
Fターム[4E001BB08]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | MIG溶接 (358)
Fターム[4E001BB08]に分類される特許
241 - 260 / 358
融解性の金属材料から成る複数の部品を永久接続するための方法と装置
本発明は、ハイブリット溶接プロセスを実行するためのロボット制御の溶接ユニットを用いて、融解性の金属材料から成る複数の部品相互を永久的に接続するための方法に関わる。この方法に従えば、高性能マグ溶接プロセス(高性能MAG)が、実行される。この高性能マグ溶接プロセスを実行する部品は、前記ハイブリット溶接プロセスを実行するために、前記ロボット制御の溶接ユニットによって運ばれ、前記ハイブリット溶接プロセスに貢献するマグ溶接を実行するユニットは、前記溶接ユニットによって引かれるようにして案内される。 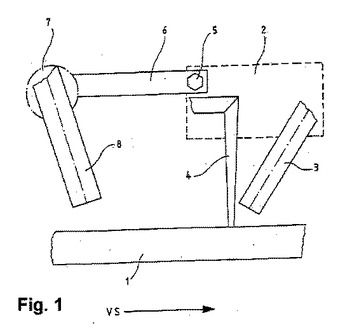 (もっと読む)
(もっと読む)
めっき鋼板とアルミニウム合金板との異材同士の突合せ接合継手及びその接合方法

【課題】本発明は、互いに異なる材質であるアルミニウム合金板とめっき鋼板との突合せ接合に、継手強度を確保して、耐食性に優れた接合継手及びその接合方法を提供する。
【解決手段】
アルミニウム合金板と亜鉛合金系めっき鋼板と、又はアルミニウム合金板とアルミニウムめっき鋼板とを突き合わせてアーク溶接を行う。溶接ワイヤにはアルミニウム系を使用して、ワイヤの狙い位置を接合位置からアルミニウム合金板側0.1〜3.2mmの範囲に設定して母材の片面からアーク溶接する。溶着金属は溶加材であるアルミニウムワイヤと、アルミニウム合金板と、めっき層とが溶け合わされて形成され、接合部を覆う。
(もっと読む)
複合溶接方法と複合溶接装置

【課題】 ワイヤにレーザビームが直接照射するよう前記レーザビームの光軸と前記ワイヤの中心軸とを配置し、レーザ・アーク間距離に応じてパルス周波数を設定する複合溶接方法と複合溶接装置に関する。
【解決手段】 レーザ・アーク間距離L0を設定するレーザ・アーク間距離設定手段17の設定値を入力してパルス周波数を設定するパルス周波数設定手段15と、前記パルス周波数設定手段15とパルス波形設定手段14の設定値を入力してパルスアーク溶接を行うパルスアーク発生手段13とを備え、前記レーザ・アーク間距離L0に応じてパルス周波数を設定することによって被溶接物6への入熱を低減させ、ギャップ裕度を向上させる。
(もっと読む)
ガスシールドアーク溶接方法
【課題】厚鋼板を狭開先(すなわち開先角度50°以下)で突合せ溶接する際に安定した溶け込みが得られ、初層の高温割れを防止し、かつ溶接ビードの外観が良好なガスシールドアーク溶接方法を提供する。
【解決手段】溶接トーチをオシレートさせながら溶接を行なうガスシールドアーク溶接方法において、オシレートの溶接線に平行な成分が10〜45mmの範囲内で毎分30〜150回オシレートさせながら開先角度50°以下のガスシールドアーク溶接を行なう。
(もっと読む)
アルミニウム材と鋼材のMIG溶接継手及びMIG溶接方法
【課題】溶接部の健全性が高められ、優れた継手強度を有するアルミニウム材と鋼材のMIG溶接継手を提供すること、並びに、材質が異なるアルミニウム材と鋼材とを重ね合わせて、それらをMIG溶接する際に、入熱が低くなるようにコントロールして、溶接部の健全性を効果的に高め得るアルミニウム材と鋼材のMIG溶接方法を提供すること。
