
Fターム[3E050GC03]の内容
基本的包装技術−容器成形充填 (14,831) | 包装体(その他処理) (401) | 付属物の付加、表示、印刷 (22)
Fターム[3E050GC03]に分類される特許
1 - 20 / 22
PTPシート及びその製造装置
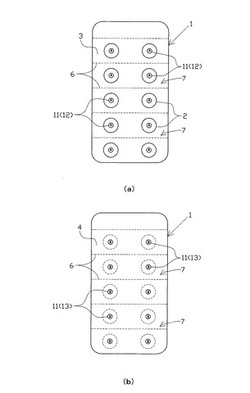
【課題】外部から錠剤の大きさを認識可能とし、錠剤のサイズが想定と異なることに起因する不都合の発生をより確実に防止するPTPシートの提供。
【解決手段】PTPシート1は、不透明材料からなり、錠剤5が収容されるポケット部2を有する包装用フィルム3と、不透明材料からなり、ポケット部2を塞ぐように包装用フィルム3に取着されたカバーフィルム4とを備える。PTPシート1には、錠剤の大きさに関する情報を表示するサイズ表示部11が設けられる。
(もっと読む)
錠剤の外観検査装置及びPTP包装機

【課題】 錠剤の振動やポケット内の姿勢に影響を受けることなく正確な検査が行えるようにすること
【解決手段】 3Dカメラ装置は、容器フィルムのポケット部内に供給された錠剤を撮像し、三次元計測法により錠剤の表面の各位置の高さ位置を濃淡画像で表したプロファイル画像を求め、処理装置22に送る。処理装置は、プロファイル画像に基づき錠剤の外観検査を行うもので、プロファイル画像中の錠剤を示す画像データを抽出する錠剤検出部31と、抽出した画像データをその錠剤の表面が平坦になるように補正処理をして平坦化画像を生成する平坦化処理部32と、その平坦化画像に基づいて外観異常の判定を行う欠陥解析部34を備える。平坦化処理部32により錠剤の表面の高さ位置が平坦(水平)に正規化されるので、簡単な閾値処理で異常の有無を判定できる。
(もっと読む)
PTPシート製造装置
【課題】PTPシートに対しラベル部材を適切に貼付することのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機11は、容器フィルム3にポケット部2を形成するポケット部形成装置16、当該ポケット部2に錠剤を投入する錠剤投入装置21、ポケット部2を塞ぐように帯状のカバーフィルム4を取着する連続送りロール20及び加熱ロール25等を備えている。さらに、カバーフィルム4取着後のPTPフィルム6が連続送りされる区間には、当該PTPフィルム6に対しラベル部材を貼付するラベル貼付装置30が設けられている。
(もっと読む)
PTPシート製造装置
【課題】PTPシートを製造するにあたり、不良品の発生を低減することのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機は、容器フィルム3にポケット部2を形成するポケット部形成装置、当該ポケット部2に錠剤を投入する錠剤投入装置、ポケット部2を塞ぐように帯状のカバーフィルム4を取着するシール装置等を備えている。シール装置は、フィルム受けロール18と、これに圧接するシールロール19とからなる。フィルム受けロール18は、その外周面に複数の平坦面41を有した略多角柱形状をなし、ポケット部2を収容するポケット受け凹部43を各平坦面41に有している。そして、フィルム受けロール18が、ポケット受け凹部43にポケット部2を引っ掛けて容器フィルム3を搬送しつつ、両ロール18,19間にて両フィルム3,4を加熱圧接することにより、容器フィルム3に対しカバーフィルム4が取着される。
(もっと読む)
PTPシート及びPTPシート製造装置
【課題】検査精度の向上を図ることのできるPTPシート、及び、これを製造するためのPTPシート製造装置を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置、当該ポケット部2に錠剤5を投入する錠剤投入装置、ポケット部2を塞ぐようにして帯状のカバーフィルム4を取着する加熱ローラ等を備えることにより、ポケット部2の底部2aにおいて、内側に向け突出した凸部2bを有したPTPシート1を製造する。
