
Fターム[3F027DA08]の内容
Fターム[3F027DA08]に分類される特許
1 - 20 / 49
物品検査装置
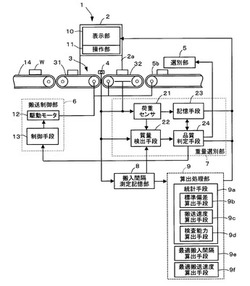
【課題】最適な搬送速度または検査能力の限界に対する稼動中の検査能力の余裕の度合いを搬入間隔から求めることができる物品検査装置を提供する。
【解決手段】搬送部3と、搬入センサ4と、搬入センサ4によって搬送部3に被検査物Wが搬入されたことが検出されてから基準時間経過後に搬送部3に搬入された被検査物Wの品質データを取得する品質データ取得手段と、品質データ取得手段により取得した品質データに基づいて被検査物Wの品質の良否を判定する品質判定手段24と、を備えた物品検査装置において、搬入センサ4によって検出された被検査物Wの搬入間隔tを測定し記憶する搬入間隔測定記憶部8と、搬入間隔測定記憶部8によって測定し記憶された搬入間隔tの内の所定範囲内の搬入間隔tに関する統計量を算出する統計手段9aと、統計手段9aにより算出された搬入間隔tに関する統計量に基づいて、搬入間隔tに関するヒストグラムを表示するヒストグラム表示手段10とを備える。
(もっと読む)
容器供給装置

【課題】上流の搬送コンベヤからその入口コンベヤを経由して前記容器処理機器へ容器を供給する容器供給装置において、入口コンベヤ上で容器処理機器に供給されつつある容器の密着量を所定量に維持しつつも、密着容器に変形或いは損傷を与えない。
【解決手段】上流の搬送コンベヤ7からその入口コンベヤ6を経由して容器処理機器5へ容器Bを供給する容器供給装置である。入口コンベヤ6上で容器処理機器5に供給されつつある容器B相互間の密着量を検知できる容器センサ9が設けられている。制御装置10は、容器センサ9によって検知した容器密着量に応じて搬送コンベヤ7の搬送速度(容器供給量)を制御する。
(もっと読む)
コンベア装置、集合型ゾーンコントローラ、並びにゾーンコントローラ
【課題】搬送物を一まとめにすることが可能であり、且つモータとゾーンコントローラの必要個数を減少させることができるコンベア装置、集合型ゾーンコントローラ、並びにゾーンコントローラを提供することを課題とする。
【解決手段】コンベア装置120は、ゾーンAA〜ACが搬送方向に直列に配置されたものである。ゾーンAA〜ACは、集合型ゾーンコントローラ101で制御される。ゾーンAA〜ACは、各々通常のものよりも搬送ローラ5の本数が多く、全長Lが長いので、主たる搬送物を、間隔を開けて3個載置することができる。存荷センサーSa〜Scは、それぞれゾーンAA〜ACの最も末端の位置にある。集合型ゾーンコントローラ101では、複数の搬送物を適度の間隔を設けて一まとめにする動作を各ゾーンの在荷センサーSa〜Scの信号と、プログラム上のタイマーの組み合わせによって実現している。
(もっと読む)
搬送速度算出装置および搬送速度算出方法
【課題】搬送速度に加えて、被搬送物が何個連なっているのかを把握する。
【解決手段】エア搬送装置により被搬送物(PB)を搬送し、被搬送物を搬送方向における被搬送物の幅方向最大箇所が通過する平面上に配置された第一投光器(31a)から投光されて、第一受光器(31b)により受光される光が被搬送物の搬送方向における幅方向最大箇所により遮光された遮光回数及び遮光時間を第一記録部(21)に記録し、幅方向最大箇所とは異なる幅方向箇所が通過する平面上に配置された第二投光器(32a)から投光されて、第二受光器(32b)により受光される光が被搬送物の搬送方向における幅方向最大箇所により遮光された遮光回数及び遮光時間を第二記録部(22)に記録し、第一及び第二記録部により記録された遮光回数及び遮光時間に基づいて、搬送される被搬送物の搬送速度と、に加えて、被搬送物が何個連なっているのかを算出する。
(もっと読む)
搬送装置
【課題】可変速コンベヤに停止・起動の衝撃がかからない搬送装置を提供する。
【解決手段】搬送装置1は、搬入可変速コンベヤ2、可変速コンベヤ3、定速コンベヤ4およびこれらコンベヤ2,3,4を制御可能な制御手段21を備える。制御手段21は、第1変速後目標速度を計算し、この目標速度への変速時間間の先行の搬送物の進行距離を可変速コンベヤ3が変速前速度のままとして計算する。制御手段21は、その進行距離を考慮して第1変速後目標速度への変速完了時の先後両搬送物間の仮想隙間を計算し、この仮想隙間を考慮して第2変速後目標速度を計算する。制御手段21は、第2変速後目標速度と第1変速後目標速度との一致性の有無を判断し、一致性有りと判断した場合には第2変速後目標速度を最終変速後目標速度として計算を終了する。
