
Fターム[2F069HH01]の内容
測定手段を特定しない測長装置 (16,435) | 測定器機 (1,161) | タッチプローブ (162)
Fターム[2F069HH01]に分類される特許
41 - 60 / 162
座標測定デバイス
可搬型の座標測定デバイスが、提供される。座標測定デバイスは、少なくとも1つのアームを含む。一端に磁気部材を含むブラケットが、アームに結合される。プローブが、アームの一端に回転可能なように結合され、プローブは、第1の側面に第1の鉄部材を含み、プローブは、第1の位置と第2の位置の間を動くことができ、鉄部材は、第2の位置にあるときに磁石に近接する。 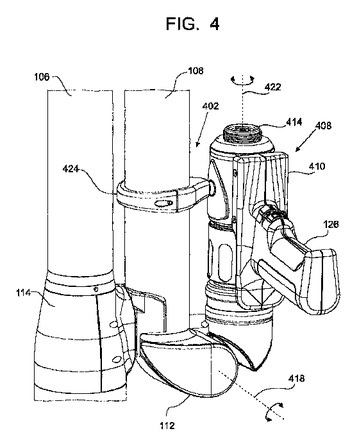 (もっと読む)
(もっと読む)
傾斜計を用いて関節アーム座標測定機の取り付けの安定性を評価するための方法
可搬型の関節アーム座標測定機が、基部と、反対側にある第1の端部および第2の端部を有する手動で位置付けることが可能な関節アーム部であって、複数の接続されたアームセグメントを含む、アーム部と、トランスデューサからの位置信号を受信する電子回路と、基部に結合された第1の傾斜計であって、基部の傾斜の角度に応じた第1の電気信号を生成するように構成された、第1の傾斜計と、第1の傾斜計の第1の読み取り値および第1の傾斜計の第2の読み取り値を記録するように構成された電気的システムであって、第1の読み取り値が、基部に加えられた第1の力および取り付け構造に加えられた第3の力のうちの少なくとも1つに応じたものであり、第2の読み取り値が、基部に加えられた第2の力および取り付け構造に加えられた第4の力のうちの少なくとも1つに応じたものである、電気的システムとを含む。 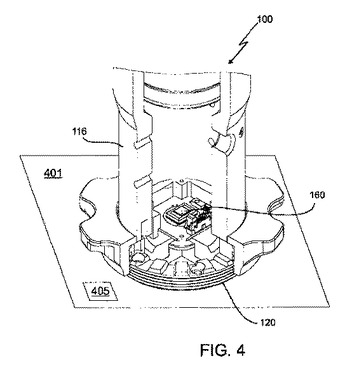 (もっと読む)
(もっと読む)
可搬型の関節アーム座標測定機の移動を改善するための傾斜計の使用
第1の位置から第2の位置に可搬型の関節アーム座標測定機(AACMM)を移動する方法において、AACMMは、第1の位置で第1の原点および第1の基準系を有し、第2の位置で第2の原点および第2の基準系を有する、方法であって、可搬型のAACMMが第1の位置および第2の位置のそれぞれにあるようにして、重力ベクトルに対して各方向がほぼ直交する2つの直交方向に沿った可搬型のAACMMの傾斜の量を測定するステップと、可搬型のAACMMが第1の位置にあるようにして第1の目標および第2の目標を測定して、第1の基準系においてx、y、およびz座標の第1の組ならびにx、y、およびz座標の第2の組を取得するステップと、可搬型のAACMMが第2の位置にあるようにして第1の目標および第2の目標を測定して、第2の基準系においてx、y、およびz座標の第3の組ならびにx、y、およびz座標の第4の組を取得するステップと、第1の基準系に対する第2の原点のx、y、およびz座標を発見するステップであって、第2の原点のx、y、およびz座標は、x、y、およびz座標の第1、第2、第3、および第4の組を使用するが、第1の位置および第2の位置でAACMMによって測定された第3の目標のさらなるx、y、およびz座標は使用せずに発見される、ステップとを含む方法。  (もっと読む)
(もっと読む)
座標測定デバイスのためのカウンタバランス
可搬型の関節アーム座標測定デバイスが、提供される。座標測定デバイスは、基部と、少なくとも1つのアームセグメントを有する関節アーム部とを含む。付勢部材が、基部に第1の端部で結合され、関節アーム部に第2の端部で結合される。付勢部材の第1の端部は、第1の位置と第2の位置の間を動くことができる。アジャスタが、基部と付勢部材の間に結合される。アジャスタは、付勢部材の第1の端部を第1の位置から第2の位置に動かすために結合される。  (もっと読む)
(もっと読む)
形状測定装置
