
Fターム[4E001BB08]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | MIG溶接 (358)
Fターム[4E001BB08]に分類される特許
321 - 340 / 358
レーザとマグアークによる複合溶接方法

【課題】 本発明は、高速で溶接しても耐ギャップ性に優れ、溶接品質の向上を図ることができるレーザとマグアークによる複合溶接方法の提供を目的とする。
【解決手段】 本発明は、レーザと消耗電極式アーク溶接とを併用するレーザとマグアークによる複合溶接方法において、アークを先行させ、レーザを後行させ、レーザとアークを同一溶接線上に配置させながら溶接することを特徴とする。
(もっと読む)
排気マニホールドの接続構造

【課題】
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面をインロー構造とし、かかるインロー構造を介して双方の被接続端面を嵌合することにより形成される開先形状部で双方を溶接した排気マニホールドの接続構造において、双方を嵌合するときにセット不良を起こさず、結果として溶接不良を生じない排気マニホールドの接続構造を提供する。
【解決手段】
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面を傾斜角20〜40度の傾斜面が少なくとも1.5往復するインロー構造とした。
(もっと読む)
アルミニウム合金用溶接材料及び溶接方法
【課題】例えば、MIG溶接に適用することができ、継手強度が高く、靭性の高い溶接部を備えたアルミニウム合金材の溶接継手を得ることができるアルミニウム又はアルミニウム合金用溶接材料と、このような溶接材料を使用したアルミニウム又はアルミニウム合金の溶接方法を提供する。
【解決手段】Siを質量比で4.5〜13.0%の範囲で含有するAl−Si系溶接材料中に、Srを10〜400ppmの範囲、望ましくは150〜250ppmの範囲で添加する。
(もっと読む)
溶接のためのシステム及びその使用方法
プラズマ溶接とMIG(Metal−Inert−Gas)溶接を組み合わせた溶接のための方法が提供される。該システムはプラズマトーチを備える。該プラズマトーチは一定電流の電源装置(49)を備え、非消費プラズマ電極(38)がワークピースに対して負の電位を帯びるようにする。該システムはまた、MIGアークトーチを備える。該ミグアークトーチは、一定電圧の電源装置(48)を備え、溶加ワイヤ(39)がワークピースに対して正の電位を帯びるようにする。プラズマ電極と溶加の間のワイヤ分離体は、好ましくはプラズマ電極(38)をほぼ取り囲むノズル(33)の形をとる。該分離体はガス流を、該プラズマ電極を通して案内する。もしくは補助電源装置がアークを非消費電極(38)と分離体の間に支持する。これにより、主要アークの開始を容易にし、主要アークの開始時の該プラズマトーチへの熱衝撃を防止する。該溶接装置はワークピース(32)に対して移動され、該プラズマアークが該MIGアーク(40)に先行するようにする。 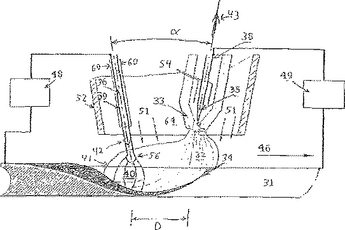 (もっと読む)
(もっと読む)
電気アーク溶接用モジュラー電源及び出力チョッパ
【課題】最初の2ステージが単一のモジュールであり、出力ステージが独立した置換可能なモジュールであるように各ステージがモジュラー化されている電気アーク溶接用3ステージ電源を提供する。
【解決手段】AC入力と第1のDC出力信号とを有する入力ステージと、非調整型DC/DCコンバータの形の第2のステージと、第2のステージのDC出力信号を、溶接プロセス用の溶接出力に変換する第3のステージとを備え、入力ステージ及び第2のステージが、第1のモジュールに組み込まれており、かつ第3のステージが、第1のモジュールに接続可能な第2のモジュールに組み込まれていることを特徴とする。
(もっと読む)
ステンレス鋼の多層盛溶接構造
【課題】 厚板の開先継手に開先底部の初層裏波溶接から開先上面部の最終層溶接まで積層する多層盛溶接を施工すると共に、溶接終了後の裏面側の溶接部分に残留する引張応力を圧縮応力に改善する。
