
Fターム[4D075EB31]の内容
流動性材料の適用方法、塗布方法 (146,046) | 塗布材料の組成 (21,311) | 重縮合重合体系 (10,215)
Fターム[4D075EB31]の下位に属するFターム
フェノール樹脂、アミノ樹脂系 (946)
エポキシ樹脂系、エポキシ基を含むもの (1,502)
ポリエステル、ポリカーボネート系 (1,675)
ポリエーテル系 (437)
ポリウレタン、イソシアネート基を含むもの (1,986)
ポリアミド、ポリイミド系 (628)
珪素を含む樹脂系 (1,708)
主鎖に芳香環を含む樹脂系 (69)
架橋剤、硬化剤 (570)
ポリマー前駆体 (344)
Fターム[4D075EB31]に分類される特許
201 - 220 / 350
透明導電膜形成用基板、透明導電膜付き基板、透明導電膜の製造方法
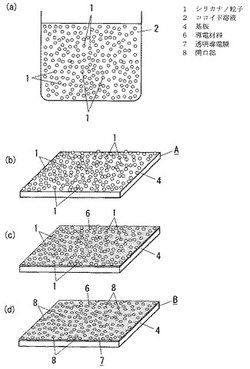
【課題】高導電性と高透明性を両立した透明導電膜を簡易に形成することができる透明導電膜形成用基板を提供する。
【解決手段】基板4の表面に、ナノ粒子1を単分散状態で配置して付着させたことを特徴とする。ナノ粒子1をマスクとして基板4の表面に導電材料6を被覆した後にナノ粒子1を除去することによって、ナノ粒子1の除去跡が光が透過する開口部8となると共にこの開口部8以外の部分にメッシュ状の導電材料6の膜を形成することができる。
(もっと読む)
塗工膜の乾燥装置及び塗工膜の乾燥方法

【課題】塗工液の塗布された塗工膜を均一的に乾燥させ、乾燥ムラを防止することができる乾燥装置及び乾燥方法を提供する。
【解決手段】キャリアフィルム10上に溶剤を含む塗工液を塗布して塗工膜を形成した後、塗工膜を乾燥させる塗工膜の乾燥装置14aであって、乾燥装置14a内で塗工膜を形成したキャリアフィルム10を搬送してゆくとき、塗工膜の中心のみに向けて直接温風を吹き付けると共に、塗工膜の外周には間接的にエアーを当てる送風手段20を備える。塗工膜は、自然乾燥では通常外側から中心に向かって溶剤が揮発されてゆき乾燥されることになるが、乾燥の遅れがちな塗工膜の中心のみに向けて直接エアーを送風し、中心側の溶剤の乾燥を早めることができるので、塗工膜全体を均一的に乾燥することができる。
(もっと読む)
電線の着色方法
【課題】インクの乾燥を防止して、インク使用量を低減することが可能な電線の着色方法を提供する。
【解決手段】着色装置1は、インク付着部材20a,20bを備えている。インク着色部材20a,20bは、インクを吸収した状態で内部に保持し、接触物に対して弾性変形し、この弾性変形により保持しているインクを接触物に付着させるものである。このインク付着部材20a,20bは、電線100を着色しない状態で互いに接触している。
(もっと読む)
組織化された粒子の層を基材上に付着させる方法
組織化された粒子の層を基材上に付着させる方法。本方法は、少なくとも50体積%のエタノールから形成された溶媒の混合物と前記粒子とを少なくとも含む浴の制御撹拌のステップと、前記撹拌浴中への前記基材の浸漬のステップと、前記撹拌浴から前記基材の除去のステップとを含む。 (もっと読む)
パターニングされたコロイド結晶膜の製造方法
【課題】パターンニングされたコロイド結晶膜を効率よく製造するコロイド結晶膜製造方法を提供する。
【解決手段】モノマー及びポリマーからなる分散媒成分と、平均粒径が0.01〜10μmの範囲で且つ[単分散度(単位:%)]=([粒径の標準偏差]/[平均粒径])×100で表される単分散度20%以下のコロイド粒子を含有し且つコロイド粒子が反射ピークを有する分散液を準備する工程、コロイド分散液が0°から40°の範囲の接触角の基材を準備する工程、基材表面の一部の領域のコロイド分散液に対し接触角を0°から40°の範囲に表面処理を施し、表面処理後の前記一部の領域の接触角との差が4°以上となる領域にする工程、表面処理後コロイド分散液を塗布する工程、塗膜中の成分を重合させてコロイド結晶を固定化し、異なる接触角を有する領域の凹凸が形成されたコロイド結晶膜を得る工程、を含むコロイド結晶膜の製造方法。
