
Fターム[3C060BB19]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 工具の形状、構造 (439) | 工具の形状 (181)
Fターム[3C060BB19]に分類される特許
101 - 120 / 181
シート状物品の押切装置
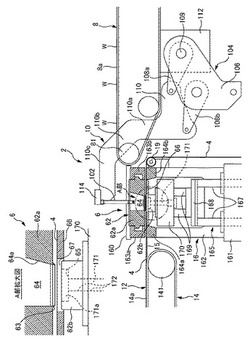
【課題】粘着剤が塗布された基材と粘着剤を覆う剥離シートとを有した長尺な帯状の被切断シートからシート状物品を所望形状に切り出して搬送コンベア上に移載する押切装置において、切断したシート状物品の姿勢と位置とを確実に維持して移載し得るようになして高速運転化を図る。
【解決手段】供給される被切断シート4を上下一対の押切型62間に挟んで所望形状に切断する押切手段6と、切断後のシート状物品wを搬送コンベア8上に移載する移載手段10とを備え、上側押切型62aには、下面に突出する切断刃63と、切断後のシート状物品wを排出するための取出口64とが形成され、下側押切型62bは昇降駆動機構165により上下に往復移動可能であり、移載手段10はシート状物品を吸着するノズル102と、このノズルの下端を取出口の下端から搬送コンベア上に往復平行移動させる往復平行移動機構104とを有する。
(もっと読む)
ロータリーダイカッター及びワークの切断方法

【課題】金属箔を有するワークを切断しても、ヒゲやカエリが発生することなく、かつ、確実に切断することが可能なロータリーダイカッターを提供する。
【解決手段】刃型22を有するダイカットロールと、外周面が平滑に形成されたアンビルロールとの間にワークを挿通させることにより、前記ワークに加工を施すロータリーダイカッターであって、刃型22は、その突出方向Pに沿った断面において、突出方向P先端側に向かうにしたがい近接する一対の側壁部23、23と、突出方向P先端に位置し突出方向Pに直交するように延在するフラット部24と、を有しており、突出方向Pと側壁部23とがなす角度αが、0°≦α≦20°の範囲内に設定され、かつ、一対の側壁部23、23同士がなす角度βが、10°≦β≦40°の範囲内に設定されていることを特徴とする。
(もっと読む)
多層容器の成形方法
【課題】多層体から切断する際に、多層体の端面を表面樹脂層によって中間層を安定して被覆する。
【解決手段】多層体10を構成する樹脂の少なくとも一層が溶融状態で、刃受け部14に支持された多層体10に押切刃15を所定量食い込ませることにより、上位の層が下位の層に食い込むように各層11,12,13を延伸させながら薄肉に圧縮変形させ、薄肉に圧縮された部分Sを押切刃15を刃受け部14に突き当たるまで押し込むことにより押し切り、中間層11および表面樹脂層12,13の各層を押切刃15と刃受け部14との突き当て部Aに収束させることを特徴とする。
(もっと読む)
板状部材製造装置及び板状部材製造方法
【課題】孔の開いた板状部材を製造する場合に「かす」と製品を混入させずに、しかも、複数枚の板状部材が積載された状態で取り出せて製品の梱包作業を容易にできる板状部材製造装置を提供する。
【解決手段】被加工材Wを打ち抜いて一枚の板状部材Wを製造した後は、上型20を上昇させて下型60から離し、続いて、被加工材Wを、板状部材Tの長さよりもやや長い距離だけ搬送して停止させ、再び、ダイプレート30と外形用パンチ66によって被加工材Wを打ち抜くと同時に孔用パンチ42によって製品に孔を開ける。これにより先行の製品(T1)が後行の製品(T2)の上に重なるように上型20の積載空間30aに積載される。このようにして被加工材Wを繰り返し打ち抜くことにより、複数枚の製品(板状部材)Tが、開口30bに連通した積載空間30aに積載されることとなる。
(もっと読む)
用紙端除去具