(もっと読む)
容器搬送装置
【課題】多数のボトルを一列に連続的に搬送する際、複数のボトルが連続搬送状態になったときに先頭のボトルに過大な押圧力が作用するのを抑制する。
【解決手段】ラベル装着システム1のラベラー2には複数のコンベア31A,31B,31C,…を一列に配置して多数のボトルBをラベラー2に供給するラベル搬送装置3が設けらる。コンベア31Aには各ボトルBのラベラー2への供給タイミングを調整するスクリュー4が設けられ、このスクリュー4の上流側に複数のボトルBを連続搬送状態にするボトル蓄積区間が設けられている。コンベア31A〜31Cのうち、コンベア31Bは順逆両方向に搬送方向が切換可能なコンベアで構成される。ボトル蓄積区間のボトルBの連続搬送状態の数が所定数以上なると、コンベア31Bの搬送方向を逆方向に切り換え、コンベア31B上のボトルBに上流側方向の押圧力を発生させることで、連続搬送状態の先頭のボトルBに作用する押圧力を低減する。
(もっと読む)
ストック装置
【課題】順次投入される複数品種の箱を一時的にストックするストック装置において、設備コストや設置床面積を抑えると共に品種の切り替わりや品種数の増減に対して柔軟に対応可能とし、高い稼動効率の実現を図る。
【解決手段】ストック装置1は、箱Wを移動させると共にストックするコンベア2と、コンベア2に沿って配置された開閉ストッパ31〜33と、コンベア2の下流の停止ストッパ30と、各ストッパの位置における箱Wの有無を検出する箱検出センサ40〜43と、コンベア2に投入される箱Wの品種情報を取得する品種情報取得センサ5と、各部の動作を制御する制御部6とを備える。制御部6は、新たに投入された箱Wに対し、品種情報に基づいて品種切替有りと判断した際に、箱検出センサ40〜43によって箱Wが検出されていない最下流位置の開閉ストッパ31〜33を閉状態として、品種切替前後の箱Wを互いに区分してストックした状態とする。
(もっと読む)
搬送品のトラッキング方法及びコンベア搬送装置
【課題】搬送品を高速に搬送させるとき搬送品のトラッキングが正確にできるトラッキング方法を提供することを目的とする。
【解決手段】トラッキング方法は搬送方向に所定間隔で配置された識別コードを複数有する環状コンベアで搬送品を搬送し搬送品をトラッキングする。トラッキング方法は、環状コンベアに載置される前に搬送品に関する情報を順次入力し搬送品の情報レコードを生成する搬送品レコード生成工程(S11)と、搬送品が搬入場所で識別コードを読み取る第1識別コード読み取り工程(S16)と、搬送品が環状コンベア上に載置され搬送品の搬送方向の後端を検知した際に識別コードと情報レコードとを関連付ける関連付け工程(S19)と、搬入場所とは異なる場所で識別コードを読み取る第2識別コード読み取り工程(S20)とを備える。
(もっと読む)
板状物の搬送量検出装置及び搬送量検出方法並びに板状物の切線加工装置及び切線加工方法
【課題】本発明は、板状物の搬送量を正確に検出することができる板状物の搬送量検出装置及び搬送量検出方法、並びに、板状物を精度よく切線加工することができる板状物の切線加工装置及び切線加工方法を提供する。
【解決手段】本発明は、帯状板ガラスGに当接される第1ロール102が熱膨縮して角速度(ω1)が変動しても、第1ロール102の周速度(Vt)は不変であること、すなわち、第1ロール102の周速度(Vt)は第1ロール102の直径、角速度に影響されないことに着目してなされたものである。すなわち、本発明の搬送量検出装置100によれば、雰囲気温度によって直径が変動する第1ロール102の表面に、第2ロール104を当接して、第1ロール102の不変な周速度(Vt)で第2ロールを回転させ、第2ロール104の角速度(ω2)回転量に応じてエンコーダ106から発生するパルス信号に基づいて、帯状板ガラスGの搬送量を検出する。
(もっと読む)
パレット搬送方法及びパレット搬送装置
【課題】パレットの搬送速度を搬送する間隔により異ならせて、搬送時間を短縮する。