【解決手段】 ステンレス鋼の端部に開先加工を施した継手部材1,2を相互に突き合わせて、消耗電極方式あるいは非消耗電極方式のパルスアーク溶接または直流アーク溶接により溶接ワイヤを溶融させて多層盛溶接部分を形成して継手部材を溶接したステンレス鋼の多層盛溶接構造において、開先裏面から前記継手部材の板厚の1/5ないし4/5の高さまでオーステナイト系の溶接ワイヤを溶融固化させて初期裏波溶接部を形成し、その後、開先上面までマルテンサイト系の溶接ワイヤを溶融固化させて開先裏面側の溶接部およびその近傍に圧縮応力を付与したことを特徴とするステンレス鋼の多層盛溶接構造。
(もっと読む)
2電極パルスアーク溶接制御方法
【課題】2つのアークの相互干渉によって発生するアーク発生状態の不安定性を抑制して、被溶接物への入熱を減少させて溶け込みを浅くして、より薄い板厚に対して溶接を行うことができる。
【解決手段】本発明の2電極パルスアーク溶接制御方法は、1つの溶接トーチから互いに電気的に絶縁された第1の溶接ワイヤ及び第2の溶接ワイヤをそれぞれ予め設定した送給速度で送給し、第1の溶接ワイヤには電極プラス極性で直流パルス電流又は交流パルス電流を通電し、第2の溶接ワイヤには交流パルス電流を通電し、ミグ溶接の場合、第1のピーク電流と前記第2のピーク電流とで一方のピーク電流通電期間中に他方のピーク電流通電期間の全部又は一部が無いようにし、マグ溶接の場合、前記第1のピーク電流の立下りと前記第2のピーク電流の立下りとを同期させている。
(もっと読む)
押出し中空型材及びその型材によって形成された鉄道車両構体
【課題】 軽量な継ぎ手構造を有する押出し中空型材及びその型材によって形成された鉄道車両構体を提供すること。
【解決手段】 第1面板11と第2面板12との間に複数の斜面板13を介在させて複数の貫通孔が平行に形成されたものであり、その貫通孔に直交する幅方向に嵌合させて他のものと接合可能にしたものであって、第1面板11と第2面板12とが開いた状態の開状端部であるか、第1面板11と第2面板12とが支持板15によって閉じた状態の閉状端部であって、押出し中空型材1L,1R同士を幅方向に並べて一方の開状端部に他方の閉状端部を差し込むようにして嵌合させた場合、支持板15が開状端部側に入り込むようにし、接合箇所となる第1面板11同士の突き当て部分と第2面板12同士の突き当て部分との位置がずれるようにした押出し中空型材1。
(もっと読む)
複合溶接装置およびその方法
【課題】被溶接材間の隙間量が変化する場合であっても、ポロシティの発生および未溶着の発生を低減および防止する。
【解決手段】
複合溶接装置100は、重ね合わされた被溶接材201,202上にレーザ光を集光して照射するレーザ光照射部110と、供給された溶接ワイヤ121と被溶接材201,202との間にアークを発生させるトーチ部120と、溶接の実行中に、レーザ光の照射位置113と溶接ワイヤ121の端部位置124とを近接離間させる駆動部130と、を有する。検出部140がポロシティおよび未溶着の発生を検出し、制御装置150は、検出部140の検出結果によって、駆動部130を制御する。
(もっと読む)
溶接装置および溶接方法
【課題】 ポロシティの発生を防止しつつ、深い溶け込み溶接を達成できる溶接装置を提供する。
【解決手段】 重ね合わされた金属材60上にレーザ光12、14を集光して照射するレーザ光照射部20と、負極から金属材60との間にアークを発生させて、レーザ光12と共に、金属材60を溶融する負極溶接トーチ30と、正極から金属材60との間にアークを発生させて、レーザ光14と共に、金属材60を溶融する正極溶接トーチ40と、正極溶接トーチ30による金属材60の溶融時に供給されるワイヤ42と、を有し、負極溶接トーチ30により金属材60を溶融する際に、金属材60が蒸発してできた金属蒸気が溶融金属68外部に誘導される溶接装置10。
(もっと読む)
消耗電極式アーク溶接方法及びその装置
【課題】 フィラワイヤの送給開始時における送給速度を制御することにより、溶接作業全体の作業性を向上させ、良好な溶接品質を確保できるようにする。
