
Fターム[3E075DA33]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(送り) (2,532) | 搬出の形態 (836) | 連なった状態で (201)
Fターム[3E075DA33]に分類される特許
81 - 100 / 201
微小多孔開け装置
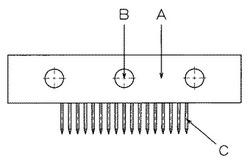
【課題】 通気性必要とする長尺巻物に、微少多孔を長尺巻物の所定の位置に所定の範囲内のみに熱溶融された孔を開ける装置を提供する。
【解決手段】 本願発明は長尺巻物によつて、提供される、たとえば、プラスチック製フイルムを間欠的に送られるフイルムの表面に本願発明の微少多孔開け装置を、上下移動装置により、フイルム面に圧着させて、フイルム面の所定の位置のみに、穴を開ける技術的手段である。
さらに、本願発明は、電気式発熱体と多数の穴開け用の針が設けられていることによって、本発明を用いて、穴を開けると、穴の回りが熱溶融されている、さらに、孔開け用針のかずが自由に変更できることを特徴とする。
(もっと読む)
不良ラベル除去機構

【課題】新たな機構を設けることなく不良ラベルを回収することができるとともに、不良ラベルが回収された後に良品のラベルに混ざってしまうことがない。
【解決手段】ウェブ状の剥離台紙に剥離可能に貼着されたウェブ状のラベル用紙に一方向に並んで配置されたラベルの良品/不良品を検査する検査部11と、ラベル用紙に対して、ラベル用紙に配置されたラベルのうち検査部11にて良品であるとされたラベルのみの外形に沿ってスリットを形成する型抜き部12と、ラベル用紙のうち、スリットの外側となる領域を剥離台紙から剥離して回収するローラ20b〜20dとを有する。
(もっと読む)
ジッパーテープ付包装袋、その包装袋の製造装置、製造方法及び折曲用帯状部材
【課題】雄側咬合部及び雌側咬合部を精度よく咬合可能なジッパーテープ付包装袋、折曲用帯状部材、ジッパーテープ付包装袋の製造装置及び製造方法を提供する。
【解決手段】
包装袋1では、雄側帯状部材21及び雌側帯状部材22間に折曲部232を有する折曲用帯状部材23を設けたため、折曲部232が折れ曲がることにより、雄側咬合部211及び雌側咬合部221を確実に咬合させることができる。また、折曲用帯状部材23の略中央部に折曲部232を設けたため、折曲部232が折り曲げられた際、雄側帯状部材21及び折曲用帯状部材23間の間隔241と、雌側帯状部材22及び折曲用帯状部材23間の間隔242とが略同じ高さ位置になる。そのため、ジッパーテープ付包装袋1を開封する際、これら間隔241,242に沿って基材フィルム10を切断、すなわち、直線カットが可能になる。
(もっと読む)
包装材を製造する機械において扁平な基材を駆動する装置
本発明は、包装材製造機械に設けられていて、扁平な基材を長手方向に駆動する装置(11)であって、基材は、少なくとも1つの改変を受けた表面を有し、この装置は、基材を長手方向に駆動する手段(9)と、基材を駆動手段(9)に当接させる手段とを有し、当接手段は、駆動手段(9)の方へ差し向けられた少なくとも1つの当接ゾーン(23)を有する形式の機械に関する。基材を駆動手段(9)と当接手段との間に挿入してこれらの間で駆動させることができる。当接ゾーン(23)は、駆動手段(9)と当接手段との間での改変部の損傷を阻止するよう改変部の位置及び横方向寸法に基づいて選択された位置(Y)及び横方向寸法(D)を有する。  (もっと読む)
(もっと読む)
プラスチック袋の製造方法および製袋機
【課題】プラスチック袋の製造にあたって、何らかの接着剤によって帯状シートを貼り付け、プラスチック袋の外面において、帯状シートによってハンドルを形成するとき、接着強度および養生時間の問題がないようにする。
【解決手段】帯状シート17とウエブ材が互いに対面し、押し付けられ、両者間に強力接着剤21と他の接着材25が介在し、他の接着剤25によって帯状シート17とウエブ材が仮止めされる。さらに、仮止め後、ウエブ材がロールに巻き取られ、強力接着剤21の養生時間の経過後、プラスチック袋を製造する製袋機において、ウエブ材がロールから供給され、ウエブ材によってプラスチック袋が製造される。
(もっと読む)
包装材製造機械における供給ステーションのために変換ユニットにウェブ基材を供給する装置