【課題】被検物の形状測定において、測定プローブと被検物との位置合わせ作業を簡単に
行うことが可能な構成の形状測定装置を提供する。
【解決手段】被検物に対して光プローブ20を相対移動させて、光プローブ20により得
られた情報から被検物の三次元形状を非接触で測定するように構成された形状測定装置に
おいて、光プローブ20を被検物に対して所定の位置となるように移動させる門型構造体
10と、被検物を少なくとも2つの回転軸方向に回転させる支持装置30とを有して構成
される。
(もっと読む)
照明付きプローブ端を有する座標測定機および動作方法
可搬型の関節アーム座標測定機(AACMM)が、提供される。AACMM(100)は、反対側にある第1の端部および第2の端部を有する手動で位置付けることが可能な関節アーム(104)を含む。アーム(104)は、複数の接続されたアームセグメント(106、108)を含み、アームセグメント(106、108)のそれぞれは、位置信号を生成するための少なくとも1つの位置トランスデューサを含む。測定デバイス(118)が、AACMM(100)の第1の端部に装着される。トランスデューサからの位置信号を受信するための、および測定デバイス(118)の位置に対応するデータを提供するための電子回路(210)が、設けられる。光源(402)が、アーム(104)に結合され、測定デバイス(118)の近くに光を放射するように配置される。 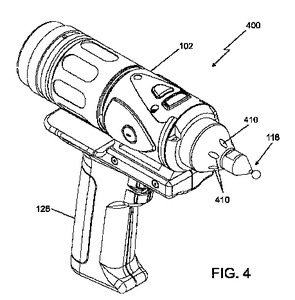 (もっと読む)
(もっと読む)
駆動装置および測定装置

【課題】鉛直方向への駆動精度を向上させる
【解決手段】Z軸スピンドル19は、エアベアリング22−1および22−2により鉛直方向への移動がガイドされる。シャフトモータ23は、鉛直方向に延びるように配置されるシャフト25と、シャフト25に対して非接触で、シャフト25に沿った方向にZ軸スピンドル19を駆動させる駆動力を発生するスライダ26から構成される。また、エアシリンダ29は、シャフトモータ23のシャフト25によりZ軸スピンドル19の重量を支持し、Z軸スピンドル19の重量に見合う押上力を、Z軸スピンドル19の移動に応じて発生する。本発明は、例えば、プローブにより形状を測定する三次元測定装置に適用できる。
(もっと読む)
測定オブジェクトの形状を触覚光学式に決定するための方法および装置
本発明は、座標測定装置内のワークピースの構造および/または形状を、触覚光学式の測定法によって決定するための方法であって、少なくとも1つの方向における接触型プローブ要素の位置を、光学的に横方向に測定する方法で、第1のセンサによって決定し、かつ、少なくとも1つの第2の方向における接触型プローブ要素の位置を、少なくとも1つの距離センサによって決定する方法に関する。複数のセンサによる接触型プローブ要素の誤りのない検出を可能にするために、接触型プローブ要素を保持手段に取り付けるために、第1のセンサの光路によってビーム方向に貫通される少なくとも1つの柔軟な接続要素を使用し、該接続要素は透明であり、および/または第1のセンサに対し大幅に焦点を外して設けられることが提案される。 (もっと読む)
三次元測定機
【課題】被測定物の大きさに拘わらず、プローブの接触を確認しながら測定を実行することができる三次元測定機を提供する。
【解決手段】被測定物を載置するテーブルとプローブとを三次元方向へ相対移動させる相対移動機構13と、相対移動機構の駆動を指令する携帯可能な操作盤30と、操作盤からの指令に基づき相対移動機構を駆動させるとともに、プローブからの信号を取り込んで被測定物の形状を求める制御装置40とを備える。プローブの近傍にはカメラ20が取り付けられ、操作盤30には、表示部34と、カメラによって撮像された画像を表示部に表示する制御部38とが設けられている。
(もっと読む)
改良された関節式アーム
