
Fターム[3E075BA01]の内容
紙容器等紙製品の製造 (16,236) | 最終生成物の構造 (1,750) | 箱 (521)
Fターム[3E075BA01]の下位に属するFターム
側壁端部同士を結合して胴部を形成 (230)
底部の四辺から側壁を起立させたもの (35)
肩のついた壁板を有するもの (2)
多重壁を持つもの (5)
複数の収納部を持つもの (4)
特殊な形状のもの (18)
裏張り又は内側を補強したもの (25)
上張り又は外側を補強したもの (5)
複数のブランクからなるもの (13)
折り畳み以外の圧力成形品 (33)
Fターム[3E075BA01]に分類される特許
1 - 20 / 151
糊塗布装置
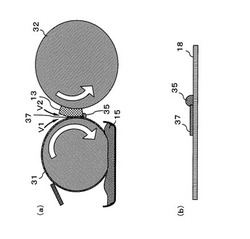
【課題】 ローラー方式の糊塗布装置において、凹凸のある、あるいは表面の強度が低い被塗布媒体であっても、安定した塗布状態が得られる糊塗布装置を提供することを課題とする。
【解決手段】 本発明の糊塗布装置は糊供給ローラー31と糊版ローラー32と糊版ローラー32上に凸状に形成された糊版13とを持ち、糊供給ローラー31上の糊の移動速度と糊版13の表面の移動速度の間には僅かな差が生じるように設定されており、糊供給ローラー31上の糊が糊版13に移行する際に、両者のズレにより糊溜り35が生じるため、糊版13上の糊が媒体18に移行する際に、いち早く媒体18に接触するため、これが導入となり、媒体18への確実な塗布が実現される。
(もっと読む)
輪転式エンボスユニットを用いて製品をエンボス加工する方法

【課題】比較的高い生産能力および精度が得られるエンボス方法を提供する。
【解決手段】輪転式エンボスユニット10を用いて製品2をエンボス加工する方法であって、少なくとも1つのエンボスローラ13の回転を、センサによる製品2上のマーク26の検出に応じて制御する。
(もっと読む)
カス取り装置
【課題】カス部用ピンをカス部の細部にまで行き渡らせることが可能で、カス部をきわめて良好に取り除くことができるカス取り装置を提供する。
【解決手段】カス取り装置は、複数の製品部が配設された被打ち抜き用シートから製品部とカス部とを分離する装置であり;上型に上下動および固定可能に取り付けられ、テンプレートにより退避位置と該カス部に対応した作業位置とに区別される多数の打ち抜き用上型ピン3a,3bと;下型に上下動および固定可能に取り付けられ、テンプレートにより退避位置と該製品部に対応した作業位置とに区別される多数の打ち抜き用下型ピンと;を備える。打ち抜き用上型ピンのうち、少なくともカス部の作業位置に配置されるピンは、相対的に小径の第1ピン3aと相対的に大径の第2ピン3bとを有し、少なくとも1つの第2ピンが第1ピンに隣接するよう配置されている部分33を有する。
(もっと読む)
ブライユ式点字印字装置
【課題】フォルダ・グルア内を移動する厚紙ブランク上にブライユ式点字文字を印字する装置であって、ブランクの任意の場所、より詳しくは、ブランクの縁部または折り目に近い場所にブライユ式点字メッセージを印字できる装置を提供する。
【解決手段】実質的に平らな搬送路(F)に沿ってフォルダ・グルア内を移動する厚紙ブランクにブライユ式点字文字を印字する装置において、ロータリエンボス加工工具(5、6)を有し、これらの工具(5、6)は、前記搬送路(F)の平面の上下で回転可能に取付けられたそれぞれの2つの平行シャフト(7、8)により支持され、かつ厚紙がフォルダ・グルアを通って走行する間にブライユ式点字文字を厚紙上に印字するように作動できることを特徴とする装置。
(もっと読む)
シート打ち抜き型用の面版及びシートの打ち抜き方法
【課題】 ダンボールシートのように厚みがありシート内に空洞が多く形成された内部構成のシートにおいても、糸状の屑や紙粉の発生を少なくした構造の面版を提供する。
【解決手段】 面版1は、押罫部材に相対する位置に押罫用溝103が形成された基板2からなり、基板2の上面2a側で打抜刃26に相対する位置には、ダンボールシート100を打ち抜くに際して打抜刃26を受けるための打抜用溝6が形成されており、基板2の上面2a側で押罫用溝103で囲まれた第1のエリアが、当該エリアにてシートを押し潰さないために所定深さで窪んでその底面が平坦な窪み7が形成されており、かつ、打抜用溝6と押罫用溝103とで囲まれた第2のエリア4が、当該エリアにてシートを押し潰さないために貫通している。