本発明は、変換ユニット(3)に連続ストリップ基材を供給する装置であって、変換ユニット(3)が、基材(4)を停止機構体に変換し、この装置が、‐メインローラ(13)を中心として回転(T)する主駆動ローラ(12)と、‐主駆動ローラ(12)を回転(T)させる主電気駆動モータ(14)と、‐主駆動ローラ(12)回りに上流側から下流側に又は下流側から上流側に揺動(O)することができる衛星ローラ(16)と、‐メインシャフト(13)に取り付けられていて、衛星ローラ(16)を支持する2つの側方レバー(18)とを有する装置に関する。基材は、主駆動ローラ(12)及び衛星ローラ(16)に結合された状態でこれらの間に支持される共に衛星ローラ(16)の出口のところで定速度からゼロ速度に又はゼロ速度から定速度(F)に周期的に変化する。両方の側方レバー(18)は、メインシャフト(13)に剛性的に結合されている。この装置(9)は、メインシャフト(13)、2つの側方レバー(18)及び衛星ローラ(16)を揺動(O)させることができる少なくとも1つの補助電気駆動モータ(19)を有する。 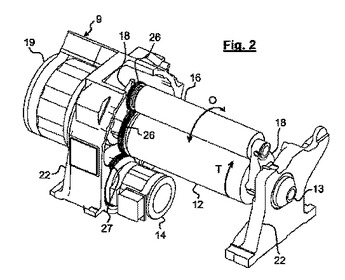 (もっと読む)
(もっと読む)
内腔部(lumens)を備えたファスナーアッセンブリの製造方法、該ファスナーアッセンブリを具えた充填用バッグ製造方法、及び該方法で製造されたファスナーアッセンブリを具えたリボン状ストリップ(帯状体)及び充填用バッグ
【課題】充填用バッグのファスナーアッセンブリ(1)を製造する方法を提供する。
【解決手段】
本発明の方法は、充填用バッグに取り付けるためのフランジ部(12)を備えた噛み合い形状部(11)を設けるステップと、前記噛み合い形状部(11)に作動スライダ(13)を装着するステップと、前記噛み合い形状部(11)のスライダ(13)の動きを停止させる2個のエンドストップ(2)を形成するステップと、前記取付フランジ部(12)に一定の横幅(E/2)を有する内腔部(3、3)を2つ形成するステップと、各内腔部(3、3)と前記噛み合い形状部(11)の上部(111)を繋ぐ2本の切り取り用線(4)を形成するステップ(1004)と、を備える。また、本発明は対応する充填用バッグの形成方法、と前述の方法で形成されたアッセンブリの集合体であるリボン状ストリップ及びその充填用バッグに関する。
(もっと読む)
緩衝材製造装置
【課題】緩衝材製造装置において、フィルムロールからフィルムを巻き出して供給する際、適切な巻き出し終点位置を検出できるようにする。
【解決手段】フィルム固定軸12に長尺の筒状フィルムを巻き付けたフィルムロール10を、該フィルム固定軸を介して支持軸20に回転可能に支持すると共に、支持されたフィルムロールの外周端から筒状フィルムを順次巻き出して装置本体内に搬送しながら、緩衝材を繰り返し形成して下流側に送り出す緩衝材製造装置において、前記フィルム固定軸12に、RFIDタグ22を付設すると共に、電波送受信用のアンテナ24と、該アンテナから電波を送信すると共に、該電波に対応して前記RFIDタグから発信される特定信号を受信する送受信手段と、受信される特定信号から前記フィルムロールの回転数をカウントし、前記筒状フィルムの巻き出し終点を判定する判定手段とを備える。
(もっと読む)
複合エアー・発泡体保護梱包材
複合エアー・発泡体保護梱包材製品30は、断面において、少なくとも3つのプラスチックフィルム層6、8、10と、3つのプラスチックフィルム層の第1層6と第2層8との間における発泡体14aと、3つのプラスチックフィルム層の第2層8と第3層10との間におけるエアー16aとを有する梱包クッション32を備える。 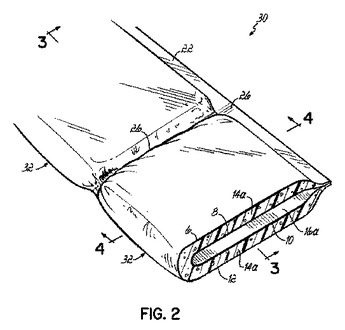 (もっと読む)
(もっと読む)
飲食品用包装袋の注出ノズルに適用される積層フィルムの端面構造および端面処理方法
【課題】飲食品用包装袋の注出ノズルに適用される積層フィルムの端面において、接着剤層、アンカーコート層、インキ層等の露出を完全に防止し、該接着剤層等と、袋内被包装物である飲食物との接触のおそれを取り除いて、常に十分な安全性、衛生性等を確保すること。
