
Fターム[3F081EA09]の内容
コンベア上の物品の姿勢制御 (7,432) | 検出装置 (482) | 被搬送物を検出するもの (449) | 非接触式(光電管等)検出器 (140)
Fターム[3F081EA09]に分類される特許
1 - 20 / 140
物品搬送装置
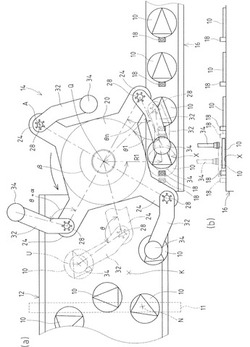
【課題】任意の間隔で搬送されてきた物品を高速で搬送する。
【解決手段】物品認識手段により得た情報に基づき、回転体20の回転中にアーム32を回動させて吸着予定の物品10に対向する吸着位置Uにおいて該物品10を吸着具34で吸着するに際して、上昇位置と下降位置との間の中途範囲において吸着予定の物品10)の斜め上方から前記吸着位置Uを含む下降位置付近に向けて該吸着具34を吸引しながら下降させ、該下降位置付近にて中途範囲よりも吸着具34を遅く下降させるようにアーム昇降モータを変速制御して、物品10を吸着する。
(もっと読む)
物品搬送装置

【課題】任意の間隔や向きで搬送されてきた物品を高速に搬送する。
【解決手段】物品認識手段により得た物品10の位置に関する情報に基づき、物品10を吸着する順序を定めて回転体20の回転中にアーム32を該情報に応じた回動角度で回動させて物品10を吸着具34で吸着する。物品10の向きに関する情報に基づき、物品10が載置位置Xにおいて特定の方向に向くように吸着具34を回転させて、物品10を載置位置Xを載置する。
(もっと読む)
搬送装置
【課題】被搬送物の姿勢を変更するための物体とガイドとの隙間に、被搬送物の包材が嵌まり込まないようにした搬送装置を提供する。
【解決手段】搬送装置100では、制御部190は、包装物Bが突出状態の突出体121と当接して回転する際、突出体121を包装物Bの搬送方向と交差する方向に水平に移動させるので、包装物Bのコーナーが突出体121とガイド部材110との隙間に嵌り込むことが防止される。その結果、包装物Bが回転できないという事態が回避される。特に、軟包装商品はコーナーが突出体121とガイド部材110との隙間に嵌り込み易いので、その効果は格別である。
(もっと読む)
線状部材の整列供給装置
【課題】線材の絡みや重なりを抑制しながら、速やかに所定の姿勢に整列させ、縦横および表裏の向きを揃えて、次工程に供給する。
【解決手段】線材投入部2の底面を線材Wが載置される傾斜面22とし、傾斜面22の最下端部に沿って線材Wが一つずつ所定の姿勢で通過するように案内する案内溝23を設け、案内溝23への入口24近傍に設けた階段状ガイド部材9で、線材Wの重なりを解消する。案内溝23出口に面して線材Wの所定の姿勢に適合させた受け溝41を有する線材受け部4を配置し、案内溝23を通過した線材Wを所定姿勢に整列させた後、送り機構8で送り出す。
(もっと読む)
円柱体の回転位置決め装置
【課題】横倒させた円柱体Wを移動及び回転させながら、円柱体Wの回転位置決めを行うに際して、摩耗粉の発生を防止し、摩耗粉を原因としていた各種不具合を防止する。
【解決手段】レール部材3上の円柱体Wに当接する回転ローラ20と、回転ローラ20を回転駆動するローラ回転機構21と、回転ローラ20をレール部材3上の円柱体Wに接離させるローラ接離機構22と、回転ローラ20を送り爪5に同調させつつレール部材3に沿って移動させるローラ移動機構23とを有し、ローラ移動機構23には、回転ローラ20が円柱体Wに当接するよりも先に円柱体Wの一端部に当接して円柱体Wを送り爪5よりも搬送方向の下流側へ離反させる先行送り爪53が設けられており、この先行送り爪53には、回転ローラ20で回転される円柱体Wから転動力を受けて従動回転するロータ54が設けられている。
(もっと読む)
容器供給装置
【課題】上流の搬送コンベヤからその入口コンベヤを経由して前記容器処理機器へ容器を供給する容器供給装置において、入口コンベヤ上で容器処理機器に供給されつつある容器の密着量を所定量に維持しつつも、密着容器に変形或いは損傷を与えない。
