また、第一の部品(24)の一つ以上の構造を測定するために、座標位置決め装置を用い、そこから、第一の基準幾何学的特性に対応する、第一の測定幾何学的特性を決定する工程が実行される。それから、第一の基準幾何学的特性と第一測定幾何学的特性との間の差異を記述する、第一の特性補正値が決定される。座標位置決め装置は、それから、一連の公称同一の部品の内の一つ以上の他の部品の一つ以上の構造を測定するために用いられ、各々の他の部品に対して、第一の基準幾何学的特性に対応する、他の測定幾何学的特性が決定される。それから、第一の特性補正値が、各々の他の測定幾何学的特性に適用される。対応する座標位置決め装置が、また、記載される。 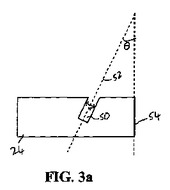 (もっと読む)
(もっと読む)
パターン化された構造を測定するための方法およびシステム
パターン化された構造の少なくとも1つのパラメータの測定で使用するための方法およびシステムが提供される。方法は:構造の異なる位置上の測定に対応する複数の測定された信号を含む測定されたデータと、理論的信号と測定された信号との間の関係は、構造の少なくとも1つのパラメータを示す理論的信号を示すデータとを含む入力データを提供する過程と;構造の少なくとも1つの性質を特徴付ける少なくとも1つの選択されたグローバルパラメータに基づきペナルティ関数を提供する過程と;フィッティングプロシージャの前記実行は、理論的信号と測定された信号との間の最適化された関係を決定するために前記ペナルティ関数を使用することと、構造の前記少なくとも1つのパラメータを決定するために最適化された関係を使用することとを含む、理論的信号と測定された信号との間のフィッティングプロシージャを実行する過程と;からなる。 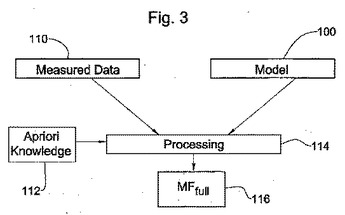 (もっと読む)
(もっと読む)
校正装置及び測定装置
【課題】角度2点法プローブのゼロ点校正を角度2点法の環境に対するロバスト性を維持しながら、迅速に、精度よく、かつ簡便に実現できる校正装置及び真直形状測定装置を提供する。
【解決手段】校正対象となる2つの角度センサSS1〜SS2を円板CP1〜CP2に対して相対的に固定し、回転角θ=0度において2つの多面鏡CP1〜CP2の傾斜角を、各角度センサセンサSS1〜SS2を用いて測定して第1の測定値を求め、且つ回転角θ=180度において2つの多面鏡CP1〜CP2の傾斜角を、角度センサセンサSS1〜SS2を用いて測定して第2の測定値を求め、第1の測定値と第2の測定値とに基づいて、前記角度センサのゼロ点誤差を校正できる
(もっと読む)
形状推定システム、角度推定方法及び対象物数推定方法
【課題】2次元平面上の対象物の形状の外周を構成する線分がなす内角を推定する。
【解決手段】複合センサノードは、予め定められた形状をなすように配備され、センシングエリア内における形状推定対象物の有無を検出する複数のセンサと、センサのそれぞれが検出した形状推定対象物の有無を示す検出結果情報をサーバに送信する送信手段とを備え、サーバは、形状推定対象物の頂点の内角がαの場合に、複合センサノードのうち、特定の複合センサノードが形状推定対象物を検出し、その他が検出しないセンシング結果となる複合センサノードの集合の測度を、複合センサノードのパラメータとαから計算する測度計算手段と、測度から内角α1,・・・,αn(nは内角の数)である場合のセンシング結果の期待値を計算する期待値計算手段と、センシング結果と期待値の差分を小さくする内角α1,・・・,αnを探索する探索手段とを備える。
(もっと読む)
UO鋼管溶接部ビード位置検出装置
【課題】UO鋼管の溶接部ビード位置を、安価で、精度よく検出することが可能なUO鋼管溶接部ビード位置検出装置を提供する。
【解決手段】UO鋼管1の軸線直下に配置されたタッチローラ6を当該UO鋼管1の外周面に当接した状態で、ターニングロール3によってUO鋼管1を周方向に回転させると、UO鋼管1の溶接部ビード2がタッチローラ6を乗り越える前後で2個1対のレーザ式変位計9の出力が変動するため、それらのレーザ式変位計9の出力変動から溶接部ビード2の入側と出側の位置を求め、その中間を溶接部ビード2の位置として算出することができる。また、2個1対のレーザ式変位計9の出力の微分値の絶対値が所定値以上になる位置を溶接部ビード2の入側又は出側の位置とすることで、検出精度を向上することができる。
(もっと読む)
駆動装置および測定装置
【課題】鉛直方向への駆動精度を向上させる
【解決手段】Z軸スピンドル19は、エアベアリング22−1および22−2により鉛直方向への移動がガイドされる。シャフトモータ23は、鉛直方向に延びるように配置されるシャフト25と、シャフト25に対して非接触で、シャフト25に沿った方向にZ軸スピンドル19を駆動させる駆動力を発生するスライダ26から構成される。また、エアシリンダ29は、シャフトモータ23のシャフト25によりZ軸スピンドル19の重量を支持し、Z軸スピンドル19の重量に見合う押上力を、Z軸スピンドル19の移動に応じて発生する。本発明は、例えば、プローブにより形状を測定する三次元測定装置に適用できる。