(もっと読む)
樹脂段ボール板の罫線形成装置
【課題】長尺状の罫線であっても、連続する罫線を効率的に形成する。加熱された罫線ローラを使用して罫線を形成する場合には、樹脂段ボール板に対する罫線ローラの移動に対して罫線ローラの回転が遅れて罫線周縁の樹脂段ボール板が破断されるのを防止する。小型の罫線ローラを使用して装置の小型化を図りながら樹脂段ボール板の罫線個所が白化するのを防止して樹脂段ボール板が外観不良になるのを防止する。
【解決手段】回転部材51により樹脂段ボール板に圧接する罫線ローラ53を、その移動速度と同期した回転速度で回転すると共に罫線ローラ53の回転進行方向下手に位置する加熱手段65により罫線の形成に先行して樹脂段ボール板を溶融温度より若干低い温度に加熱して軟化させる。
(もっと読む)
包装紙印刷装置及びプログラム
【課題】包装紙に模様以外の個別情報を印刷する場合に、被包装物を包装したきに個別情報が包装紙の他の部分で隠れずに見える位置にその個別情報が印刷できるようにする。
【解決手段】包装条件DB136には、包み方ごとに、その包み方に対応する包装紙寸法の求め方、個別情報の印刷場所の候補の求め方、及び包装紙の裏面に印刷する包み方のガイド画像の求め方の情報が記憶されている。被包装物形状・寸法入力UI113に対して被包装物の形状・寸法が指定され、包み方指定UI119に対して包み方が指定されると、DB検索部122は、包装条件DB136からその包み方に対応する情報を検索し、その情報を用いて適切な包装紙の寸法、個別情報の印刷場所の候補、及び裏面用のガイド画像を求める。それら印刷場所の候補からユーザが個別情報の印刷先を選択すると、表面データ生成部124が包装紙表面用の印刷画像として、その場所に個別情報が配置された画像を生成する。
(もっと読む)
レーザー光を用いた印刷物の作製方法、印刷物および紙容器
【課題】容易かつ確実に紙容器用のブランク材にIDコードを付すこと。
【解決手段】紙容器用のブランク材1aを搬送方向に搬送させた状態でブランク材1aの表面にレーザー光を照射してブランク材1a表面に印字を施す。レーザー光は搬送方向に直交する方向に往復移動する。このことにより、レーザー光によって複数の連続記号30,30…が形成され、各連続記号30,30…は基準線上に始点30aと終点30bを有する。各連続記号30,30…の始点30aと終点30bとの間の距離lは互いに等しくなっている。
(もっと読む)
段ボールシートの位置調整方法及び位置調整装置
【課題】製造ラインにおいて走行する段ボールシートの幅方向の位置のずれを、簡易な構成で、素早く修正することができる段ボールシートの位置調整装置を提供する。
【解決手段】位置調整装置1は、ホイール主軸15と直角をなす軸周りにそれぞれ回転自在な複数のローラ18を備えたホイール10と、ホイールをホイール主軸周りに所定角度正逆回転させる駆動装置20と、段ボールシートSの幅方向の位置のずれの検出に基づき、ホイールをホイール主軸周りに回転させる角度を算出し、駆動装置によるホイールの回転を制御する制御装置と、製造ラインを走行する段ボールシートを下方から支持するシート支持台31と、段ボールシートが走行する方向にホイール主軸を一致させたホイールを、シート支持台上を走行する段ボールシートに当接させた状態で支持するホイール支持部40とを具備する。
(もっと読む)
カウンタエジェクタ
【課題】前当板が変位する変位量だけその変位方向と同じ方向に、テーブルが変位することにより、バッチがエレベータのテーブルから送出コンベアに受け渡される時間を短くしてバッチの送出を高速化する。
【解決手段】段ボールシートBSの先端部が当接する前当板61は、搬送方向FDと平行に変位可能である。矯正板62は、前当板に相対して配置され、段ボールシートの後端部に当接してシート端部を整列させる。レッジ63、64A、64Bは、前当板と矯正板との間で積載される段ボールシートを分離して所定枚数のバッチBTを形成する。送出コンベア60は、搬送方向と同じ方向に向かう送出方向TDにバッチを送出する。エレベータ65は、テーブル65Aを含み、前当板および矯正板の配置高さから送出コンベアの配置高さまでバッチを運搬する。テーブルは、前当板の変位量だけその変位方向と同じ方向に変位する。
