
Fターム[2F069GG65]の内容
測定手段を特定しない測長装置 (16,435) | 測定方式 (4,762) | 測定子の数 (697) | 数個 (79)
Fターム[2F069GG65]に分類される特許
21 - 40 / 79
回転位置検出装置およびレーザ加工機

【課題】ドグの有無を検知するためのセンサからの信号のみを用いることで、360°以上の回転ストロークを有する回転軸の回転位置を検出すること。
【解決手段】原点センサ16cにてドグ20cが検知されるとともに、OT+センサ16aおよびOT−センサ16bにてドグ20a、20bがそれぞれ検知されない時に加工ヘッド13が原点位置にあると判別し、原点センサ16cにてドグ20cが検知されるとともに、OT−センサ16bにてドグ20bが検知されることなく、OT+センサ16aにてドグ20aが検知された時に加工ヘッド13が+360°だけ回転したと判別し、原点センサ16cにてドグ20cが検知されるとともに、OT+センサ16aにてドグ20aが検知されることなく、OT−センサ16bにてドグ20bが検知された時に加工ヘッド13が−360°だけ回転したと判別する。
(もっと読む)
内面検査装置とこれを備える内面加工検査装置

【課題】切削加工後の長尺シャフトなどの管状部材の内面を簡単に検査できる内面検査装置を提供する。
【解決手段】管状部材1の内面2を加工する内面検査装置であって、管状部材1を固定する固定装置10と、固定装置10により固定された管状部材1の内面2を加工する加工機20、30、40と、内面2に区画された管状部材の内部空間に位置した状態で、加工機に加工された内面2を検知する内面検査ヘッド15と、を備える。
(もっと読む)
金属帯板の形状測定ロール
【課題】調整が容易で部品の交換だけで長期間使用することができ、金属帯板の幅方向の端部まで精度良く形状を測定することができる金属帯板の形状測定ロールを提供する。
【解決手段】金属帯板が走行するラインに両端が回転自在に支持され前記金属帯板を巻き付けるように設置する金属帯板の形状測定ロール1において、表面に少なくとも1本以上の軸方向溝を形成した内側ロール10と、内側ロール10に嵌合する中空円筒20と、内側ロール10の軸方向溝40内に設置され金属帯板の巻付け圧力を測定する複数のセンサセット30とを備えた。
(もっと読む)
エンジンマウント変位測定方法
【課題】計測器を用いて車両に対するエンジンマウントの変位を迅速且つ正確に測定できるエンジンマウント変位測定方法を提供する。
【解決手段】車両1を定盤11の上に配置して、車両1の車軸方向に基づいて車両基準の座標系P(x、y、z)を決定し、車両基準の座標系P(x、y、z)における計測器21、51の原点位置と、計測器基準の座標系Q(X、Y、Z)におけるエンジンマウントの三次元位置とを用いて所定の座標変換行列式により、車両基準の座標系P(x、y、z)におけるエンジンマウントの三次元位置を算出する。これにより、車両基準の座標系P(x、y、z)におけるエンジンマウントの変位を迅速且つ正確に測定することができる。
(もっと読む)
形状測定装置
【課題】長尺大面積の直線形状や、面形状の測定における逐次3点法の零点調整を、工作機械やそれに類似する測定システム上に簡便に実現することができ、反転法と異なり長尺の被測定物の被測定対象面を置き直すことがなく測定ができる形状測定装置を提供する。
【解決手段】
形状測定装置は、変位センサ41〜43の検出感度軸方向Kが水平面に含まれるとともに互いに反対方向となる第2姿勢位置D2及び第3姿勢位置D3、及び水平面と直交する鉛直方向に向ける第1姿勢位置D1を取り得るようにホルダ38を回転自在に支持する姿勢可変機構を備える。形状測定装置は基準幅直定規を変位センサ41〜43の配列方向を走査方向として、該走査方向に走査測定することで得られる幅真直形状と基準幅直定規の校正値を比較することで変位センサ41〜43の零点調整誤差を算出し、被測定物の断面形状を逐次3点法で測定して、零点調整誤差に基づき校正する。