【課題】レポートや雑記帳など目次が記載されていない物になると探したいページに素早くたどり着ことが出来ず、市販されている粘着性のある物を使用したり、各自いろいろ工夫をこらしている。その中で、市販品の粘着性のある物を使用した場合は、規程の用紙寸法の収まらずその部分が飛び出してしまうなど、整理するときに不便である。それらを防ぐことができる道具を作ることが目的である。
【解決手段】1つの項目が10ページある場合に、見出し・タイトルを作り書き込みをしたい場合、押さえ金具(3)を最初に動かし、用紙押さえ金具(13)によって用紙に圧力を掛け続けることが出来、コの字型刃(6)により、用紙にコの字型の切り込みを入れることが可能で、また、コの字型刃(6)を3分割にしたことにより、切り込みの入った部分の処理が手で簡単に行う事が出来、その部分に見出し又はタイトルを記入する。
(もっと読む)
裁断機
【課題】プラスチック材料及び/またはポリマーに対して低い強度の新たな切削及びフライス加工を行う機械を提供する。
【解決手段】カットされるプラスチック材料2が置かれる少なくとも一の動作型の切削テーブル1と、複数の下部の電磁石3及び複数の上部の電磁石4と、強磁性の球体5と、マイクロ波を放射する手段6と、コンピューター数値制御手段7と、を含む裁断機に関する。この機械は、熱溶解によってプラスチック材料をカットする球体5の使用に基づいており、該球体は、磁気手段によって空間中で制御される。
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維と樹脂を掻き分けて貫通孔を開けるとき、貫通孔の部分にて繊維強化樹脂シートがよりよく補強されるように貫通孔を形成する方法を提供する。
【解決手段】繊維強化樹脂シートの貫通孔24となる部分に存在する繊維および樹脂を周りに掻き分けることにより貫通孔24を形成し、掻き分けによって貫通孔24の両端の周りに生じた一対の繊維と樹脂の混合隆起部28を貫通孔24内に延在する張力部材30,32により相互に引き付けて保持する。
(もっと読む)
シリコーン樹脂シートの打ち抜き加工方法
【課題】シリコーン樹脂シートに対して、切断面におけるマイクロクラックの発生やそれによる曲げ強度の低下を十分に防止しつつ打ち抜き加工することを可能にする。
【解決手段】シリコーン樹脂組成物から形成されたシリコーン樹脂シート21の打ち抜き加工方法であって、下方に向って被切断形状に配設された切断刃3とその内側及び外側に沿ってそれより高く敷設された弾性材4とを備えた上型1、2を配置すると共に、上型の下に上型の切断刃と対向するように上方に向って被切断形状に配設された切断刃13とその内側及び外側に沿ってそれより高く敷設された弾性材14とを備えた下型11、12を配置し、上型と下型との間にシリコーン樹脂シートを移送して位置決めし、上型及び/又は下型を両者の接近方向に、各切断刃の刃先がシリコーン樹脂シートにその上面及び下面から各々打ち込まれるように押圧する。
(もっと読む)
孔開け装置
【課題】樹脂シートに孔(貫通孔)を形成する孔開け装置にあっては、孔の形成精度の安定確保を実現できる技術の開発が求められていた。
【解決手段】樹脂シート91が載置される受け台2上にて昇降される孔開けユニット32に、樹脂シート91に突き刺す針31と、この針31を囲繞するように配置して針31に対して上下動可能に設けられた枠体36と、枠体36の下方への弾性付勢用のスプリング37とを設け、針31を突き刺したときに、枠体36が樹脂シート91を受け台2に押し付け、樹脂シート91からの針31の引き抜きを、枠体36が樹脂シート91の持ち上がりを押さえるため、円滑に行える孔開け装置を提供する。
する
(もっと読む)
パンチ型
【課題】プリント配線板の打ち抜き加工において、パンチ型の寿命を確保しつつ、打ち抜きバリの発生を抑止するパンチ型を提供する。
【解決手段】フレキシブルプリント配線板50Aの打ち抜き加工に用いられるパンチ型11であって、該パンチ型11の下面には側面視で波形状の凹凸部12が連続的に形成され、かつ、該凹凸部12を前記下面の全面に及んで下面視斜め平行に設けた。