【解決手段】アルミニウム材12として、厚さ:Pが0.5〜2.0mmであるもの、鋼材14として、厚さ:Qが0.6≦Q/P≦0.8を満たすもの、溶接ワイヤ26として、直径:Lが0.8〜1.6mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、アルミニウム材12と鋼材14とを重ね合わせて、かかるアルミニウム材12の端面部位に対して、所定の直流パルスMIG溶接操作を施した。
(もっと読む)
溶接装置
【課題】安定したMIG溶接およびTIG溶接を施すことが可能な溶接装置を提供すること。
【解決手段】MIG電流AIwは、溶接対象材に対してワイヤが常に陽極側となる状態で流され、かつMIGベース電流値AIwbとMIGピーク電流値AIwpとを交互にとる波形とされており、TIG電流BIwは、溶接対象材に対してTIG電極が常に陰極側となる状態で流され、かつTIGベース電流値BIwbとTIGピーク電流値BIwpとを交互にとる波形とされており、MIG電流AIwがMIGピーク電流値AIwpをとる期間taと、TIG電流値BIwがTIGピーク電流値BIwpをとる期間tbとは、互いにシフトされている。このような構成により、MIGアークおよびTIGアークが途切れることが無く、また互いに及ぼしあう力を弱めることが可能であり、安定した溶接を行うことができる。
(もっと読む)
耐溶接割れ性に優れたアルミニウム合金材の溶接方法およびアルミニウム合金材の耐溶接割れ性評価方法
【課題】溶融溶接方法における耐溶接割れ性に優れたアルミニウム合金材の溶接方法およびアルミニウム合金材の耐溶接割れ性評価方法を提供することを目的とする。
【解決手段】高強度な5000系、6000系、7000系から選択されるアルミニウム合金材同士を溶加材を用いて溶接して、継手強度や継手効率が高く、かつ耐溶接割れ性に優れた継手を製作するに際し、アルミニウム合金材の凝固過程における熱的変化を示差熱分析により測定して得られた融液からの冷却曲線において、550 ℃以下における発熱ピークが実質的に認められないアルミニウム合金材同士を選択して用いて溶接する。また、この発熱ピークの有無によって、溶接されるアルミニウム合金材の耐溶接割れ性も評価する。
(もっと読む)
水中補修溶接方法
【課題】重ね溶接により構成された構造物の溶接ビードや母材部に発生した欠陥部分を補修する場合に、重ね溶接部の隙間に残留した水が水蒸気となって噴出する際に溶接金属を吹き飛ばして溶接不良が発生するのを防止する。
【解決手段】重ね板3を貫通する蒸気逃がし孔12を設ける工程と、その後に、欠陥部分1に不活性ガスをノズル9から噴出させながら、水中で、ノズル9と同軸にレーザ光7を照射して、レーザ溶接により欠陥部分1を補修する工程と、その後に、蒸気逃がし孔12に不活性ガスをノズル9から噴出させながら、水中で、ノズル9と同軸にレーザ光7を照射して、レーザ溶接により蒸気逃がし孔12を密封する工程と、を有する。
(もっと読む)
アルミニウム材と鋼材のMIG溶接継手及びMIG溶接方法
【課題】溶接部の健全性が高められ、優れた継手強度を有するアルミニウム材と鋼材のMIG溶接継手を提供すること、並びに、材質が異なるアルミニウム材と鋼材とを重ね合わせて、それらをMIG溶接する際に、入熱が低くなるようにコントロールして、溶接部の健全性を効果的に高め得るアルミニウム材と鋼材のMIG溶接方法を提供すること。
【解決手段】アルミニウム材12として、厚さ:Pが0.5〜2.0mmであるもの、鋼材14として、厚さ:Qが0.6≦Q/P≦0.8を満たすもの、溶接ワイヤ24として、直径:Lが0.8〜1.6mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、アルミニウム材12と鋼材14とを重ね合わせて、かかるアルミニウム材12の端面部位に対して、所定の直流パルスMIG溶接操作を施し、鋼材の溶込み深さを、鋼材の厚さの5%以下とした。