【解決手段】パレット搬送方法はパレットレール21,41に搭載されたパレット11をパレットレールの長手方向に連続して設けられた複数のパレット搬送手段22,42により搬送する方法である。一のパレット搬送手段22によるパレットの搬送速度を別のパレット搬送手段42によるパレットの搬送速度と異ならせる。一のパレット搬送手段から隣接する別のパレット搬送手段にパレットが移動する際に一のパレット搬送手段と別のパレット搬送手段の双方におけるパレットの搬送速度を同一とする。パレット搬送装置は、パレットを長手方向に沿って移動可能に搭載するパレットレールと、パレットレールの長手方向に連続して設けられパレットの搬送速度を可変可能に構成された複数のパレット搬送手段と、複数のパレット搬送手段を制御するコントローラ61とを備える。
(もっと読む)
重量選別機
【課題】 計量コンベヤに複数の被計量物が同時に搬送される状態を防止することができる重量選別機を提供する。
【解決手段】 重量選別機10は、被計量物Pを搬送する計量コンベヤ1と、計量コンベヤ1上の被計量物Pの重量を計量する計量手段2,3と、計量コンベヤ1に前記被計量物を供給する供給コンベヤ4と、供給コンベヤ4の入口側に設けられ、被計量物Pを検出する物品検出センサ5と、制御器3とを備えている。制御器3は、計量コンベヤ1の長さLに基づいて物品検出センサ5で検出された被計量物Pから定められる被計量物間の間隔Ldに応じた供給コンベヤ4の搬送速度V1を演算し、当該搬送速度V1となるように供給コンベヤ4を制御する。
(もっと読む)
物品搬送装置
【課題】チップ状電子部品の搬送経路に関連して、チップ状電子部品の存在または通過を検知するための光透過型センサが設けられるとき、光透過型センサの投光部および受光部の少なくとも一方が埋め込まれる搬送面に穴が形成されることになるが、この穴のために、チップ状電子部品の円滑な搬送が阻害されることがある。
【解決手段】搬送面21を、セラミック板31によって与えるようにし、投光部23からの光は、セラミック板31を透過して受光部24へと至るようにする。搬送経路は、第1のベース18によって支持された第1の搬送経路9と、第1の搬送経路9に続くものであって、第1のベース18とは別の第2のベース19によって支持された第2の搬送経路14とを備え、セラミック板31は、第1および第2のベース18,19間にわたって連続して延びている。
(もっと読む)
アキュムレーションコンベヤ
【課題】簡易な構成で、搬送物間の距離を好適に縮小して、アキュムレーション効率及び搬送効率を向上させる。
【解決手段】アキュムレーションコンベヤ10は、ゾーンZごとに設けられ、該ゾーンZを構成するキャリヤローラ18を回転駆動するモータ20と、ゾーンZごとに設けられ、搬送物Pの通過を検知するセンサ22と、センサ22により検知された隣り合う2つの搬送物の検知情報に基づいて、搬送物の間の距離に関する距離情報を推定し、その推定された距離情報が所定範囲内の場合に、上流側後方の搬送物が搬送されているゾーンZの搬送速度が、ゾーンZの下流側に隣接するゾーンZの搬送速度に対して相対的に速くなるように、ゾーンZのモータ20又はゾーンZのモータ20への制御入力を切り替える制御手段26と、を備える。
(もっと読む)
ワークの搬送装置
【課題】ワークが相互に干渉することなく搬送順位通りに搬送でき、省電力化を図る。
【解決手段】ワークの搬送装置1は、第1のセンサ21が第1のワークW1を検知した場合に、第2の搬送コンベア12を駆動させて第2の搬送コンベア12へ第1のワークW1を搬送するとともに、その後第2のセンサ22が第1のワークW1を検知したとき、第1の搬送コンベア11および第2の搬送コンベア12を停止させるワーク投入ステップと、第1の搬送コンベア11を駆動させて第2のワークW2を搬送し、第1のセンサ21が第2のワークW2を検知した場合に、第2の搬送コンベア12を駆動させて第2の搬送コンベア12へ第2のワークW2を搬送して、第1のワークW1および第2のワークW2を所定の離隔量だけ離隔して第2の搬送コンベア12上に留置するピッチ送りステップと、を連続して実行する。
(もっと読む)
土砂搬送システム
【課題】土砂の搬送効率を向上させることが可能な土砂搬送システムを提供すること。
【解決手段】土砂5を搬送する搬送装置1と、任意の位置に配置され搬送装置1上に土砂5を投入する複数の投入装置3と、各投入装置3の土砂5の投入開始予定時刻Wsを設定する土砂投入管理装置4とを備え、土砂投入管理装置4は、投入予定時間Tsと到達時間Uとに基づき各投入装置3の投入開始予定時刻Wsを算出する算出部45と、当該算出結果に基づき各投入装置3の投入開始予定時刻Wsを設定する投入開始予定時刻処理部46Aとを有し、各投入装置3は、搬送方向上流側から搬送されてくる土砂5の有無を検知する搬送土砂検知センサ33と、当該検知結果に基づき、投入開始予定時刻Wsを含む所定の時間帯に搬送装置1上に土砂5が有るか否かを判定し、土砂5が搬送装置1上に無いと判定したときに土砂5を投入する投入決定処理部35Cとを有すること。