関節式アームCMMは、複数の伝達部材と、少なくとも2つの伝達部材を互いに接続する複数の関節部材と、遠端における座標取得部材と、近端におけるベースとを備える。関節部材の少なくとも2つは、少なくとも1つのエンコーダを備えることが可能であり、少なくとも2つのエンコーダは、ともに、単一のモノブロックハウジング内に収容されることが可能である。 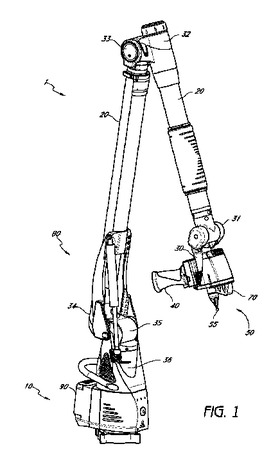 (もっと読む)
(もっと読む)
フレキシブルセンサチューブ
【課題】瓦礫内探索ロボットが瓦礫に埋もれた人を発見した場合に、その位置を正確に把握することを目的とする。
【解決手段】瓦礫内探索ロボットが外部の空気コンプレッサーから空気圧チューブやCCDカメラ等の信号情報ケーブルで結ばれる必要性があることに鑑み、瓦礫内探索ロボットと外部の空気コンプレッサーとを結ぶ空気圧チューブやロボットに取り付けられたCCDカメラ等の信号情報ケーブルを多関節構造のチューブで覆い、各関節角をポテンショメータ等のセンサにより検出し、そのセンサの出力信号から多関節構造のチューブの全体形状を算出することにより、多関節構造のチューブの先端部に位置する瓦礫内探索ロボットの位置を同定する。
(もっと読む)
関節プローブヘッド
【課題】関節プローブヘッドの回転軸をロックするためのブレーキを提供する。
【解決手段】支持体に取り付くための第1のマウントと、表面検出装置が取り付け可能な第2のマウントとを備え、第2のマウントが第1のマウントに対し一以上の軸回りに回転可能である関節プローブヘッドにおいて、第1のマウントに対する第2のマウントの一以上の軸回りの位置をロックするための少なくとも一以上の機械式ブレーキが設けられ、これにより、少なくとも一つの位置測定装置が、ロック位置において、第1のマウントに対する第2のマウントの一以上の軸回りの位置を決定すべく設けられる。
(もっと読む)
位置認識装置及び位置認識方法並びに位置決め装置
【課題】半導体ウエハの位置認識及び位置決めの精度を向上でき、信頼性を高めることができるようにすること。
【解決手段】位置認識装置11は、半導体ウエハWの端縁の位置を検出可能な複数のセンサa1、a2、b1、b2を備えた検出手段16と、半導体ウエハWと検出手段16とを直線方向に相対移動可能な移動手段17と、検出手段16の検出データから半導体ウエハWの中心位置を算出可能な制御手段18とを備えて構成されている。検出手段16は、前記相対移動する直線方向に対して直交する方向に、所定間隔を隔てて少なくとも4か所にセンサa1、a2、b1、b2が設けられている。
(もっと読む)
試験片の測寸装置
【課題】 試験片の位置を正確に設定することができ、試験片の寸法を精度よく測定することが可能な測寸装置を提供する。
【解決手段】 試験片1の両端をその下方より支持して搬送する一対のコンベア11と、このコンベア11により搬送された試験片1を撮影することにより試験片1の幅を光学的に測定する幅測定機構3と、このコンベア11により搬送された試験片1を上下方向から挟持することによりその上下方向の厚さを測定する厚さ測定機構4と、コンベア11による試験片1の搬送経路上に配設され試験片1の両端部に当接可能な当たりブロック6とを備える。
(もっと読む)
輪郭形状測定装置
【課題】 生産現場においても、短時間で自動的にころの輪郭形状を精度良く測定し、形状評価が行える輪郭形状測定装置を提供する。
【解決手段】 被測定物支持手段1により支持されたころWに対し、センサ移動機構4によりセンサ3を軸方向および垂直方向に移動させ、センサ3の先端の測定子2をころWに接触させる。測定動作制御手段はセンサ移動機構4に一連の測定動作を行わせ、測定値記憶手段はころWの軸方向複数箇所のセンサ3の測定値を記憶する。判定手段は、測定値記憶手段に記憶されたころWの測定結果と、前記寸法データとを比較する。
(もっと読む)
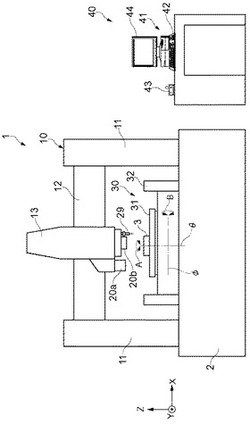