【解決手段】上流の搬送コンベヤ7からその入口コンベヤ6を経由して容器処理機器5へ容器Bを供給する容器供給装置である。入口コンベヤ6上で容器処理機器5に供給されつつある容器B相互間の密着量を検知できる容器センサ9が設けられている。制御装置10は、容器センサ9によって検知した容器密着量に応じて搬送コンベヤ7の搬送速度(容器供給量)を制御する。
(もっと読む)
搬送装置、インクジェット記録システム及びインクジェット記録方法
【課題】搬送対象の物品を好適に搬送することができる搬送装置、搬送装置を有するインクジェット記録システム、及び、インクジェット記録システムで実行されるインクジェット記録方法を提供することを目的とする。
【解決手段】搬送装置1は、複数の搬送ローラ10と、直交方向の第一の側及び第二の側のうちの第一の側に設けられ、搬送中の物品3の基準側面部に接し、直交方向において、搬送中の物品3の位置決めをする第一ガイドローラ90とを有する。複数の搬送ローラ10は、回転軸22と傾斜ローラ本体24とを有し、回転軸22が、搬送中の物品3を第一の側に斜行させる方向に傾斜した傾斜ローラ20を含む。傾斜ローラ20は、物品3の基準側面部が第一ガイドローラ90に接した状態で、物品3が第一ガイドローラ90から受ける反力に応じて、傾斜ローラ本体24を、回転軸22の軸方向において、第二の側に移動させる移動機構を有する。
(もっと読む)
棒状部品の整列搬送装置および検査装置
【課題】ねじ・ピン等の棒状部品を確実に直立させて搬送するとともに、搬送中の棒状部品を撮像する部品検査において正確な良否判定を実現する検査装置を提供する。
【解決手段】ねじの端面を搬送面に吸着して搬送する回転テーブルと、回転テーブル上のねじの頭部を吸着して当該ねじを直立姿勢に矯正する矯正手段12とを備える整列搬送装置および検査装置1による。これら装置によると、ねじを確実に直立姿勢で搬送するができるとともに、搬送中のねじを撮像してこの撮像画像に基づく部品検査においても良否判定が正確になる。
(もっと読む)
容器搬送装置
【課題】多数のボトルを隙間なく一列縦隊にして搬送する際、先頭のボトルに過大な押圧力が掛るのを抑制する。
【解決手段】ラベル装着装置2には複数のコンベアCV1,CV2,…を一列に配置して多数のボトルBをラベル装着装置2に供給するラベル搬送装置3が設けられる。制御部31は、スクリュー310が設けられたコンベアCV1の搬送速度をラベル装着装置2における容器処理速度Wに基づく搬送速度v1に制御し、コンベアCV1の上流側に連結されたコンベアCV2の搬送速度を容器処理速度Wに基づく、搬送速度v1よりも低速の搬送速度v2に制御する。v2<v1とすることによりコンベアCV1のオーバーラップ部OLP1でボトル間に隙間が生じるようにする。
(もっと読む)
物品搬送装置
【課題】搬送コンベヤに所定間隔で設けられたキャリア保持手段からキャリアをリジェクトした場合に、そのキャリア保持手段にキャリアを補充する。
【解決手段】搬送コンベヤに等間隔で設けられたキャリア保持手段に、キャリア2を保持させて搬送する。容器供給ポジションAでこれらキャリア2に容器6を供給し、液体の充填およびキャッピングを行った後、検査ポジションDで検査を行う。不良容器が検出されたときには、次のリジェクトポジションEでこの容器6をキャリア2ごとリジェクトする。その後、キャリア補充ポジションFで、空になっているキャリア保持手段にキャリア2を補充する。すべてのキャリア保持手段がキャリア2を保持した状態で次の容器供給ポジションAに到達する。
(もっと読む)
搬送装置
【課題】耐久性の低下を可及的に招来することなく、被搬送物の搬送効率を向上することのできる搬送装置を提供する。
【解決手段】第1搬送経路R1上で移動する予め定められた載置目標場所に被搬送物Sを載置すべく、載置目標場所が3次元空間における予め定められた位置に到達するのと同期して、被搬送物Sを第1搬送経路R1と異なる第2搬送経路R2を介して前記予め定められた位置に搬送するための第2搬送部3と、第2搬送経路R2上の搬送出口ETに被搬送物Sが到達したことを検出する出口センサ16と、この検出時点における被搬送物Sの理想位置に対する実際位置の位置ずれ量を算出する走行距離検出処理部27と、被搬送物Sの検出時点から予め定められた搬送速度制御対象期間に、前記位置ずれ量に応じ、停止以外の速度範囲内で第2搬送部3の搬送速度を調整する搬送速度算出部28及び搬送制御部29とを備えた。