(もっと読む)
鋼材とアルミニウム材との異材接合体
【課題】GAめっき鋼板を使用したアルミニウム材との異材接合の場合でも、十分な継手強度あるいは接合強度を有する、溶融溶接による異材接合体を提供することを目的とする。
【解決手段】特定板厚の亜鉛めっき層鋼材1とアルミニウム材2とを溶融溶接にて接合部6にアルミニウム溶接金属3を形成させて接合した異材接合体であって、このアルミニウム溶接金属3と鋼材1との接合界面6において、鋼材側にAl3 Fe系化合物およびAl5 Fe2 系化合物との混合層と、アルミニウム溶接金属側にα−AlFeSi層とを各々有する接合界面層4が形成されており、この接合界面層4を薄く、均一化して、高い接合強度を得る。
(もっと読む)
水中溶接装置
【課題】作業用開口部に溜まった水を完全に排出することができて、床面を含む任意の作業面の溶接が可能な水中溶接装置を提供する。
【解決手段】水中溶接装置に、作業用開口部11及び排水口12が開設されたチャンバー1と、チャンバー1内に収納された溶接トーチ2と、チャンバーを作業面に固定する吸着パッド8と、チャンバー1内に外部からガスを供給するガス供給ライン15a〜15hを備え、チャンバー1の外面の作業用開口部11を取り囲む位置に透水性及び弾力性を有するシールパッキン13を設ける。吸着パッド8によりチャンバー1を作業面に固定すると共にガス供給ライン15a〜15cを通してチャンバー1内に所要のガスを導入し、チャンバー1内の水を排水口12及びシールパッキン13を通して外部に排出する。
(もっと読む)
耐脆性き裂伝播特性に優れた突合せ多パス溶接継手及び溶接構造体
【課題】鋼板の突合せ多パス溶接継手において、脆性き裂が溶接継手の長手方向に伝播し難く、かつ、伝播してもいずれ停止する特性、即ち、耐脆性き裂伝播特性に優れた溶接継手を形成する。
【解決手段】鋼板の突合せ多パス溶接継手において、表面溶接層と裏面溶接層の間に、材質特性が、周囲の材質特性と異なり、脆性き裂の伝播を抑制して停止させる機能を有する溶接層内で溶接パス部のいずれかが、一つ又は二つ以上、相互に離間して存在することを特徴とする耐脆性き裂伝播特性に優れた突合せ多パス溶接継手。
(もっと読む)
立向姿勢溶接方法
【課題】厚板鋼板であってもコスト増を抑え且つ小入熱化により強度維持を図りながら効率よく高品質な溶接を実現可能な立向姿勢溶接方法を提供する。
【解決手段】立向姿勢の一対の厚板鋼板の端縁間に所定の狭開先ギャップを有したI形開先を形成し、定電圧特性を有するアーク溶接機の溶接トーチから突き出した溶接ワイヤを厚板鋼板の板厚方向に対し斜め上方からI形開先内に挿入する。そして、溶接トーチを上下に揺動させることで該溶接トーチの先端から送出される溶接ワイヤの先端をI形開先内で板厚方向に往復動させるが、この際、溶接電流Iwが目標値となるよう溶接ワイヤの送給速度Vfを可変させつつ溶接ワイヤの溶接トーチからの突き出し量Lを伸長または短縮させ、さらに溶接トーチの揺動方向に応じて溶接ワイヤの送給速度Vfを加減算補正する(実線)。
(もっと読む)
MIG溶接方法
【課題】 溶け込み促進が図れて深溶け込みが可能で、安定した溶接を迅速に行えるMIG溶接方法を提供すること。
【解決手段】 純度の高い不活性ガスをシールドガスとしたMIG溶接であり、被溶接板1の溶接継手部8の表面2に活性フラックスFを塗布し、この溶接継手部8をMIG溶接する。
(もっと読む)
深溝溶接装置及び方法
【課題】 溶接装置を提供する。
【解決手段】 溶接装置は、1以上のコアを有するトーチ本体と、1以上のコアから離れる方向に延在する複数のコンタクトチップと、複数のコンタクトチップに近接して配置され、複数のコンタクトチップと略同じ方向に延在する複数のガス供給管とを含む。
(もっと読む)