(もっと読む)
スライダージッパーの輪郭形成部材を係合させるための装置
【課題】クロスウェブ技術を用いて、ジッパーをウェブ状のプラスチックフィルム材料に取着する新規な装置を提供すること。
【解決手段】スライダージッパーの輪郭形成部材を係合させるための装置が、一対のローラーを具備し、該ローラーのニップをジッパーが通過するようになっており、前記一対のローラーは、前記ジッパーの輪郭形成部材を互いに係合させると共に、両者間をスライダーが通過できるように、互いに離反するように構成されている。
(もっと読む)
湿気硬化性ペースト状物品包装体の製造方法及び湿気硬化性ペースト状物品包装体
【課題】構造が簡単で製造コストが安く済み、押出しガンに装填しての使用及び手絞りによる使用のいずれにも適用できる湿気硬化性ペースト状物品包装体の製造方法及び湿気硬化性ペースト状物品包装体を提供する。
【解決手段】アルミニウム箔の表裏面にヒートシール可能な熱可塑性樹脂フィルムを積層してなる長尺ラミネートフィルムを筒状体に形成するとともに前記筒状体に湿気硬化型ペースト状物品を充填し、その短手方向における両端部を重ね合わせてヒートシールせしめ、前記筒状体の長手方向両端部をクリップ部材で結紮せしめてソーセージ型包装体を形成し、前記ソーセージ型包装体の一端部のクリップ部材を囲繞するように成形用樹脂でノズル体取付け部を成形加工で形成せしめてなるようにした。
(もっと読む)
ヒートシール包装装置及びヒートシール包装方法
【課題】包装中のヒートシール包装物の所定位置に、被包装物の情報を確実に表示することができるヒートシール包装装置及びヒートシール包装方法を提供する。
【解決手段】被包装物Wを収容する容器2を搬送する容器搬送部Aと、前記搬送される容器に投入する被包装物の重量を、容器に投入する以前に計量する計量部Cと、前記容器の開口部を被覆する蓋用フィルム3の供給部Dと、前記蓋用フィルム3に前記計量部Cの計量データを表示する表示手段Gと、前記被包装物が投入された容器の開口部を、前記蓋用フィルムにてヒートシールするシール部Eと、を備え、被包装物が投入された容器2の開口部が、該投入された被包装物の前記計量データが表示された蓋用フィルムにて被覆されるよう制御される。
(もっと読む)
フィルム継ぎ装置、及び、PTPシート製造装置
【課題】包装用フィルムを継ぐ際に、包装用フィルムの端部における変形をより確実に防止することができ、ひいては包装用フィルムをより確実に接続する。
【解決手段】フィルム継ぎ装置30は、保持機構80を備える。保持機構80は、フィルムF1,F2の下端面を支持する第1、第2支持面S1,S2を有する第1、第2ケーシング83,84と、空気を吸引可能な吸引装置VAとを備える。ケーシング83,84には、第1支持面S1及び第2支持面S2に開口するとともに吸引装置VAに連通可能な第1,第2吸引孔が設けられる。テープ接着機構60による接着テープ61の貼付に際し、第1、第2吸引孔のうち、吸引装置VAに連通される開口部は、少なくともフィルムF1,F2の端部の幅方向両端部下面に位置する一方で、フィルムF1の端部の幅方向両端よりも外側にはみ出さないよう構成される。
(もっと読む)
ロールタイプ自動包装機の刻印ロール装置
【課題】製袋充填包装機において、型替えの容易な刻印装置の提供。
【解決手段】連続包装袋を挟み込む位置に平行配置され、互いに逆方向に回転される一対のロール軸部26、27と、この一対のロール軸部26、27を回転駆動するサーボモータ21とで構成され、一方のロール軸部27には刻印が内包された突起部29が設けられ、他方のロール軸部26には刻印の受側になるゴム部材が内包された突起部28が設けられている。そして、サーボモータ21によって、この刻印突起部29とゴム部材突起部28が回転しながら包装袋の横シール部分に対して相互に押圧状態になるように回転制御されることにより、全ての包装袋の横シール部分に対して刻印を施すことができる。
(もっと読む)
包装袋製造装置および包装袋製造方法