【解決手段】 消耗電極ワイヤ7の先端を母材11に近接させ、消耗電極ワイヤ7の先端から母材11の表面に向けたアークを発生させる。そして、このアークによる発熱で母材11の溶接部位に溶融池12を形成する。次に、溶融池12に向けてフィラワイヤ10を送給し始めるときに、フィラワイヤ10の送給速度を最初は遅い速度に抑え、その後に正規の速度まで段階的に増速させる。このため、フィラワイヤ10の先端部が溶融池12の底部に接触するよりも十分に早い段階で、送給速度の遅いフィラワイヤ10内にフィラ電流を流すことができ、このときの通電加熱によりフィラワイヤ10の加熱温度を高めるようにする。
(もっと読む)
溶接トーチの整備装置
【課題】 溶接ワイヤに形成された球状部分を2枚の切除刃により切除する場合に、刃先が互いに位置ずれするのを抑制してメンテナンスの頻度を低くし、溶接作業の効率を向上させる。
【解決手段】 第1切除刃10をケーシングの閉塞部材6の下側に配置する。第1切除刃10にアクチュエータ12を連結する。第2切除刃11を第1切除刃10の下側に配置する。第2切除刃11を支持部材27で下側から支持し、第1切除刃10の刃先10bと第2切除刃11の刃先11bとが厚み方向に離れないようにする。刃先10b、11bに切欠部10c、11cを形成する。アクチュエータ12の動力を歯車により第2切除刃11に伝達する。アクチュエータ12により、第1切除刃10及び第2切除刃11の相対位置を、溶接ワイヤセット用の隙間29が形成される位置と、セットされた溶接ワイヤの球状部分を切除する位置とに切り替える。
(もっと読む)
溶接継手および溶接材料
【課題】溶接金属が耐応力腐食割れ性に優れている溶接継手、およびその作製に使用するのに好適な溶接材料の提供。
【解決手段】溶接金属が、質量%で、C:0.03%以下、Si:1.0%以下、Mn:0.1〜2.0%、Cr:15〜22%、Ni:8〜12%、Mo:0〜3%およびN:0.001〜0.15%を含有し、残部はFeおよび不純物からなり、不純物中のPは0.04%以下、Sは0.03%であり、さらに下記(1)式で表されるFPの値が−3から0までの範囲にあるオーステナイト系溶接金属であることを特徴とする溶接継手。
FP=Ni+30C+20N+0.5Mn−1.1Cr−1.32Mo−1.65Si+9 ・・・(1)
なお、上記(1)式中の元素記号は、各元素の含有量(質量%)を示す。
この溶接継手は、原子力発電設備の高温純水環境で用いるのに好適である。
(もっと読む)
溶接トーチに従ってレーザユニットを制御するレーザ・アーク複合溶接のための装置と方法
本発明は、レーザ・アーク複合溶接方法並びに、レーザビーム(3)を発生するレーザユニット(2)と、アーク(5)を発生する溶接トーチ(4)と、レーザユニット(2)用の給電ユニット(6)と、溶接トーチ(4)用の給電ユニット(7)とを備えるレーザ・アーク複合溶接装置(1)に関する。エネルギーバランスを最適化すると共に、レーザ・アーク複合溶接法を夫々の条件に適合させるために、溶接トーチ(4)に従ってレーザユニット(2)を制御する制御装置(14)が設けられる。レーザ出力(PLaser)は、アーク出力(PArc)に適合させられると共に、閉制御回路によって制御される。 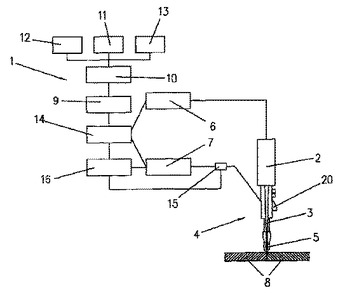 (もっと読む)
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 亜鉛系めっき鋼板の高速ガスシールドアーク溶接において、アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 溶接速度が0.8〜1.7m/分の亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法において、シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ip、平均時間幅Tp、平均ベース電流Ibが所定範囲を満足する矩形波パルスが周期的に印可された電流波形に制御し、溶接トーチの先端を溶接線方向に、振動変位:3〜7mm、振動周波数:5〜40Hzで振動させながらアーク溶接を行う。
(もっと読む)
鉄系材料とアルミニウム系材料とを接合した異材接合継手