(もっと読む)
打抜刃及び打抜方法
【課題】ガラス微小球体を有する原反を任意の製品形状に打ち抜く際に、ガラス微小球体の脱落を防止することを可能とする打抜刃を提供する。
【解決手段】ガラス微小球体(1)を有する原反(2)を製品形状(12)に打ち抜く打抜刃(20)であり、打抜刃(20)の刃先は、原反(2)を製品形状(12)に打ち抜く際に打抜刃(20)の外側の斜辺(201)と接触するガラス微小球体(1)を、打抜刃(20)の外側『押進方向』に押し進める形状からなる。
(もっと読む)
孔付き繊維強化複合体の製造方法、及びその複合体からなる航空機構造用部材
【課題】 高い寸法精度及び真円度及び低い表面粗度の接合用孔を有する繊維強化複合体を低コストで製造する方法を提供する。
【解決手段】 強化繊維にマトリックス樹脂を含浸したプリプレグからなる硬化プリプレグ成形体1’にドリル加工して接合用孔15を有する繊維強化複合体1を製造する方法であって、前記ドリル加工に、2つ以上の錐状の先端切刃81と、前記先端切刃81から連続的にシャンク82まで延在する2つ以上の外周切刃83と、前記先端切刃81からシャンク82まで延在する切屑排出溝84とを有するバニシングドリル8を用いる方法。
(もっと読む)
情報読み取り防止穴あけ具
【課題】破棄したい情報が箱等に直接書かれていても、また、シール等を使って箱等に貼られている場合でもシール等を剥がさずに、破棄したい情報を読み取り不能にすることができ、ゴミの出ない情報読み取り防止具を提供する。
【解決手段】先端が鋭利に尖った鋸状の刃2を持つ円盤状のカッター1により、紙等に穴をあける穴あけ具であって、柄6と前記柄6の下端に形成された支持脚4、前記支持脚4の底面中央に取り付けられたガード部材5、及び前記支持脚4に対して回動自在に支持された前記カッター1と前記カッター1の左右両側面に回動自在に取り付けられたローラー3とを備え、破棄したい情報が記載されている箇所に前記カッター1を当て押引すれば、前記刃2が破棄したい箇所に穴をあけ、情報を読み取り不能にすることを特徴とする情報読み取り防止穴あけ具。
(もっと読む)
パンチおよびそのパンチの加工方法
【課題】厚手のシート材を穿孔する場合にも、切り込み性を良好に確保し得るパンチおよびそのパンチの加工方法を提供する。
【解決手段】パンチ10の刃面12は、刃先平面視にて径方向に互いに直交する向きに切り込まれた断面V字状の溝12a(第1溝)、溝12b(第2溝)により構成される。このパンチ10の刃面12は、第1溝形成工程、位置変換工程および第2溝形成工程により形成される。第1溝形成工程では、母材の刃具に対する往動により母材に溝12aを形成する。位置変換工程では、第1溝形成工程後、母材をその軸線回りに90°回転させる。第2溝形成工程では、位置変換工程後、母材の刃具に対する復動により母材に溝12bを形成する。
(もっと読む)
長尺発泡材、長尺発泡材の穿孔装置及び穿孔方法
【課題】本発明は、長尺発泡材の一端から他端まで長手方向に貫通する良好な長孔を穿孔し得る長尺発泡材の穿孔装置を提供する。
【解決手段】本発明に係る長尺発泡材の穿孔装置は、装置本体2と、装置本体2上に配置した長尺発泡材100を直線状凹部11に沿ってガイドする長尺の穿孔ガイド機構部10と、一端側の軸支用基部が前記装置本体2の軸支部4により回転可能に軸支され、先端部に孔開刃を有する刃体部を前記直線状凹部11に臨ませた長尺の穿孔刃体20と、この穿孔刃体20を回転駆動する駆動源30と、直線状凹部11に沿ってスライド可能に配置され、穿孔刃体20の刃体部を回転可能に貫通させた刃体部ぶれ防止ガイド体40と、直線状凹部11上方に回転可能に配置した抑えローラ51を有し、この抑えローラ51により長尺発泡材100の外周上端を抑えて位置規制を行う抑え機構部50と、長尺発泡材100の一端側に吸引口62を臨ませた穿孔屑吸引装置60とを有するものである。