【課題】口栓を有し、かつフィルム部材のみによって構成された包装袋を効率よく製造する。
【解決手段】
包装袋製造装置は、各々が口栓を備えた複数の包装袋を横方向に並んだ状態で製造する充填包装機と、保護フィルム装着機と、を備えている。この保護フィルム装着機は、複数の包装袋の口栓が形成されたシール部を覆う保護フィルム71を横方向に並んだ複数の包装袋にわたって取り付ける保護フィルム取付装置80と、保護フィルム71が取り付けられた複数の包装袋を個々の包装袋に分離する包装袋分離装置90と、を有する。
(もっと読む)
PTPシート製造装置
【課題】包装用フィルムに付された図柄の位置調整に付随する各種不具合の発生を抑制することのできるPTPシート製造装置を提供する。
【解決手段】PTPシート製造装置は、容器フィルム3にポケット部を成形するポケット部成形装置の上流側において、容器フィルム3に付された図柄の位置調整を行うための位置調整装置13を備えている。位置調整装置13は、容器フィルム3を延伸する延伸機構61と、容器フィルム3の位置ズレを検出するマークセンサ62とを備えている。延伸機構61は、クランプ用ローラ67,68と、これに対応して設けられた押え部材71,72と、延伸ローラ69とを備える。そして、容器フィルム3のズレ量が所定量以上の場合には、クランプ用ローラ67,68と押え部材71,72とによって容器フィルム3を把持し、延伸ローラ69によって延伸することにより、図柄の位置調整を行う。
(もっと読む)
製袋充填装置、包装体
【課題】平袋だけでなく、三角錐状の袋に茶葉等を充填した抽出用の所謂三角バッグの横シール部に吊り下げ用の糸を溶着できる製袋充填装置、当該製袋充填装置によって製造される包装体を提供する。
【解決手段】糸送り装置によってリールに巻かれて糸7が引き出されて所定距離送られる。これと同期してエアがホース87へ送り込まれる。これにより糸7の先端部分が一定長さだけガイドパイプ86から送り出される。次いでホルダ69が、包装材23に向かって往路走行する。ホルダ69と共に超音波ホーン71及び受け部材73も往路走行するため、包装材23の下部が横方向にシールアンドカットされ、包装材23の先端部に形成された横シール部11が形成されると共に糸7が横シール部11に溶着される。更に、ティーバッグ3の上側の横シール部13が形成される共に、ティーバッグ3が包装材23から切り離される。
(もっと読む)
縦形製袋充填機における添付品の貼着方法および装置
【課題】包装体のフィルムの内側に添付品をずらすことなく貼り付ける。
【解決手段】縦形製袋充填機10による包装体の形成に合わせて、一側面が粘着処理された添付品を、その粘着処理面を外側に向けてフィルムガイド筒14の外周部14aに下方に向けて延在する通路34内に導いて落下させる。通路34に供給された添付品を、通路34内を着させることなく、所定位置まで案内して該所定位置に位置決めする。位置決めされた添付品に対し、フィルムを外側から押し付けてフィルムガイド筒14の外周部14aに臨むフィルムfの内側に粘着処理面を貼着する。
(もっと読む)
スパウト付きパウチ容器及びその製袋充填方法
【課題】大きな設備を必要とせず、アセプティック充填を簡単に行うことができるスパウト付きパウチ容器及びその製袋充填方法を提供する。
【解決手段】前記パウチ10は、表裏一対の外装シート11の周縁部同士が所定幅で相互にヒートシールされることで袋状に形成されており、パウチ10の上部には、パウチ10内における内容物の充填部側とスパウト20の装着部側とを相互に連通可能に区画する帯状の隔壁部12が形成されている。隔壁部12は、外装シート11に対するシール強度が小さいイージーピールテープTを外装シート11間に挟み込み、両外装シート11とイージーピールテープTとを相互にヒートシールすることによって形成されており、パウチ10における内容物の充填部側を押圧して内圧をかけることにより、シール強度の小さい隔壁部12が剥離し、パウチ10における内容物の充填部側とスパウト20の装着部側とが相互に連通するようになっている。