(もっと読む)
エンジンマウントの変位量計測方法
【課題】エンジンやボデーにたわみ等の変形が生じた場合であっても、エンジンマウントの変位量をグローバル座標系において算出することができ、さらに、車両の進行方向等を考慮した車両座標系に対する変位量をも算出することができる、エンジンマウントの変位量計測方法を提供する。
【解決手段】本発明に係るエンジンマウントの変位量計測方法は、センサ座標系におけるエンジンマウント10の変位量を計測する変位量計測工程と、重力作用方向及び東西南北方向を計測することでグローバル座標系を設定するグローバル座標系設定工程と、センサ座標系のグローバル座標系に対する姿勢角を算出する姿勢角算出工程と、姿勢角算出工程で算出した姿勢角に基づいて、変位量計測工程で計測したエンジンマウント10の変位量を前記グローバル座標系における変位量に変換するグローバル座標系変換工程と、を備える。
(もっと読む)
幾何学的タイヤ測定値のデータ品質を向上させるフィルタリング処理方法
タイヤ測定システムが生のタイヤ測定データ及び変換タイヤ測定データ(例えば、測定された半径方向又は側方回転振れ値のデータセット)をストレージする種々のメモリ/メディア要素並びにコンピュータ実行可能命令の形態をしたソフトウェアを搭載したコンピュータを含み、コンピュータ実行可能命令をプロセッサによって実行し、それにより、得られたデータセットに含まれていて、隣り合う測定値を超えて突き出ている選択された回転振れ値をフィルタリング処理し、フィルタリング処理済み回転振れ値のうちで、かかる値セット全体を包囲している凸包上に位置する選択されたフィルタリング処理済み回転振れ値を識別し、凸包上に位置する回転振れ値のうちの識別された選択回転振れ値の補間を実行してフィルタリング処理済み回転振れ測定値の最終データセットを得る。逆データセットに対して同様なステップを実行してサイドウォール変形特徴部、例えばサイドウォール窪みを一層適切に検出する。 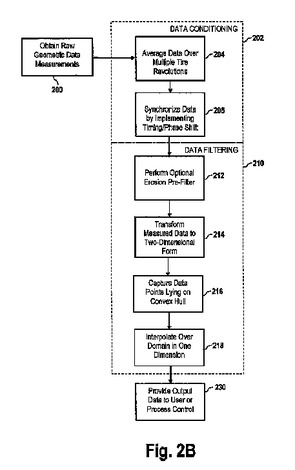 (もっと読む)
(もっと読む)
形状推定システム、センタサーバ、形状推定方法、及び、形状推定プログラム
【課題】位置が特定されないセンサの検出対象物の検出有無の情報により、検出対象物の検出部分の面積情報、形状種別情報、形状種別情報に応じた形状判定関数を用いずに、検出対象物の形状情報を推定する形状推定システム、センタサーバ、形状推定方法、及び、形状推定プログラムを提供する。
【解決手段】形状推定システムにおいて、センサノード装置201−1〜201−mがそれぞれ、所定のセンシングエリア内における検出対象物の有無を検出して検出結果をセンタサーバ装置401に送信し、センタサーバ装置401が、受信した検出結果に基づき算出する検出対象物を検出した検出センサ数と、センサノード装置201−1〜201−mの所定のセンシングエリアに関する情報と、面積あたりのセンサノード装置201−1〜201−mの設置密度情報とに基づき、検出対象物の形状に関する形状情報の推定値を算出する。
(もっと読む)
一軸コンバインドプラント及びこの一軸コンバインドプラントの起動方法
【課題】本発明は、クラッチ嵌合時の2つの軸の軸ずれを測定する軸ずれ測定装置及びこの軸ずれ測定装置を備えた一軸コンバインドプラントを提供することを目的とする。
【解決手段】制御装置10において、ガスタービン3の軸3aと蒸気タービン5の軸5aとの軸ずれ量を測定し、測定した軸ずれ量に応じて蒸気タービン5の回転速度の昇速率及びヒートソーク時間を設定し、クラッチ7が軸3a,5aを結合するときの軸ずれ量が許容範囲内に収まるようにする。
(もっと読む)
圧力測定装置及び厚み測定装置
【課題】 平板状の被測定物に生じる体積変化の分布を測定可能な装置を提供する。