【課題】 溶接線に対する圧縮方向の荷重負荷に対する圧縮強度を高めた異材接合継手を提供することを目的とする。
【解決手段】 アルミニウム系材料3端部に対して、上側あるいは外側になるように、鉄系材料2端部を重ね合わせて溶接接合した異材接合継手1であって、鉄系材料2の端部2aと、この端部2a後面側とに互いに間隔を開けた二つの溶接線6a、6bを有し、鉄系材料2の端部後面側には、前記端部後面側溶接線6aに沿って一定の間隔で空間4aが予め設けられ、これらの空間にアルミニウム溶接材料7が溶融充填されるとともに、アルミニウム溶接材料によるビード5aが形成されるように両材料が溶接接合されており、更に、鉄系材料端部2aには、前記端部溶接線6bに沿って、アルミニウム溶接材料によるビード5bが形成されるように両材料が溶接接合されていることとする。
(もっと読む)
溶接装置
【課題】通常の単数トーチを使用した溶接と、2トーチを使用したタンデム溶接とを簡単に切換えることができ、溶接作業の作業能率化を達成することができる溶接装置を提供する。
【解決手段】産業用ロボット6のアーム10に付設されトーチへの溶接電流配線を接続し、溶接用ワイヤ等を供給する第1ケーブル13を接続するトーチ支持体12と、1本のトーチ1を有する単トーチユニット体2と、主トーチ3に連結されトーチへの溶接電流配線を接続し、溶接用ワイヤ等を供給する第2ケーブル22を接続する副トーチ4とを有する複トーチユニット体5とを備える。トーチ支持体12に装着された単トーチユニット体2のトーチ1を複トーチユニット体5の主トーチ3に、または複トーチユニット体5の主トーチ3を単トーチユニット体2のトーチ1に、交換可能とした。
(もっと読む)
鉄鋼−アルミニウム溶接継手およびその溶接方法
【課題】 施工が容易で、接合強度が高い高い鉄鋼−アルミニウム溶接継手およびそれを容易に製作することができるアーク溶接法を提供する。
【解決手段】 鉄鋼板2は溶接線に沿って複数の貫通穴4が設けられ、前記貫通穴4にはアルミニウム溶接材が溶融充填され凝固したアルミニウム接合部7が形成される。前記アルミニウム接合部7は、その下端部がアルミニウム板3の表面に溶け込み、その上端部が前記鉄鋼板2の表面に被覆形成された溶接ビード5に溶融接合している。前記アルミニウム板3の板厚をTa、前記アルミニウム接合部7の最大溶け込み深さをD、前記溶接ビード5の溶接線における平均厚さをTb、前記貫通穴4の円相当半径をRとしたとき、D/Taを0.10以上、Tb/Rを0.50以上とする。
(もっと読む)
閉断面溶接構造体
【課題】 溶接部端部における疲労強度を高めることができるアルミニウム合金製の溶接構造体を提供する。
【解決手段】 第1フレーム部材1及び第2フレーム部材2は共にアルミニウム合金板の幅方向の両端を断面形状が「U」の字状になるように湾曲された形状を有している。第1フレーム部材1の両端部間に第2フレーム部材2の両端部の外側面を重ね、第1フレーム部材1の両端部を第2フレーム部材2の両端部の外側面に重ねすみ肉溶接して接合する。また、第1フレーム部材1と第2フレーム部材2との重ね代の重ねすみ肉溶接のビード3の近傍をリベット止めしてリベット止め部4を設ける。これによって第1フレーム部材1と第2フレーム部材2との接合強度が向上し、溶接部端部に応力が集中することに起因する疲労亀裂の発生を抑制することができる。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材やフラックスを使用せずに、接合することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材2と、鉄系被溶接材1とをミグ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層(めっき層)が設けられており、アルミニウム系板2を上方にしてアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、交流ミグ溶接する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とが接合される。
(もっと読む)
321 - 340 / 358
[ Back to top ]