【解決手段】少なくとも一軸もしくは二軸延伸ベースフィルム層と、それを挟んで積層したそれぞれのシーラント層とを具える積層フィルムであって、ノズル基端辺が包装袋本体の被包装物収納スペースへの突出状態で包装袋本体に融着接合される飲食品用包装袋の液体注出ノズルに使用される積層フィルムの端面において、前記シーラント層同士が、ベースフィルム層端縁から食み出して相互に融着接合することによって、該ベースフィルム層端面を含む積層フィルム端面における接着剤層やアンカーコート層の部分を被覆してなること。
(もっと読む)
タグ製造装置およびタグ製造方法
【課題】 型抜きにより生じる盛り上がり部分を平滑面化すことにより印字不能領域を最小限に止めることが可能なグ製造装置およびタグ製造方法を提供する。
【解決手段】 帯状のタグ原反51が装着されるタグ原反供給部52と、タグ原反供給部から供給されるタグ原反を所定の形状に型抜きするダイカット装置60と、ダイカット装置の下流側に設けられ、タグ原反の厚みとほぼ同じ隙間を有する平滑面化部材を備えた平滑面化装置2と、ダイカット装置による型抜きによって切り離された耳部54を巻き上げる耳部巻き取り部56と、耳部が取り除かれたタグ原反を巻き取るタグ原反巻き取り部57と、を備えたタグ製造装置1であって、ダイカット装置により型抜きされたタグ原反の型抜き跡の盛り上がり部分を、平滑面化部材の隙間を通過させることにより平滑面化する。
(もっと読む)
ラベルおよびその製造方法
【課題】本発明は、ラベル基材の選定が容易であると共に、粘着剤を塗布する設備を必要とすることなく、裏面に各種情報を表示させることができ、低コストを実現することができるラベルおよびその製造方法を提供することを課題とする。
【解決手段】裏面表記6が表面に左右逆像で印刷されていると共に、被着体に貼付される第1の粘着剤4が裏面に塗布された、半透明もしくは透明な第1のラベル基材2と、裏面に塗布された第2の粘着剤5によって、第1のラベル基材2の表面に貼り合わされた、不透過性の第2のラベル基材3とを有し、裏面表記6が第1のラベル基材2を通して正像で視認可能であり、且つ第2のラベル基材3を通して視認不能であるように構成する。また、第2のラベル基材3の裏面に塗布された第2の粘着剤5の粘着力を、第1のラベル基材2の裏面に塗布された第1の粘着剤4の粘着力よりも強く設定する
(もっと読む)
多層ラベルおよびその製造方法
【課題】 本発明は、疑似接着層を形成する設備を必要とすることなく、市販の疑似接着層によって表面基材が中間基材の表面に接着されている市販の原紙を用いて、中間基材に所望の情報を表示させることができ、低コストを実現することができると共に、中間基材の表示を簡単に変更することができる多層ラベルおよびその製造方法を提供することを課題とする。
【解決手段】表面基材3の裏面と中間基材2の表面とが疑似接着層5で疑似接着されていると共に、中間基材2の裏面に粘着剤4が塗布されている多層ラベル10において、中間基材2を半透明もしくは透明の基材とすると共に、中間基材2の裏面に塗布されている粘着剤4の粘着面に左右逆像で印刷された、中間基材2に表示する中間表記6を有し、表面基材3を中間基材2からめくり取ることで、中間基材2を通して中間表記6が正像で視認可能になるように構成する。
(もっと読む)
ラベルロール並びにラベル転移装置及びラベル転移方法
【課題】粘着ラベルに関する原材料のロスを減らして歩留まり及び生産効率の改善を図り、且つ資源リサイクルを推進する。
【解決手段】帯状に連続する剥離ライナS1にラベル本体Lが貼付される。ラベル本体Lは裏面に粘着層を有して打抜線dcで切離し可能に区分され、その打抜線dcを介して剥離ライナS1の長さ方向に連続的に配列している。剥離ライナS1を所定の経路に沿って移送しながら、その一部をラベル剥離部3で鋭角状に折り曲げ、該剥離ライナS1からラベル本体Lを一つずつ順に剥離突出せしめる。一方、剥離ライナS2を剥離ライナS1とは別の経路に沿って剥離ライナS1よりも高速で移送しながら、ラベル本体Lが剥離ライナS1から剥離突出される位置に剥離ライナS2を通し、その剥離ライナS2に剥離ライナS1から剥離突出されたラベル本体Lを一つずつ順に所定の間隔をあけて転移貼付せしめる。
(もっと読む)
RFタグラベルテープの製造装置
【課題】生産ラインを各列にしてRFタグラベルテープの生産能率を高くすると共に、設備費が低いRFタグラベルテープの製造装置を得る。