【解決手段】 圧力測定装置10は、平板状の被測定物を表裏面から挟持する一対の固定部材2,12と、固定部材12の内側面に設けられているとともに、被測定物と固定部材12の間に生じる圧力分布を検出する圧力センサ8を備えている。圧力測定装置10は、被測定物と固定部材12の間に生じる圧力分布を検出することにより、被測定物に生じた体積変化の分布を測定することができる。
(もっと読む)
真直度測定装置
【課題】真直度を効率よく測定することができる真直度測定装置を提供すること。
【解決手段】本発明の真直度測定装置10は、被測定物M上を自走可能であり反射ミラーを載置した筐体11と、筐体11とは別に設置されたオートコリメータ12と、筐体11の走行距離データ、及びオートコリメータ12からの傾斜データを処理し被測定物Mの真直度を算出する解析用コンピュータ13とを備えている。筐体11は、その底面側にタイヤ8a、8bを有し、タイヤ8bの回転によって筐体11の走行距離が求められ、その走行距離は解析用コンピュータ13に入力されて被測定物M上における筐体11の位置が算出される。
(もっと読む)
金属帯の形状測定装置
【要 約】
【課 題】 極薄金属帯の形状を精度良く測定する形状測定装置を提供する
【解決手段】 金属帯を垂直方向に搬送する搬送手段と、金属帯に付加される張力を制御する張力制御手段と、非接触式距離計を金属帯の長手方向に走査させる距離計走査手段と、非接触式距離計によって得られた測定データから金属帯の形状指標を演算する演算手段と、を有する金属帯の形状測定装置。
(もっと読む)
表面形状測定装置及び露光装置
【課題】単純な構成で高精度に被測定物体の表面形状を測定する表面形状測定装置及び露光装置を提供する。
【解決手段】表面形状測定装置は、光源からの白色光をモスアイ形状の反射防止部を有するプリズムを用いて基板と参照面に80度以上の入射角で入射させ、白色干渉光を得る。波長選択が可能な光学フィルターを用いて白色干渉光を複数の単一光による干渉光に分解する。その複数の干渉光に対して高速フーリエ変換を行いパワースペクトル分布を求め、スペクトルのピーク位置情報を用いて基板の表面形状を測定する。
(もっと読む)
変位量検出方法及びそれに用いる装置
【課題】温度環境が変動しても高精度に測定できる変位量検出方法及び装置を提供する。
【解決手段】変位量検出手段によりワークの変位量を検出する方法において、非加熱状態で該変位量検出手段を作動させた後、該変位量検出手段の検出部の温度が所定温度に達するまでに、該ワークの見かけの変位量を検出すると共に、該検出部の温度を検知する動作を複数回行い、該見かけの変位量及び該検出部の温度から、温度変化に伴うワークの見かけの変位量の変化率を算出し、該温度が所定の温度に達した後、ワークの変位量を検出すると共に、該検出部の温度を検知し、該見かけの変位量の変化率から得た補正値を該ワークの該変位量から減算して補正した変位量を出力することを特徴とする。また、変位量検出手段によりワークの変位量を検出する変位量検出装置において、温度検知手段と、記憶手段と、変化率算出手段と、補正変位量出力手段とを備える。
(もっと読む)
位置決定用測定装置のXYテーブル
XYテーブルは、固定基準部分(B)と、該基準部分(B)に対して相対的に第1の方向(Y)に移動可能に保持されている中間部分(F)と、該中間部分(F)に対して相対的に第2の方向(X)に移動可能に保持されている物体(O)とを含む。この場合、処理されるべき部品(W)が物体(O)又は基準部分(B)上に配置される。さらに、第1の方向(Y)に対して、基準部分(B)と中間部分(F)との間の平面内自由度(X、Y、Rz)を測定するための少なくとも1つの1Dプラスエンコーダ(M1、M2)と、第2の方向(X)に対して、物体(O)と中間部分(F)との間の平面内自由度(X、Y、Rz)を測定するための少なくとも1つの1Dプラスエンコーダ(M3、M4)とを含む。これにより、部品(W)又は物体(O)におけるツール中心点(TCP)の位置(Xo、Yo)が測定可能である。1Dプラスエンコーダ(M1、M2、M3、M4)は、第1及び第2(Y、X)の方向に広がる平面であってツール中心点(TCP)を含む平面内へのそれらの投影が、XYテーブルの全走行領域内で部品(W)の外側に存在するように配置されている。これにより、アッベ(Abbe)条件が満足されるので、簡単な1Dプラスエンコーダを用いて物体(O)におけるツール中心点(TCP)の正確な測定を可能にする。 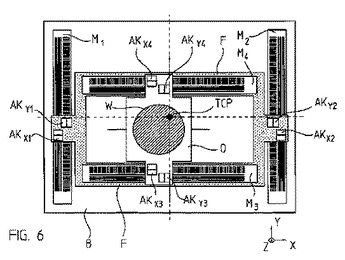 (もっと読む)