(もっと読む)
表示装置の作製方法
【課題】液滴吐出法により吐出する液滴の着弾精度を飛躍的に向上させ、微細でかつ精度の高いパターンを基板上に直接形成することを可能にする。もって、基板の大型化に対応できる配線、導電層及び表示装置の作製方法を提供することを課題とする。また、スループットや材料の利用効率を向上させた配線、導電層及び表示装置の作製方法を提供することを課題とする。
【解決手段】液滴吐出法による液滴の吐出直前に、所望のパターンに従い基板表面上の液滴着弾位置に荷電ビームを走査し、そのすぐ後に該荷電ビームと逆符号の電荷を液滴に帯電させて吐出することによって、液滴の着弾位置の制御性を格段に向上させる。
(もっと読む)
塗布方法
【課題】基材の上にポリシラザンを含む塗布液を塗布しポリシラザン膜を形成する時、塗布スジ故障の発生がなく、安定した塗布が出来る塗布方法を提供することである。
【解決手段】基材の上にポリシラザン組成物を含む塗布液を、塗布装置を使用して塗布し、少なくとも1層のポリシラザン膜を形成する塗布方法において、前記塗布装置は不活性ガス供給手段を有し、前記塗布が不活性ガスの雰囲気中で行われることを特徴とする塗布方法。
(もっと読む)
シート材の製造方法およびシート材の製造装置
【課題】吐出ヘッドのスリット状の吐出口から原料液をシート形状に吐出させ、これを乾燥させることによりシート材を形成するにあたって、シート材の成形膜厚が薄く、且つ、成形速度が大きくなっても、膜厚精度を確保し、ピンホール欠陥の発生を抑制する。
【解決手段】スリット状の吐出口11を有する吐出ヘッド10の当該吐出口11から、原料液20を、当該吐出口11の長手方向と直交する方向の幅寸法を厚さとするシート形状に吐出させ、当該シート形状に吐出された原料液20を乾燥させることによりシート形状のシート材を成形するようにしたシート材の製造方法において、原料液20としてスラリーを用い、吐出ヘッド10のうち少なくとも吐出口11に超音波振動を発生させた状態で、原料液20の吐出を行う。
(もっと読む)
印刷またはコーティング方法
【課題】 印刷またはコーティング方法において、狭い範囲の特定の波長だけでなく、広い範囲の波長の中の特定の波長の光に反応するインキまたはニスを選択できる。
【解決手段】 印刷ユニット3A,3Bまたは印刷ユニット4A,4Bによって紙10に印刷された高反応型インキを光照射装置52,72のオゾンレスランプから照射された光によって硬化させる。光照射装置52,72は、オゾンレスランプから照射される光のうち熱発生領域の波長を除去するカットフィルタを備えている。
(もっと読む)
車両ドア内のビーム、及び、ドア・ビームを防錆する方法
車両ドア内の安全ビーム(11)が、基底構造に対して、スルー・チャネルを形成する、複数の溝(22,23,24)を備えたアタッチメント端部を含む。溝は、1〜6mmの高さと3〜7mmの内幅を有し、
溝の間の、最外側の溝の外側への平らな面は、15〜30mmの幅を有す。平らな面の各々は、基底構造(12)に対してスポット溶接(26〜29)を1つだけ含む。安全ビームは、組立後、防食ペイントの浴に浸され、このようにして隙間腐食を防ぐ。
(もっと読む)
コーティング方法および装置