(もっと読む)
段ボールシートのバッチ分割装置、バッチ分割機能を備えたカウンタエジェクタ、および段ボールシートのバッチ分割方法
【課題】シート枚数の少ない小ロットのバッチの各段ボールシートを高品質に維持するとともに、小ロットのバッチに高速で分割する。
【解決手段】分割コンベア126が、所定のシート枚数のバッチBTを形成するバッチ形成装置60の下流側に配置され、その形成されたバッチBTを所定の搬送方向PDに搬送する。バッチ分割装置61は、分割コンベア126上にあるバッチBTの先端部および後端部とそれぞれ当接する2つの仕切り体144、148を含み、所定の搬送方向PDと平行な方向に両仕切り体144、148を相対的に移動させることにより、バッチBTを上下2つの小バッチSBT1、SBT2に分割する。
(もっと読む)
ブランキングラインにおける表面不良ブランクの識別装置
【課題】安いランニングコストで余分な不具合を生じさせることなく、的確に表面不良ブランクを識別できるようにすることである。
【解決手段】アキュムレート部5の上流側に、一定長さSの各区切り目内の領域に印刷加工が施された連続シートAの表面状態を検査するカメラ6を設け、各切断時点におけるアキュムレート長さを一定の長さに調整して、検査位置からブランキング部4の入口の最先端の区切り目までの連続シートAの切断待ち長さLを所定の長さに設定し、切断待ち長さLを一定長さSで除算した値の整数値Nを予め求めておき、カメラ6で表面不良部が検出されたときに、検査位置で区切り目を直後に認識した時点で表面不良有の信号を出力し、この表面不良有の信号が出力された時点から切断回数のカウントを開始して、カウントされた切断回数が整数値Nと等しくなったときに切断されたブランクBを表面不良ブランクとして識別するようにした。
(もっと読む)
製函機の屑処理装置
【課題】 現在段ボール工場の製函ラインの屑搬送は、設備コストや設備工事面のメリットがあるため電力消費量の多い空気搬送方式を採用しており、製函機が運転状態にあれば屑が流れて来ない場合や少ない場合にもファンやカッタブロアは定回転運転しており、省エネ、二酸化炭素排出量の低減になっていない。
【解決手段】 製函機から可変速のコンベア4に落下する段ボール屑を検知すべくセンサ1を設け、さらに段ボール屑を圧縮して減容化する可変速の減容ロール5およびモータの回転数を制御すべくインバータ2を制御盤3内に持つ。
(もっと読む)
段ボールシート用製函機
【課題】フィードロールから送り出される段ボールシートが搬送コンベア上に移る際にスリップが発生することがない段ボールシート用製函機を提供する。
【解決手段】本発明の段ボールシート用製函機1は、異なる厚みの印版が取付可能な印刷シリンダ18によりシートSに印刷する印刷部6と、搬送コンベア28と、フィードロール4と、バックガイド40と、シートSをキッカー52により押し出すキッカー装置42と、キッカー及びバックガイドの相対位置を調整する調整機構70と制御装置10とを有し、制御装置は、搬送コンベア速度を印刷シリンダ外径周速と一致するよう制御し、フィードロールの回転速度を同一速度に保持し、調整機構によりキッカーのバックガイドに対する相対位置を調整してシート先端がフィードロールに到達する時点でのキッカー速度がフィードロールの回転速度と一致される。
(もっと読む)
軽量原紙使用の強化段ボール及びその製造方法
【課題】
本発明は、120g/m2以下のライナーのテーバーこわさを向上して手触り感が増し、ハンドリング性が向上し、段ボールの軽量化を可能とする。しかも、段ボール箱とした時の罫線部コーナーに帯状に印刷塗工することにより、部分強化段ボールを効率的に製造可能することを課題とする。
【解決手段】
ライナーと中芯を貼合して製造する段ボールにおいて、段ボール製造装置であるコルゲータで貼合する以前に、予めプレプリント印刷方式にて、段ボールケースの表側となるライナーの表面に、水性の紙力強化剤を塗工し、印刷インクを印刷し、乾燥して、強化ライナーを作成し、その強化ライナーをマークカット制御装置を設置したコルゲータで貼合することを特徴とする段ボール及びその製造方法。