重ね隅肉溶接継手の継手疲労強度を向上するプラズマアークハイブリッド溶接方法
【課題】ガスシールドアーク溶接法を先行極とし、プラズマアーク溶接法を後行極として組み合わせて、自動車足回り部品の製造における重ね隅肉溶接において、足回り部品の継手疲労強度を向上する溶接法を提供する。
【解決手段】ガスシールドアーク溶接法を先行極7とし、プラズマアーク溶接法を後行極8として組み合わせて、プラズマ溶接法およびガスシールドアーク溶接法ともに正極とし、かつガスシールドアーク溶接法の電極7とプラズマ溶接法の電極8との溶接線方向の間隔を25mm以下とし、溶接ビード下板側止端部のフランク角を135°以上,曲率半径を0.45mm以上として上板2の板厚が6mm以下の重ね隅肉溶接を行なう。
(もっと読む)
レーザ溶接用接合継手および接合体
【課題】接合線の検出が確実にでき、またレーザによる入熱を効率良く行うことができるようにしたレーザ溶接用接合継手および接合体を提供すること。
【解決手段】被接合部材1A,1B同士の接合端面13,14を突き合わせた接合部をレーザ溶接又はレーザ・アークハイブリッド溶接によって接合するため、被接合部材1A,1Bに形成されたものであって、接合部のレーザ照射面側に、被接合部材(11,2)の板厚よりも浅い溶接溝10が形成されたレーザ溶接用接合継手。
(もっと読む)
耐食性に優れたフェライト系ステンレス鋼溶接金属および溶接ワイヤ
【課題】フェライト系ステンレス鋼用の溶接ワイヤに関し、特に耐食性に優れた溶接金属が得られるフェライト系ステンレス鋼用の溶接ワイヤを提供する。
【解決手段】質量%で、C:0.003〜0.04%、Si:0.05〜1.0%、Mn:0.05〜1.0%、Cr;13.0〜20.0%,N:0.003〜0.04%を含有し、P:0.04%以下、S:0.005%以下、O:0.010%以下に制限し、さらに、Nb:0.1〜0.8%、Ti:0.01〜0.5%の1種以上を含有し、また、Cu:0.3〜1.0%、Mo:0.2〜3.0%を選択的に含有し、残部がFeおよび不可避的不純物からなり、かつ、(C+N)が0.030%以下(好ましくは0.025%以下)、(Nb+Ti)/(C+N)が12以上(好ましくは15以上)となることを特徴とする耐食性に優れたフェライト系ステンレス鋼溶接用ソリッドワイヤとこれから得られた溶接金属。
(もっと読む)
異種金属材の溶接方法
【課題】 冷間圧延に供される高融点金属材と低融点金属材の溶接金属部における高融点金属リッチ層の発生を防止し、溶接後の冷間圧延工程における溶接金属部の亀裂発生を防止することができる異種金属材の溶接方法を提供する。
【解決手段】 冷間圧延に供される高融点金属からなる第一金属材1と低融点金属からなる第二金属材2とを突合せ溶接により接合する異種金属材の溶接方法であって、第一金属材1と第二金属材2の突合せ部に、第一金属材1側にのみベベル角度φ=30°〜60°の開先3を形成したレ形開先4を設け、このレ形開先4部をアーク溶接する。
(もっと読む)
鉄部材とアルミニウム部材の接合方法及び鉄−アルミニウム接合体
【課題】鉄部材とアルミニウム部材とを良好に接合可能な接合方法、及び、これらが良好に接合した接合体を提供する。
【解決手段】鉄部材とアルミニウム部材とを接合する際、少なくともアルミニウムクラッド板20との接合側にめっき層12を有する鋼板10(鉄部材)と、アルミニウムを主成分とするアルミニウム芯材21と、鋼板10との接合側に、アルミニウム芯材21よりも低融点のアルミニウム合金層22とを有したアルミニウムクラッド板20(アルミニウムクラッド材)からなるアルミニウム部材とを重ね合わせて接合する。
(もっと読む)
241 - 260 / 358
[ Back to top ]