本発明は、新規のコーティング装置、前記装置を使用して実行される方法、それによって得られる製品、および前記製品の使用に関する。円筒状支持体であり、それぞれ、2つの端面(301)、円周面(302)、および軸方向長さLを有し、第1の端面から第2の端面まで多数のチャネル(310)が横断する、特に自動車用の、排気ガス浄化触媒製造用基材を液体コーティング媒体でコーティングする装置であって、液体を充填され、ピストンを備えたシリンダを有する装置であって、液体を充填されたシリンダはタンクと連通し、タンクの内部では、移動体が、ピストンが移動するときに、液体により比例して移動するように構成され、タンクは、基材用のコーティング装置と連通し、移動体は、液体コーティング媒体に作用し、その結果として、コーティング装置内の液体コーティング媒体の高さが比例して変化する、装置などを提供する。  (もっと読む)
(もっと読む)
表面処理皮膜、金属表面処理剤及び金属表面処理方法
【課題】金属材料の表面に樹脂フィルムをラミネートし又は樹脂塗膜を形成し、その後に成形加工を施した場合であっても、ラミネートフィルム又は樹脂塗膜が剥離しない表面処理皮膜及び金属表面処理剤を提供する。
【解決手段】金属材料の表面に塗布形成された表面処理皮膜であって、該表面処理皮膜に含まれる窒素と炭素の質量比(N/C)が0.005〜0.5であり、且つ、Cr(III)、Zr、Ti、V、Nb、Mo、W及びCeから選ばれる金属元素の合計と炭素の質量比(TM/C)が0.01〜1.3であるように構成する。この表面処理皮膜は、ウレタン樹脂等の第1水系樹脂と、ポリオレフィン系樹脂等の第2水系樹脂と、Cr(III)等の金属元素を含む水溶性金属化合物とを含有し、第1水系樹脂及び第2水系樹脂のうち少なくとも1種が特定の含窒素官能基を有する金属表面処理剤で塗布形成されることが好ましい。
(もっと読む)
外装材の塗装方法
【課題】塗装や単なる染色をするのではなく、その意匠性や特に施工性の大幅な改善が企図でき、しかもその塗装形成を外装材ブロックの構築現場までの運搬時に行え、もって塗装時間を有効に使用できるという独創的なALC版など外装材の塗装方法を提供する。
【解決手段】下塗りと上塗りとの複数回塗りの工程を有する外装材の塗装方法であって、あらかじめ塗料あるいは塗料を含んだ材料を薄膜状に形成して塗料シート1を作成し、構築前の外装材ブロック表面に貼着し、塗料シート1を挟み込んだ状態で複数枚積み重ねて輸送し、外装材ブロック設置箇所までの輸送時間を塗料シート1の貼着時間とし、設置箇所では塗料シート1が貼着された外装材ブロックを構築したときに、少なくとも下塗り工程までの工程が終了する。
(もっと読む)
成型用マットハードコートフィルム
【課題】高い表面硬度と成型性を兼ね備えた成型用マットハードコートフィルムを提供する。
【解決手段】基材フィルムの少なくとも一方の面に塗布液を塗布硬化させてなるハードコート層を有する成型用ハードコートフィルムであって、前記塗布液が、3以上の官能基を有する電離放射線硬化型化合物と、1および/または2官能の電離放射線硬化型化合物と、少なくとも1種以上の無機粒子および/または有機粒子を少なくとも含み、前記塗布液に含まれる電離放射線硬化型化合物中の1および/または2官能の電離放射線硬化型化合物の含有量が5質量%以上95質量%以下であり、前記粒子の平均粒子径が0.3μm以上15.0μm以下である成型用マットハードコートフィルム。
(もっと読む)
複層塗膜の形成方法
【課題】天然繊維で強化されたポリプロピレン系樹脂成形品に繊維目の隠蔽された表面平滑性と、付着性等の塗膜性能に優れる複層塗膜の形成方法を提供することである。
【解決手段】樹脂成形体表面に、プライマー塗膜、上塗り塗膜を順次形成する複層塗膜の形成方法であり、
該樹脂成形体が、天然繊維で強化されたポリオレフィン系樹脂を主成分とするものであり、且つ天然繊維の含有量が樹脂成形体に対して10〜40質量%であり、
該プライマー塗膜が、塩素含有率が5〜40質量%である塩素化ポリプロピレン、(メタ)アクリル変性塩素化ポリプロピレン、又は酸無水物変性塩素化ポリプロピレンのいずれかを含むことを特徴とする複層塗膜の形成方法。
(もっと読む)
多層フィルムを形成するための連続プロセス及びかかる方法によって調製される多層フィルム