光学式やタッチプローブ型の測定機構部及び軸体支持機構部を有する軸体測定装置及び該装置による軸体の諸元及び精度の測定方法
【課題】 一体構造の装置で任意の形状の軸体の各部の諸元,精度等を効率的に、かつ高精度に測定できる軸体測定装置及びそれによる軸体の諸元及び精度の測定方法を提供する。
【解決手段】 軸体測定装置100は軸体200の外径,真円度,振れ,偏芯,キズ等を測定する光学式測定機構部1と、軸体200の幅寸法や振れ等を測定するタッチプローブ型測定機構部2と、軸体200を支持する軸体支持機構部3と、これ等の制御部4等を一体構造に配置したものからなる。また、タッチプローブ型測定機構部2の接触子2a等の位置調整等を行う接触子補正具7が設けられている。また、測定方法の1つとして外径寸法は軸体200に光学式測定機構部1の投光部1aから光線を当てて通過光線を受光部1bで測定することにより容易に求められる。
(もっと読む)
三次元測定機
【課題】精度よく測定しなければならない小さい領域と、精度よく測定しなくてもよい大きな領域とが混在する大きな被測定物を適切に測定することができる安価な三次元測定機の提供。
【解決手段】三次元測定機1は、三次元測定機本体2と、制御装置3とを備える。三次元測定機本体2は、測定子を有するプローブ4と、プローブ4を駆動する駆動機構5とを備える。プローブ4は、測定子を駆動する駆動部43を備える。制御装置3は、第1測定部321と、第2測定部322とを備える。第1測定部321は、駆動部43にて駆動される測定子の移動量を測定する。第2測定部322は、プローブ4の移動量を測定する。また、第2測定部322による測定精度は、第1測定部321による測定精度より低い。
(もっと読む)
測定スタンドおよびその電気制御方法
【課題】 特に薄層の厚さ測定に適した、測定用プローブを保持する測定スタンドおよびその制御方法の提供。
【解決手段】 測定用プローブ(26)を保持する保持器(24)を担持する変位部材(23)と、その変位部材を測定用プローブとともに上下に駆動する駆動ユニット(35)との間に、フリーホイール機構(51)を介在させ、測定用プローブ(26)または保持器(24)が測定対象(14)に接触すると、駆動ユニット(35)による駆動が変位部材(23)から切り離され且つスイッチング・デバイス(58)がスイッチング信号を制御ユニットへ送出する。
(もっと読む)
内面検査装置とこれを備える内面加工検査装置
【課題】切削加工後の長尺シャフトなどの管状部材の内面を簡単に検査できる内面検査装置を提供する。
【解決手段】管状部材1の内面2を加工する内面検査装置であって、管状部材1を固定する固定装置10と、固定装置10により固定された管状部材1の内面2を加工する加工機20、30、40と、内面2に区画された管状部材の内部空間に位置した状態で、加工機に加工された内面2を検知する内面検査ヘッド15と、を備える。
(もっと読む)
面形状測定機、面形状測定方法、及び面形状の測定値の解析方法
【課題】軸を中心として回転対称な非球面部材における非球面の輪郭形状の測定において、軸を挟んだ対称な有効径の範囲全体を対象とすることなく、短い時間で輪郭形状の誤差を高精度に測定可能な面形状測定機、測定方法及び面形状の測定値の解析方法を提供する。
【解決手段】軸Aを挟んだ非対称な範囲Mにおいて、軸Aの一方の側の所定位置から他方の側の別の所定位置までの非球面の輪郭形状を測定し、範囲Mにおける非球面の輪郭形状の測定値を用いて、測定値を得ていない軸Aを挟んだ他方の側の所定範囲に仮測定値として補完し、次いで、軸Aを挟んだ非対称な範囲と仮測定値を補完された範囲とを合わせた範囲において、測定値と仮測定値と非球面の輪郭形状の設計値とを用いて、所定の収束条件を満たすまで収束計算を行なうことにより、非球面の輪郭形状の誤差を算出する。
(もっと読む)
41 - 60 / 162
[ Back to top ]