(もっと読む)
薬剤包装装置
【課題】薬剤包装装置において、包装シートに皺を発生させることなく、印刷部からヒートシール部までの距離を短縮する。
【解決手段】包装ユニット4が備える包装シート61を展開して開口させる展開ガイド65は、包装シート61の折り目に沿って延びる主稜線94と、主稜線94から拡がる凸状の曲面であり、かつ主稜線94に対して互いに対称である一対の展開ガイド面90a,90bを備える。
(もっと読む)
PTPシート及びPTP包装機
【課題】コストの増大の抑制等を図るとともに、ICタグとの間で情報の送受信をより確実に行うことができるPTPシートを提供する。
【解決手段】PTPシート1は、包装用フィルム3に形成されたポケット部2に錠剤5が収容され、ポケット部2を塞ぐように金属製のカバーフィルム4が取着される。PTPシート1には、所定の情報を電気的に記憶可能なICタグ本体7と、少なくともICタグ本体7に記憶された情報の読み取りに用いられる所定の電波を送受信するためのアンテナ8とを備えるICタグ6が付与される。ICタグ6は、ポケット部2のうちカバーフィルム4から最も離間した部位を含む底部31に設けられる。その結果、ICタグ6とカバーフィルム4との間隔を十分に確保することができ、電波がカバーフィルム4に吸われてしまうことを防止できる。
(もっと読む)
浸出パッケージの製造装置および製造方法
【課題】紅茶またはコーヒー用浸出パッケージの作成装置および方法を提供する。
【解決手段】材料のウェブをほぼW字形に折り畳む折り畳み手段108と、パッケージの縁に対応する位置で材料を封止する手段110と、第1区画を画定するW字形の一方のアームおよび第2区画を画定する他方のアームと、ウェブから個々の入れ物部品を形成するために材料を切断する手段118と、浸出パッケージを形成するために、支持部材を各入れ物部品の開放上端部分に固定する手段と、浸出パッケージを充填する充填手段146と、充填手段にて入れ物部品の2つの区画を分離して維持する手段とを有する。
(もっと読む)
金属フィルム成形装置及びPTPシートの製造装置
【課題】金属フィルムを十分にクランプした状態でポケット部を成形することができる金属フィルム成形装置、及び、当該金属フィルム成形装置を具備するPTPシートの製造装置を提供する。
【解決手段】下型41の挟持面を、薄板材61で構成する。薄板材61は、ステンレス製の金属薄板であり、可撓性を有すると共に面方向への伸張をほとんど生じない部材となっている。この薄板材61の金属フィルム3との接触面61a(すなわち下型41の挟持面)は、ショットブラストやエッチング処理等により、梨地のごとくざらついた粗面となっている。また、薄板材61の下層には、弾性材62が積層されている。弾性材62は、エラストマで構成された弾性体であり、下型41の凹部41aに、一部を収容された状態で取着固定されている。上記薄板材61は、この弾性材62に接着剤等で固定されている。
(もっと読む)
縦形製袋充填包装機
【課題】縦形製袋充填包装機において、ジッパ貼り付け時のシール圧を十分な強さにし、かつメンテナンスし易いジッパ付袋を製袋することができるようにする。
【解決手段】縦形製袋充填包装機が、横シーラ10A、10Bと、ジッパシーラ11A、11Bと、これらシーラをそれぞれ独立に駆動する横シーラ駆動部110、ジッパシーラ駆動部120を有し、横シーラ駆動部110、ジッパシーラ駆動部120のそれぞれが、横シーラ10A、10Bまたはジッパシーラ11A、11Bを、それぞれ押しつぶし方向に沿って可動保持する横シーラブラケット12A、12B、ジッパシーラブラケット30A、30Bと、これらとクランクアーム15A、15B、34A、34Bとで連結され、ベースフレーム50に固定された駆動モータ18、37とを備え、それらが包装材の搬送路の位置に対して、押しつぶし方向に沿う方向の同方向側に配置される。
(もっと読む)
1 - 20 / 22
[ Back to top ]