(もっと読む)
容器処理装置
【解決手段】 容器処理装置1は、各バケット12内に角型の容器2を収容して搬送する第1搬送コンベヤ3と、第1搬送コンベヤ3によって搬送される容器2を撮影するカメラ4と、制御手段7によって作動を制御されて、バケット12内の容器2を吸着して取り出すロボットハンド6Aとを備えている。
カメラ4が撮影した容器2の画像が制御手段7へ伝達されると、制御手段7は、容器2の画像上の中心位置を求め、そこからバケット12の中心12cへ所定量ずらした位置を上記ロボットハンド6Aによる容器2の吸着位置として決定する。ロボットハンド6Aは、バケット12内で傾斜している容器2の側面2Bの上記吸着位置を吸着してバケット12内から取り出す。
【効果】 角型の容器2であってもロボットハンド6Aによって確実に吸着して取り出すことができる。
(もっと読む)
搬送装置
【課題】物品群の前後端を効率よく揃えて当該物品群を搬送する搬送装置を提供する。
【解決手段】物品群Zを搬送する搬送装置1であって、物品群Zが滑動するシュート2と、シュート2の下方端に近接配置され、滑動した物品群Zが載置される載置台3と、載置台3の上方に配置されるコンベヤ4と、を備え、コンベヤ4は、載置台3上における物品群Zの搬送方向後端を押圧搬送可能な搬送片54を所定間隔で複数配設した無端索体51、及び、無端索体51を回転させる駆動手段6aを有する無端搬送手段を備えており、搬送片54は、シュート2の滑動面21上において物品群Zを受け止めて該物品群Zの搬送方向前端を揃えることを特徴とする搬送装置1。
(もっと読む)
飲食物搬送装置
【課題】搬送路上で飲食物を載置した複数の飲食物容器を飲食客に圧迫感を与えないよう搬送することのできる飲食物搬送装置を提供すること。
【解決手段】客席Kと調理場Cとに亘って設けられた無端状の搬送路9を備え、飲食物を載置する複数の飲食物容器3を搬送路9上に載置することで、飲食物を客席Kと調理場Cとの間で循環搬送する飲食物搬送装置1であって、搬送路9上を搬送されている飲食物容器3を検知する検知手段12と、検知手段12によって検知された飲食物容器3と飲食物容器3の次に搬送路9上を搬送されてくる飲食物容器3との間隔を所定距離L以上に保持する間隔保持手段11と、を備える。
(もっと読む)
選果システム
【課題】載置台上の適正位置に青果物が載置されていない場合には、上流側に戻すようにする選果システムを提供する。
【解決手段】主搬送手段2には上流側から青果物6を載置台5上に載せる載置工程11と、青果物6の品質を測定する品質計測工程12・13・14と、品質計測工程12・13・14の測定結果から等級や階級別に青果物6を選別してパック詰めするパック詰め工程15とが設けられる選果システム1において、パック詰め工程15には、青果物6のがく片6b側を吸着してパック48に整列して詰めるパック詰めロボット33を備え、品質計測工程12・13・14と主搬送手段2の最上流端とを主搬送手段2とは別途に繋ぐリターンライン16が備えられ、品質計測工程12・13・14で、載置台5に対するがく片6bの載置位置が適正であるかを検知し、適正でない場合はリターンライン16を経て載置台5を主搬送手段2の最上流に戻すものとする。
(もっと読む)
倒れ容器検出装置
【課題】容器を搬送するコンベヤにおいて、複数の容器検出センサーで検出して倒れ容器検出の信頼性を高めるとともに、コンベヤ速度の変更がある場合に確実に排除できる倒れ容器検出装置を提供する。