(もっと読む)
穴あけ綴じ用具
【課題】1回の操作で、書類を綴じると同時にファイリング用の穴を開けることができる使用勝手の良い穴あけ綴じ用具を提供する。
【解決手段】基台2に回動自在に軸支された操作部材(図示せず)の回動に連動して上下動する一対の穴あけ綴じユニット5とを備え、穴あけ綴じユニット5は、書類20に紙舌片20bを形成する打ち抜き部材13と、目穴12aを有すると共に紙舌片20bの近傍にスリット20aを形成するブレード12を有し、操作部材を操作して穴あけ綴じユニット5を下方に移動させたときに、打ち抜き部材13で紙舌片20bを形成すると共にその先端で紙舌片20bの端部を目穴12aに引っ掛け、ブレード12が上方に移動するときに、紙舌片20bの端部をスリット20aに通して書類20を綴じるようにし、紙舌片20bを打ち抜いた後に形成される綴じ穴の幅寸法を5.5〜6.5mmに設定した。
(もっと読む)
母板加工用金型、加工板の製造方法、及び、製品板の製造方法
【課題】加工工数を増大させることなく、製品板のシェービングを行うことが可能なシェービング用工具及びこれを用いた母板加工用金型、加工板の製造方法、並びに、製品板の製造方法を提供すること。
【解決手段】母板と接触する面の少なくとも一部に、前記母板の切断面をシェービングすることが可能な段差を備え、前記段差の部分から分割可能になっているシェービング用工具、このようなシェービング用工具を用いた母板加工用金型、加工板の製造方法、並びに、製品板の製造方法。
(もっと読む)
ダイカットロール
【課題】切断すべき製品の形状に合わせて刃先を形成した凸状押切刃を回転駆動ロールの表面に設けたダイカッターと、このダイカッターの凸状押切刃の刃先を受けるアンビルロールとからなるダイカットロールにおいて、運転初期の、前記凸状押切刃の刃先の微少なチッピングの発生を低減して長寿命化を図る。
【解決手段】ダイカッターの凸状押切刃の刃先に、表面粗度Raが0.1μm以下の仕上げ傾斜面4を形成する。また、ダイカッターの軸方向に形成された刃先の刃幅と頂角を、同じくダイカッターの周方向に形成された刃先の刃幅と頂角より小さく形成する。
(もっと読む)
ロータリダイカット装置
【課題】本発明は、タグを隣接させて型抜きする際に、打ち抜かれるパンチカスがダイロールの中空部等の排出経路で詰まってしまうことを防止することができるロータリダイカット装置を提供することを課題とする。
【解決手段】中空部25が設けられたダイロール20に、ダイロール20の周面に形成され、前後左右に隣接する異形タグ50の角部を切断して前後左右に隣接する異形タグ50の角部に囲まれた領域を打ち抜く切断刃241と、切断刃241によって打ち抜かれたパンチカス70をダイロール20の中空部25に導く排出路232と、排出路232中に取り付けられ、切断刃241によって打ち抜かれたパンチカス70を複数に裁断する裁断刃244と有し、排出路243に設けられた裁断刃244によって複数に裁断されたパンチカス70をダイロール20の中空部25を介して取り除く。
(もっと読む)
板状基材のプレス打ち抜き加工方法およびプレス打ち抜き加工用金型
【課題】プレス打ち抜き加工後の加工断面からの基材屑が全く、あるいは殆ど発生しない新規なプリント基板のプレス打ち抜き加工方法および金型の提供。
【解決手段】所定形状の金型のパンチ12を板状基材Bにプレスして所定形状のプレス孔Hを打ち抜き加工する方法であって、前記パンチ12の先端を前記板状基材B表面に対して斜めに加工しておき、当該パンチ12の先端を前記板状基材Bに垂直にプレスして前記プレス孔Hを打ち抜き加工する。これによって、プレス孔H断面における破断部分が大幅に減少するため、その加工後の加工断面からの基材屑の発生を防止、あるいは基材屑の発生を大幅に減少することができる。
(もっと読む)
101 - 120 / 181
[ Back to top ]