【解決手段】RFタグラベルテープ10の複数倍の幅を有するラベルテープ1のラベル台紙1aと剥離紙1bとが別々に走行する走行ラインを設け、この走行ラインの下流側に、ラベル台紙と剥離紙を貼り合わせてラベルテープとするRFタグ貼り合わせ部5と、このラベルテープを各RFタグラベルテープの幅に分断するスリッタ12を設け、上記ラベル台紙の走行ラインの側方に、ラベル台紙の各RFタグラベルテープ幅の位置に、ラベル台紙の走行方向と直行する方向からRFタグを供給するRFタグ供給装置6を設け、上記RFタグ供給装置は、RFタグを1個ずつ搬送するRFタグ搬送手段と、このRFタグ搬送手段にて搬送される間に各RFタグの機能を検査する機能検査手段と、機能検査手段による不良品を除去する不良品除去手段が設けられている
(もっと読む)
環境に優しいティッシュ
【課題】環境への影響が最小限であるようなティッシュ製品を提供する。
【解決手段】1プライのロール状製品、例えばバスティッシュやペーパータオルなどに加工するための環境に優しいティッシュシートの製造方法が開示されている。本方法は、エネルギー消費量を最小限に、すなわちティッシュ3.56平方メートル当たり約100g-CO2e排出量以下に抑えると同時に、望ましいロール嵩、硬さ及び吸収性を有するロール状ティッシュ製品を製造するように決定された数多くのプロセス態様を用いる。
(もっと読む)
テープ貼付装置及びテープ貼付方法
【課題】カップ原紙等の紙の端部からテープ部材が余り難く、しかも紙とテープ部材との間に気泡が溜まり難いテープ貼付装置及びテープ貼付方法を提供する。
【解決手段】テープ貼付装置1は紙容器の素材になる原紙2を走行させながらその端部を覆うように帯状のテープ部材3を端部に沿って貼り付けるものであって、テープ部材3の幅方向の一方の側が端部からはみ出るように配置されたテープ部材3を原紙2の表面に貼り付ける上流側貼付装置7と、端部からはみ出したテープ部材3のはみ出し部が原紙2の裏面側に位置するようにテープ部材3を折り曲げる折り曲げ装置8と、折り曲げ装置8にて折り曲げられて原紙2の裏面側に位置するはみ出し部を原紙2の裏面に貼り付ける下流側貼付装置9とを備えている。
(もっと読む)
エアー緩衝材製造装置
【課題】複数の小区画に空気を封入した独立気室連接気体袋を製造する際の生産性と歩留まりを向上させる。
【解決手段】エアー緩衝材製造装置10は、フィルム材料1の長手方向に伸びるエアチャンバ2に挿入したノズル11から空気を噴出させ、エアチャンバ2に連接して幅方向に伸びる空気室3を膨らませた後、ノズル11の空気噴出口12よりも下流に配置される加熱部材でフィルム材料1の長手方向に沿ったヒートシールを施すと共に、同じくノズル11の空気噴出口12よりも下流に配置される切断部材でエアチャンバ2を長手方向に切り裂き、膨らんだ状態の独立気室連接気体袋を連続的に製造するための装置であって、カッタ31を加熱部の直前の位置に配置した。
(もっと読む)
首掛けラベル連続体の製造方法
【課題】 本発明の課題は、第1基材と第2基材を接着してなる首掛けラベル連続体を製造する際、第2基材の変形又は断裂を防止し、且つ第1基材と第2基材を所定位置で接着できる首掛けラベル連続体の製造方法を提供する。
【課題手段】 本発明の首掛けラベル連続体の製造方法は、MD方向Yと平行な1本の切り線を有する長尺状の第1基材41を、長尺状の第2基材42に重ね合わせ、前記第1及び第2基材のTD方向両側端部を接着する工程と、前記接着した第2基材42のみに、MD方向と交差する方向の切込み線を含む切り目を所定間隔を開けて形成する工程と、を有する。
(もっと読む)
タグ付きパケット及びその製法
【課題】タグ付きパケットを製造するために、複数のタグ(6)、糸(8)、材料を被包するウェブを一体的に組み立てる方法と装置とが提供される。
【解決手段】タグは回転担持体(2)の両面上の離間された座上に保持され、糸は担持体とタグとの上に載置される。タグ(6)の間には担持体の周囲上に回旋形状が形成されており、これは横方向に移動可能な複数の保持ピン(12)により形成されるか、あるいは移動可能なガイド(50)により担持体上に与えられる。ウェブはタグと糸とに接するようにされて、糸の回旋パターンを保ってタグと糸とへ取り付けられる。このウェブ、糸、及びタグの組立は、パケットを完成させる連続的な形成充填操作に適している。
(もっと読む)
81 - 100 / 201
[ Back to top ]