【解決手段】本発明に係る倒れ容器検出装置01は、複数の容器検出センサーを搬送容器高さの上部と下部に相当する位置で上下に配置して、正常状態で搬送される容器が検出されるようにした一対の容器検出手段1と、一対の容器検出手段1から容器高さ相当以内の距離に、もう一対の容器検出手段2を設けて、倒れた状態で搬送される倒れ容器Pfが、一対の容器検出手段1の下部の容器検出センサー1aともう一対の容器検出手段2の下部の容器検出センサー2aで検出されるが、一対の容器検出手段1の上部の容器検出センサー1bともう一対の容器検出手段2の上部の容器検出センサー2bでは検出されないものである。
(もっと読む)
基板搬送装置
【課題】基板の搬送方向の曲がりを搬送しながら補正する基板搬送装置を提供する。
【解決手段】コロによって基板を搬送する基板搬送装置であって、載置された基板を搬送し、基準速度で回転するコロと、基準速度に対して加減速された速度で回転するコロで構成される複数の搬送コロと、前記搬送コロを備えた複数のコロ軸と、前記コロ軸を回転駆動させる駆動用モータと、搬送中の基板の曲がりを検知するセンサーと、前記センサーからの出力信号によって基板の曲がり度合いを検出する基板曲がり検出装置と、前記基板曲がり検出装置からの出力信号を得て、前記搬送コロの内、基準速度に対して加減速された速度で回転するコロの回転速度を調整するための調整用モータを制御する制御装置と、前記調整用モータの回転によってコロの回転速度を加減速させる差動装置を備え、基板の搬送中の曲がりを補正することを特徴とする基板搬送装置。
(もっと読む)
反転装置およびプリフォーム取り扱い装置
【課題】簡単な構造で対象物を反転させることができる反転装置を提供する。
【解決手段】反転装置RMは、支持体78と、支持体に回転軸53回りで回転自在に支持されて、回転軸53の軸方向に第1端52aおよび反対側の第2端52bで仕切られる回転体52と、回転体52上に形成されて、第1端52aから第2端52bまで対象物Pを滑らせる滑り路84、88、89と、第1端52aで滑り路84、88、89の入口に向き合わせられ、滑り路84、88、89の入口に第1姿勢の対象物Pを案内する第1案内路51と、第2端52bで滑り路84、88、89の出口に向き合わせられ、回転体52の回転に応じて第1姿勢から反転した第2姿勢の対象物Pを滑り路84、88、89の出口から案内する第2案内路47とを備える。
(もっと読む)
容器搬送装置
【課題】多数のボトルを一列に連続的に搬送する際、複数のボトルが連続搬送状態になったときに先頭のボトルに過大な押圧力が作用するのを抑制する。
【解決手段】ラベル装着システム1のラベラー2には複数のコンベア31A,31B,31C,…を一列に配置して多数のボトルBをラベラー2に供給するラベル搬送装置3が設けらる。コンベア31Aには各ボトルBのラベラー2への供給タイミングを調整するスクリュー4が設けられ、このスクリュー4の上流側に複数のボトルBを連続搬送状態にするボトル蓄積区間が設けられている。コンベア31A〜31Cのうち、コンベア31Bは順逆両方向に搬送方向が切換可能なコンベアで構成される。ボトル蓄積区間のボトルBの連続搬送状態の数が所定数以上なると、コンベア31Bの搬送方向を逆方向に切り換え、コンベア31B上のボトルBに上流側方向の押圧力を発生させることで、連続搬送状態の先頭のボトルBに作用する押圧力を低減する。
(もっと読む)
PTPシート搬送装置
【課題】PTPシートの搬送時間を短縮できると共に、十分な受渡し時間を確保することのできるPTPシート搬送装置を提供する。
【解決手段】PTPシート搬送装置11は反転装置12を備え、反転装置12にはハウジング16の周囲に90度間隔で固定クランプ装置21Aと可動クランプ装置21Bとが1つおきに交互に設けられている。反転装置12は、可動クランプ装置21Bの回動軸18の傘歯車26と、ハウジング16の駆動軸14と同心で回転可能に設けられ、傘歯車26に噛合される傘歯車27と、傘歯車27の回転及び停止を駆動制御する駆動制御機構とを備えている。そして、受取り区間や第1受渡し区間等に可動クランプ装置21Bが在る場合においては、傘歯車27をハウジング16と同期して回転させることにより、可動クランプ装置21Bが回転軸18の軸線回りに回転しない構成となる。
(もっと読む)
1 - 20 / 140
[ Back to top ]