(もっと読む)
物品供給装置
【課題】複数個単位で切り出された集合品を、各物品が略隙間無く寄せられた状態で供給する。
【解決手段】供給コンベヤ22の上流側に接続される切り出しコンベヤ20は、物品貯留時には各コンベヤ20a,20b,20cに1個ずつ物品10を載置して停止し、物品切り出し時には切り出し数に対応する数のコンベヤ20a,20b,20cの走行を一斉に開始して供給コンベヤ22に切り出し数分の物品10を送り出す。供給コンベヤ22の搬送途中に、集合品を一対の支持片40,42で前後から挟んで各物品10を略隙間無く寄せた状態とする集合手段44が配設される。集合品の集合動作後に、前方に位置する一方の支持片40は搬送路外へ退避し、後方に位置する他方の支持片42は前進移動を停止または減速して次の集合品の集合動作を待機する。
(もっと読む)
搬送装置
【課題】搬送物を合流ラインから集積コンベヤに効率良く投入できる搬送装置を提供する。
【解決手段】搬送装置1は、複数の合流ライン3を集積コンベヤ2の側方に配設する。各合流ライン3は、搬送物検知手段20、待機コンベヤ21、測長コンベヤ22および移載コンベヤ23を有する。制御手段16は、エントリーカウントが設定数でない場合には、次の同一の合流ラインデータの登録要求が発生したときに、その同一の合流ラインデータに係る合流ライン3以外の合流ライン3からの搬送物Wの投入が可能な未指定データを登録する。
(もっと読む)
減列型物品搬送装置
【課題】 上流側搬送路における各列の物品滞留状態に応じて、物品を供給する列の適正な選択が行える減列型物品搬送装置を提供する。
【解決手段】 上流側搬送路10の各列に対し、あらかじめ設定した検出位置で物品の存否を検出する物品検出センサ40a、40b、40cと、物品検出センサからの信号により、上流側搬送路10における各列毎の物品の滞留状態を判断する滞留状態判断回路51と、上流側搬送路10の各列に対する複数の物品供給パターンがあらかじめ設定してある供給パターン設定部52と、滞留状態判断回路51による判断結果に基づき、供給パターン設定部52に設定してある供給パターンのいずれかを選択する供給パターン選択回路53と供給パターン選択回路53により選択された供給パターンにしたがい上流側搬送路10における物品供給列を選択する物品供給列選択回路54とを含む。そして、物品供給列選択回路54により選択された上流側搬送路10の物品供給列から、下流側搬送路20に物品を供給する。
(もっと読む)
仕分けシステム
【課題】分岐装置が分岐動作を行わない状態になった場合であっても、仕分け作業の効率の低下を抑制することのできる仕分けシステムを提供すること。
【解決手段】複数の荷物の仕分けを行う仕分けシステム10であって、制御部15と、メインコンベア20と、第一分岐コンベア21および第二分岐コンベア22と、第一分岐装置11と、第二分岐装置12と、第一分岐装置11の自動モードと非自動モードとを切り替えるモード切替部と、第二分岐装置12の自動モードと非自動モードとを切り替えるモード切替部とを備え、制御部15は、第一分岐装置11および第二分岐装置12の一方が非自動モードとなった場合、当該一方に対応する第一分岐コンベア21または第二分岐コンベア22へ送り出すべき単位時間あたりの荷物の個数である仕分け数量を、当該一方が自動モードである場合よりも少なくする。
(もっと読む)
物品供給装置
【課題】包装機への物品送出タイミングに一時的遅れが発生する場合の物品搬送処理を良好に行う。
【解決手段】駆動モータ7により走行駆動される複数の搬送コンベヤ3のうち包装機に向けて物品9を供給するタイミングに遅れが生じた際に包装機と第一搬送コンベヤC0,C1とを停止させる。第一搬送コンベヤC0,C1より上流側に配設された第二搬送コンベヤC2〜C6のうち特定の搬送コンベヤC2,C3が物品9を受け入れる際に、特定の搬送コンベヤC2,C3の上流側に隣接する搬送コンベヤC4〜C6で搬送される物品9の検知に基づき、特定の搬送コンベヤC2,C3を物品略一つ分ずつ搬送するよう間欠的に走行駆動して物品9を貯留し、包装機が運転可能な状態となり、特定の搬送コンベヤC2,C3への物品貯留数が所定数を越える時に、第一搬送コンベヤC0,C1の走行を再開させて、物品9を第一搬送コンベヤC0,C1に向けて搬送する。
(もっと読む)
1 - 20 / 49
[ Back to top ]