多層フィルムを形成するための連続プロセス及びかかる方法によって調製される多層フィルム少なくとも2つの重畳ポリマー層を備える多層フィルムを形成する連続自己計量プロセスであって、基材を供給する工程と、基材の表面に垂直なギャップを形成するように、基材から、互いに独立してオフセットされる、2つ以上のコーティングナイフを提供する工程と、基材をコーティングナイフに対して下流方向に移動させる工程と、ポリマーの硬化性液体前駆体をコーティングナイフの上流側に供給し、それによって、2つ以上の前駆体を、基材上に重畳層としてそれぞれのギャップを通してコーティングする工程と、任意で、1つ以上の固体フィルムを供給し、これらを隣接した下ポリマー層の形成と本質的に同時に適用し、このようにして得られた多層フィルムの前駆体を、硬化させる工程と、を含み、硬化性液体前駆体の下層が、それぞれに、前記硬化性液体前駆体の下層を本質的に露出することなく、硬化性液体前駆体又はフィルムの隣接した上層によって被覆される、プロセス。 (もっと読む)
粉体塗装方法及び粉体塗料
【課題】耐熱性が比較的に低い樹脂製部材を粉体塗装できる粉体塗装方法を提供する。
【解決手段】樹脂製の被塗物1を、バイアス電圧を印可した導電ローラ11により帯電させ、帯電させた被塗物1に、逆極性に帯電させた,光重合開始剤を含む粉体塗料を静電付着させ、静電付着させた粉体塗料を、紫外線照射処理を含む、比較的に低温の熱処理により塗膜(連続膜)化する。
(もっと読む)
粉体塗料及び塗装方法
【課題】低軟化点樹脂を熱変形させることなく粉体塗装することができる粉体塗料を提供する。
【解決手段】熱可塑性樹脂からなる結着樹脂中に着色剤及び赤外光吸収剤を含有し、
前記赤外吸収剤が赤外光を吸収して発熱し溶融する粉体塗料。結着樹脂として、フローテスタ軟化温度が50℃〜70℃の第1の熱可塑性樹脂と、フローテスタ軟化温度が80℃〜150℃の第2の熱可塑性樹脂との混合体とすることが好ましい。また、結着樹脂として、1万以下の分子量を有する成分の組成比Xが20wt%≦X≦80wt%であり、かつ、10万以上の分子量を有する成分の組成比Yが20wt%≦Y≦80wt%とすることが好ましい。
(もっと読む)
高彩度複層塗膜の形成方法及び塗装物
【課題】高彩度でかつ深みのある意匠性を備える複層塗膜を提供する。
【解決手段】被塗装物の上に形成された中塗り塗膜、中塗り塗膜の上に形成された第1ベース塗膜、第1ベース塗膜の上に形成された第2ベース塗膜、第2ベース塗膜の上に形成されたクリア塗膜を少なくとも含む複層塗膜の形成方法であって、該方法が、第1ベース塗膜形成工程、第2ベース塗膜形成工程、クリア塗膜形成工程、焼付工程を含み、第1水性ベース塗料に含有される塗料固形分濃度が、第1水性ベース塗料の全質量に対して5〜15質量%の範囲であり、第2水性ベース塗料に含有される塗料固形分濃度が、第2水性ベース塗料の全質量に対して15〜45質量%の範囲であり、基剤樹脂及び硬化剤が硬化した乾燥状態の第1ベース塗膜の膜厚が2〜8 μmの範囲であり、基剤樹脂及び硬化剤が硬化した乾燥状態の第1ベース塗膜と第2ベース塗膜との膜厚の比率が1:1.5〜1:6の範囲である、前記複層塗膜の形成方法。
(もっと読む)
尿素およびアミド成分を含有する塗料調製物
本発明は、i) 0.1〜9.0質量%の尿素成分(A)、ii) 0.1〜5.0質量%のアミド成分(B)、iii) 10.0〜90.0質量%のそれぞれ尿素成分(A)およびアミド成分(B)とは異なる結合剤成分(C)、並びに、iv) 0〜85.0質量%の溶剤成分(D)を含有する塗料調製物であって、尿素成分(A)とアミド成分(B)との割合の合計は、0.3〜10.0質量%であり、且つ、結合剤成分(C)と溶剤成分(D)との割合の合計が、80.0〜99.7質量%である塗料調製物に関する。 (もっと読む)
201 - 220 / 350
[ Back to top ]