(もっと読む)
作業装置及びそのような装置を組み込んだ折畳み及び糊付け機
本発明は、折畳み及び糊付け機内で実質的に平らに外面を下にして循環するブランクに対して作業を行うための作業装置1に関する。
本発明は、作業装置1が、各ブランクをその外面を最上部に位置決めするために裏返すことができる第1の裏返し手段10と、各ブランクをその外面を最上部にして移動させることができる移送手段20と、一方では各ブランクの外面に印刷すること、及び、他方では各ブランクの外面を検査することにある機能のうちの少なくとも1つを達成することができる動作手段30と、各ブランクをその外面を下にして再配置するために再度裏返すことができる第2の裏返し手段40とを備えることが注目に値する。
(もっと読む)
段ボールのスリット加工を行うスリッタおよびそのスリッタを備えたスリッタスコアラ
【課題】段ボールの厚さに応じて、搬送経路上の段ボールに対するスリッタナイフおよびナイフ受け部材の上下方向の位置を調整することにより、オーダ変更により段ボールの厚さが変更された場合でも、段ボールのばたつきを防止し、スリット加工を精度よく行う。
【解決手段】スリッタ33Aは、スリッタナイフ331Aとナイフ受け部材330Aとを有する。下方支持ブロック454および上方支持ブロック443は、スリッタナイフ331Aおよびナイフ受け部材330Aを上下方向に変位可能に支持する。スリッタスコアラ制御装置142は、ナイフ受け部材330Aが段ボールの上面と接触可能なナイフ受け作動位置に位置するように段ボールの厚さに応じてインダクションモータ437を制御し、スリッタナイフ331Aがナイフ受け部材330Aと所定の噛合い量となるナイフ作動位置に位置するようにインダクションモータ447およびエアシリンダ459を制御する。
(もっと読む)
エンボス加工用版部の取付構造
【課題】異なる形状の抜型であっても同一のエンボス加工用版部を正確に位置決めして取り付けることができるエンボス加工用版部の取付構造に関する。
【解決手段】エンボス加工用版のベース部に、取付用孔部と3つ以上のガイド孔とを設け、基板の所定位置には前記ガイド孔と同一の配置で、同一の断面形状に設定された基板側ガイド孔お設け、前記ガイド孔及びこれに整合する基板側ガイド孔と略同一の断面を有し、これらの孔に挿通可能な長さを備えたガイドピンとを設け、全てのガイド孔と整合した基板側ガイド孔に前記ガイドピンを挿通して、基板に対するエンボス加工用版部の取付位置を正確に位置決めしうることを特徴とする。
(もっと読む)
罫線形成具
【課題】面板の改良により、段ボール等のシート材を所定の位置で正確に折り曲げられる罫線を入れる。
【解決手段】接近離反する溝部材としての面板1と押罫部材23とから成り、面板1に凹溝2を設け、押罫部材23で凹溝2に段ボール51を押し込んで、段ボール51に罫線52を入れる罫線形成具において、前記凹溝2に押罫部材23の先端部へ向けて突条3を形成し、押罫部材23の先端部に、突条3に対向する逃溝23aを設け、面板1と押罫部材23による段ボール51の挟み込みに伴い、罫線52が段ボール51の少なくとも一面で複数の平行な溝状部52aをなすW字状の断面形状となるようにする。罫線52が長さ方向に方向性を保持しつつ、幅広くなるので、段目53の影響を受けることなく、段ボール51を折り曲げることができる。
(もっと読む)
罫線形成用溝部材
【課題】罫線形成用溝部材の改良により、段ボール等のシート材を所定の位置で正確に折り曲げられる罫線を入れる。
【解決手段】押罫部材23に対向して凹溝2を形成し、押罫部材23との接近に伴い、押罫部材23に押圧された段ボール51を凹溝2で受けて、段ボール51に罫線52を入れる罫線形成用溝部材において、前記凹溝2の底部に、押罫部材23の先端部へ向けて突条3を形成し、凹溝2の側面に平行する突条3の上端角部に面取り3aを形成し、突条3と押罫部材23により罫線52の幅方向中間部で段ボール51を挟圧して押し潰す。罫線52が断面W字状に湾曲し、その中央部分が押し潰されるので、段目53の影響を受けることなく、段ボール51を折り曲げることができる。
(もっと読む)
1 - 20 / 151
[ Back to top ]