(もっと読む)
変位計、およびそのデータ集録方法
【課題】センサー部を順番に設置して複数箇所の計測データをモニター部で集録して全体の変位を計測する変位計において、計測データ処理順番の誤りを低減した変位計を提供すること。
【解決手段】センサー部3とモニター部1と接続線2a、2bからなる変位計において、電源供給手段7の起動信号兼電源を供給してセンサー部が順次起動するようにして、起動時には後続のセンサー部を開放にした通信をおこない、また、複数のセンサー部がモニター部に計測データを順次送信するようにした。
(もっと読む)
金属帯板の形状測定装置
【課題】単純な構造で精度が良く、その上安価な金属帯板の形状測定ロール及び金属帯板の形状測定装置を提供する。
【解決手段】金属の帯板が走行する設備に両端が回転自在に支持され前記帯板を巻き付けるように配置されるロールにおいて、該ロールの表面には少なくとも1本以上の周方向から傾斜した溝、又は、少なくとも2本以上の円周方向の溝を設けるとともに、前記ロールの軸方向位置には少なくとも1個以上の前記帯板の変位を測定する変位測定手段を備えた。
(もっと読む)
ブレード先端間隙を測定するための装置
取付けシステムを有するフレームと、フレームと連結されたアームと、アームと連結された測定センサとを備えた、ガスタービンエンジンのブレード先端間隙を測定するための装置。フレームは裏当て部および延出部を有することができ、アームが延出部と連結されることができる。装置は、取付機構が複数のクランプを有することができる。クランプは、協働して装置を定位置に係止するカムおよびねじを有することができる。ねじはブッシングと連結され、ブッシングは当該ブッシングを拡張可能な複数の長孔を有することができる。 (もっと読む)
車体の二点の矯正座標点を計測するシステム
【課題】この種の計測システムに、本出願人が提案する発明がある。水準器を備えたゲージ棒と、ゲージ棒の両端に設けたジョイント部材で構成し、ジョイント部材に垂設した位置決めゲージと、一本〜数本の計測ゲージで構成し、計測ゲージで、車輌の歪みを計測する。一本のゲージ棒を基点として、一箇所〜二箇所の歪みを計測できるが、一本のケージ棒を介して、計測するので問題である。
【構成】車体の複数矯正座標点に支持した対の座標位置決め兼支持具と、各座標位置決め兼支持具に、垂下した各座標位置決めスケールと、各座標位置決めスケールに一端を、座標計測支持具に他端を、支持した対の本体スケールと、各本体スケールに、座標計測支持具の他端を支持する際に、スペーサを介在し、本体スケールの他端を、水平面に対して位相を変え、座標計測支持具に支持する構造である。
(もっと読む)
ばね等検査部品の自動測定判別機
【課題】ばね等の検査部品に要求される複数の検査部品の検査を一連の検査の流れで行うと共に、検査の都度不良品はその段階で検査の流れから外し、最終的に良品のみを検査の流れから取り出すことにより、効率よく検査を行うことにある。
【解決手段】ばね等検査部品の複数の検査項目を自動的に測定して良品、不良品を判別するばね等検査部品の自動測定判別機であって、回転盤20と、検査部品供給経路装置14と、検査部品搬出経路装置16と、複数の測定ユニットと、不良品排出装置122とからなり、検査部品供給経路装置14から回転盤20に供給された検査部品をその公転移動中に複数の測定ユニットにより複数の検査項目の測定を行い、不良品は検査の都度、不良品排出装置122により排出し、最終的に良品の検査部品のみ検査部品搬出経路装置16から搬出することを特徴とする。
(もっと読む)
21 - 40 / 79
[ Back to top ]