(もっと読む)
測定データ無線転送システム
【課題】消費電力が低く、且つ混信の発生を防ぐことのできる測定データ無線転送システムを提供する。
【解決手段】複数の子機10と、各子機10から送信された測定データを受信する親機20とを備えた測定データ無線転送システム100において、子機10の各々は、初期設定時に親機20に対して、所定の基準時点から測定データを送信するまでの待ち時間を設定する待ち時間情報を含む設定データを要求する設定要求信号を出力し、親機20からの設定データに基づいて測定データの送信タイミングを制御し、測定データの送信タイミングには親機20との通信を行う通信部11を起動状態とさせ、当該測定データの送信後には通信部11を停止させ、親機20は、子機10の各々が互いに異なる送信タイミングで測定データを送信するよう待ち時間情報を決定し、設定要求信号に応じ、複数の子機10に対して待ち時間情報を含む設定データを送信する。
(もっと読む)
組付部の位置算出方法、及び、組付部の位置算出システム
【課題】部品を組付けた状態や完成車の状態で組付部が内部に隠れていたり、ボデーや他の部品によって遮られていたりする場合でも、前記組付部の実際の位置を定量的に把握することにより、前記部品の組付精度を簡易かつ迅速に計測することができる、組付部の位置算出方法、及び、組付部の位置算出システムを提供する。
【解決手段】本発明に係る組付部の位置算出方法は、各部品の連結前における外形形状をそれぞれ測定する第一測定工程と、組付構造の連結部の外形形状を測定する第二測定工程と、第一外形データ51及び第二外形データ52と、連結部外形データ53とのそれぞれの外形線が重なるように位置合わせを行う整合工程と、設計データ61と、組付構造外形データ54との、それぞれの外形線が重なるように位置合わせを行う位置算出工程と、を備える。
(もっと読む)
形状推定システム、サーバ装置、形状推定方法、及び、形状推定プログラム
【課題】位置が特定されていないセンサノードで検出された検出対象に関する情報から、検出対象の形状情報を推定する形状推定システムを提供する。
【解決手段】形状推定システムが、複数のセンサノードとサーバ装置とを備える。複数のセンサノードのそれぞれは、予め定められている複数のセンシングエリア内における検出対象物の有無を検出するセンサ部と、センサ部による検出結果をサーバ装置へ送信する第1の通信部とを有し、複数のセンサノードが、複数のセンシングエリアの設定条件が異なる複数種類のセンサノードからなり、サーバ装置は、複数のセンサノードから送信された検出結果を受信する第2の通信部と、複数のセンサノードから受信した検出結果と、複数のセンサノードの複数のセンシングエリアに関する情報と、複数のセンシングエリアの平均密度に関する情報とに基づいて、検出対象物の形状に関する形状情報の推定値を算出する処理部とを備えている。
(もっと読む)
真直度測定装置
【課題】ゼロ点ずれを精度良く検出すること。
【解決手段】第1の形状測定器(P1,P1′)と、第2の形状測定器(P3,P3′)と、第3の形状測定器(P5,P5′)と、形状測定器(P1〜P5′)を支持する支持部材(7)を有し移動方向下流側に向って第1の形状測定器(P1,P1′)と第2の形状測定器(P1,P1′)と第3の形状測定器(P1,P1′)とが配置された測定ユニット(U1)と、第1の形状測定器(P1,P1′)と第2の形状測定器(P3,P3′)との相対的な位置ずれ量を測定する測定ユニット(U1)と一体的に移動可能な第1のずれ量測定器(36)と、第1の形状測定器(P1,P1′)と第3の形状測定器(P5,P5′)との相対的な位置ずれ量を測定する測定ユニット(U1)と一体的に移動可能な第2のずれ量測定器(37)と、を備えた真直度測定装置(A)。
(もっと読む)
膜厚測定装置
【課題】帯状基材とローラの間に空気の巻き込みが発生した場合でも、その影響を受けず、塗膜の膜厚を測定できる膜厚測定装置を提供する。
【解決手段】膜厚測定装置100は、ローラ30上を搬送される帯状基材10の長さ方向に塗工部40から塗液44を塗工して形成された塗膜12の膜厚を測定する。この装置100は、基材10の搬送方向90に対して塗工部40よりも上流側の位置に設けられ、ローラ外表面30aから基材表面10aまでの厚みX1を測定する第1厚みセンサ50と、塗工部40よりも下流側の位置に設けられ、ローラ外表面30aから塗膜表面12aまでの厚みX2を測定する第2厚みセンサ60とを備え、第1厚みセンサ50で測定された厚みX1と、第2厚みセンサ60で測定された厚みX2との差分から塗膜12の膜厚を算出し得るように構成されている。
(もっと読む)
21 - 40 / 186
[ Back to top ]